Title: Handicraft for boys
Author: A. Frederick Collins
Release date: February 8, 2023 [eBook #69989]
Most recently updated: October 19, 2024
Language: English
Original publication: United States: Frederick A. Stokes Company
Credits: Charlene Taylor, Harry Lamé and the Online Distributed Proofreading Team at https://www.pgdp.net (This file was produced from images generously made available by The Internet Archive/American Libraries.)
Please see the Transcriber’s Notes at the end of this text.
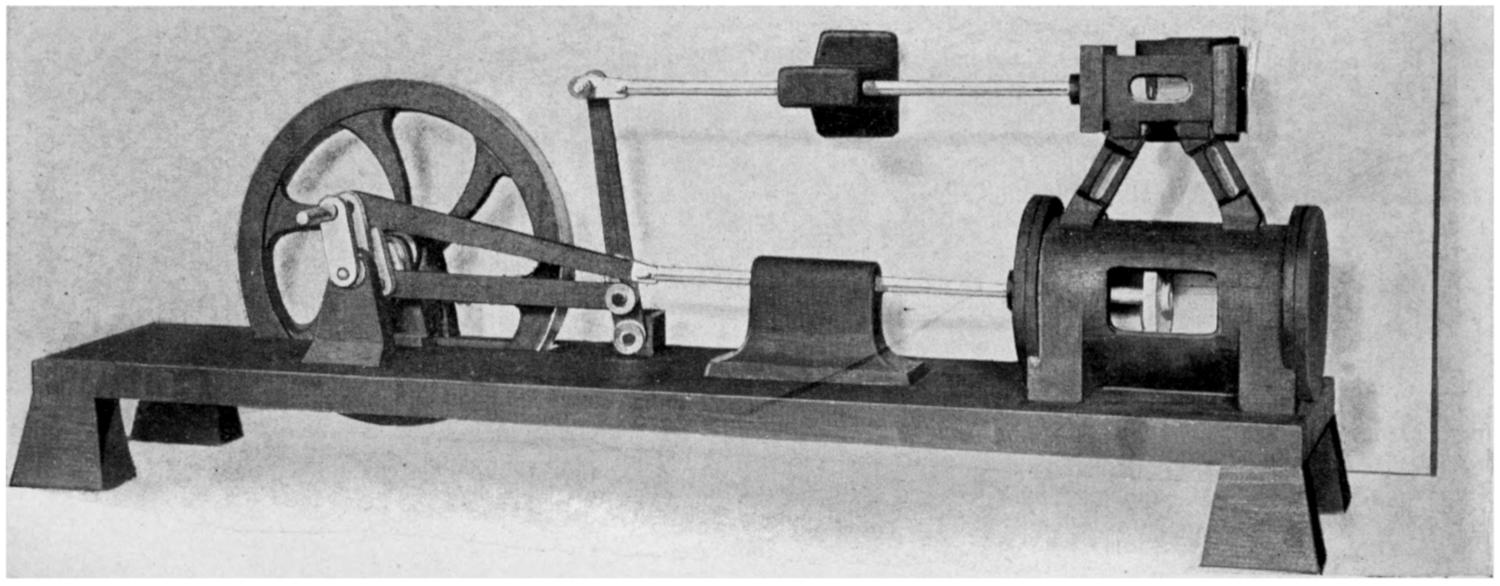
A MODEL ENGINE CONSTRUCTED FROM DIAGRAMS SHOWN IN THIS BOOK
HANDICRAFT
FOR BOYS
BY
A. FREDERICK COLLINS
INVENTOR OF THE WIRELESS TELEPHONE
Author of “Inventing for Boys,” “The
Boys’ Book of Submarines,” etc.
WITH 185 ILLUSTRATIONS AND DIAGRAMS

NEW YORK
FREDERICK A. STOKES COMPANY
PUBLISHERS
Copyright, 1918, by
Frederick A. Stokes Company
All rights reserved
TO
MY NEPHEW AND NIECE
CLARENCE AND MAY ZEITLER
[vii]
Your life, if you live it like the average boy, is split up into four parts and these are (1) eating, (2) sleeping, (3) working and (4) playing.
Now I haven’t a word to say about the first three phases of your existence for you will attend pretty well to the eating and sleeping ends, and your elders will quite likely see to it that you get enough work to do in and out of school.
But when it comes to playing I want to edge in, for this is a very important and often a sadly neglected part of your daily routine. There are three kinds of playing, namely (a) where your mind only is engaged as for instance at dominoes, checkers or chess, (b) where your body is chiefly in action as in gymnastics and outdoor games, and (c) where your mind and body are doing something more or less constructive.
This book which I have written for you deals with playing of the latter kind and while I don’t want you to get so interested in any of the various arts and crafts described to the extent of using all your spare hours doing it, still it is a great mistake not to have a hobby such as jig-sawing, printing, die-sinking or the like. There is something tremendously fascinating about visualizing things in your brain and then[viii] fashioning them with your hands and you ought to do it.
Different from other kinds of playing the by-products of these arts and crafts last a long time after your efforts have been spent upon them and it is a source of great pleasure to look at them once in a while and know that you made them with your own hands.
Not only is there the fun of planning and doing the things I have described, but you will at the same time pick up a lot of information and, what is of far more value, your brain and eyes and hands will learn to work together like a dynamo direct connected to an engine, and then you can depend on them to serve you well whenever the occasion may arise.
A. Frederick Collins.
“The Antlers,”
Congers, N. Y.
[ix]
| CHAPTER | PAGE | ||||
|---|---|---|---|---|---|
| I. | CARPENTRY WORK AND CABINET MAKING | 1 | |||
| The Tools You Need — The Kinds of Tools — Some Hints on Using Tools | |||||
| How to Hold a Hammer — How to Use a Saw — How to Use a Plane — How to Use Chisels and Gouges — How to Use a Brace and Bit — How to Use a Rule — How to Use a Marking Gauge — How to Use Hand Screws and Clamps — How to Use a Nail Set — How to Use a Gimlet — How to Drive Nails and Screws — How to Make a Glue-Pot — How to Make Good Glue and How to Use It | |||||
| How to Sharpen Your Tools | |||||
| About Sharpening Saws — About Sharpening Chisels and Plane Bits — About Sharpening Auger Bits | |||||
| How to Take Care of Your Tools — Removing Rust from Tools — To Etch Your Name on Tools — Kinds of Wood to Use | |||||
| Pine; Cedar; Mahogany; Oak; Birch; Walnut | |||||
| How to Make Joints | |||||
| Edge Joints — Corner Joints | |||||
| About Working Drawings — Things for You to Make | |||||
| How to Make a Work Bench — How to Make a Tool Chest | |||||
| II. | SCROLL SAWING, WOOD TURNING, WOOD CARVING, ETC. | 24 | |||
| All About Scroll Sawing | |||||
| Scroll Sawing Outfits — A Cheap Scroll Sawing Outfit | |||||
| How to Use the Scroll Saw | |||||
| A Few Other Helpful Things[x] | |||||
| A Hand Saw-Table — Files for Scroll Work — A Twist Drill Stock — A Pair of Pliers — A Small Hammer — Scroll Saw Blades | |||||
| How to Trace a Design on Wood — Designs for Scroll Sawing — Foot-Power Scroll Saws | |||||
| The Cricket Scroll Saw — The Lester Scroll saw — The Fleetwood Scroll Saw | |||||
| How a Foot-Power Scroll Saw Works — How to Saw on a Foot-Power Scroll Saw — Fancy Woods for Scroll Saw Outfits — Table of Scroll Saw Woods — Trimmings for Boxes, Etc. | |||||
| Turning in Wood | |||||
| Get a Lathe First | |||||
| How a Lathe is Made | |||||
| The Cheapest Lathe You Can Buy | |||||
| Attachments for the Companion Lathe | |||||
| Turning Tools for Wood — How to Turn Wood | |||||
| The Art of Wood Carving | |||||
| Your Set of Carving Tools — The Best Woods for Carving — Kinds of Wood Carving | |||||
| Chip Carving — Panel Carving — Carving in Solid Wood | |||||
| Pyrography, or Wood Burning | |||||
| The Necessary Tools | |||||
| How to Make an Etching Tool — How to Make an Alcohol Lamp — A Better Outfit — About the Designs — How to Burn in the Designs | |||||
| Coloring and Staining Wood | |||||
| Where to Buy Stains — Ebony Stain — Fumed Oak | |||||
| III. | METALS AND METAL WORKING | 56 | |||
| Your Kit of Tools — The Various Kinds of Tools — Some Hints on Using the Tools | |||||
| About Sharpening Tools | |||||
| Metals and Their Uses[xi] | |||||
| Iron Wrought Iron Steel Tin Zinc Lead Copper Aluminum | |||||
| A Few Useful Alloys | |||||
| Brass Type-Metal Pewter | |||||
| How to Do Metal Work — First Sketch Your Ideas — Sheet Metal Work | |||||
| Cutting and Sawing — Making Seams and Joints | |||||
| How to Solder Metals | |||||
| Fluxes Solders | |||||
| Bolts and Rivets — Bending Sheet Metal — Finishing Up Metals — Coloring Metals | |||||
| Bluing Steel — Bluing Brass — Giving Brass a Green Color — Giving Brass a Dull Look — Frosting Brass Articles — Lacquering Brass and Copper — How to Make the Lacquer | |||||
| IV. | VENETIAN IRON, REPOUSSÉ, PIERCED BRASS AND PEWTER WORK | 76 | |||
| Venetian Bent Iron Work | |||||
| The Tools You Must Have — The Materials You Need — What to Do First | |||||
| Making a Simple Design | |||||
| How to Make a Toaster — How to Make an Egg Boiler — How to Make a Venetian Plate Holder | |||||
| A Dead Black Finish for Iron Work | |||||
| Doing Repoussé Work | |||||
| Tools Needed for Repoussé Work — How to[xii] Prepare the Work — Tracing the Design — Bossing the Work — How to Make a Flat Candlestick — How to Make a Photo Frame | |||||
| Cleaning and Polishing Metal Work — Finishing, Coloring and Lacquering Metals | |||||
| Pierced Metal Work | |||||
| The Outfit to Do it With — How to Do the Work | |||||
| Casting and Working Pewter | |||||
| Something About Pewter — How to Make Pewter — About Working Pewter — How to Cast Pewter — The Patterns Necessary — Making the Mold — Finishing the Ware | |||||
| Engraving on Metal | |||||
| The Tools that are Used — How to Engrave on Metal | |||||
| V. | DRAWING SIMPLY EXPLAINED | 103 | |||
| Free-Hand Drawing | |||||
| Talent versus Practice — Pictures for You to Draw — Simple Line Sketches — Sketching Simple Outline Figures — The Proportions of the Human Figure — How to Draw Faces — Sketching Still Life Objects — Drawing in Perspective | |||||
| The Vanishing Point | |||||
| How to Shade a Drawing | |||||
| Working Drawings | |||||
| Drawing Tools You Should Have — Simple Working Drawings | |||||
| Making Plain Drawings — Isometric Perspective Drawings | |||||
| Some Simple Aids to Drawing | |||||
| How to Draw a Circle — How to Draw a Spiral — How to Draw an Ellipse — How to Make and Use a Pantagraph — How[xiii] to Make a Reflecting Drawing Board — How to Make Tracings — To Make Lasting Impressions — The Ancient and Honored Art of Cutting Silhouettes — Transfer Pictures of Decalcomania | |||||
| How to Transfer the Pictures | |||||
| VI. | SOME KINKS IN PHOTOGRAPHY | 131 | |||
| How to Make Blue Prints | |||||
| The Materials Required | |||||
| Another Kind of Contact Printing | |||||
| To Tone and Fix the Pictures — Receipt for a Combined Toning and Fixing Solution | |||||
| The Simplest Kind of a Camera — How to Develop a Dry Plate | |||||
| How to Make the Developer — How to Make a Fixing Bath | |||||
| A Good and Cheap Camera — How to Make an Enlarging Apparatus — How to Make an Enlargement | |||||
| A Developer for Bromide Paper | |||||
| How to Make a Reflectoscope | |||||
| How to Use the Reflectoscope | |||||
| How to Make a Magic Lantern | |||||
| How to Work the Lantern | |||||
| How to Make Lantern Slides — How to Make Radium Photographs | |||||
| Trick Photography | |||||
| Spirit Photographs — One Way to Catch Big Fish — Taking Caricature Photographs | |||||
| VII. | PRINTING AND ITS ALLIED ARTS | 157 | |||
| Kinds of Printing Presses — The Parts of a Self-Inking Press — How the Press Works — Sizes and Prices of Presses — The Outfit You Need | |||||
| Outfit for a 3 × 5 Press — Outfit for a 5 × 8 Press — Outfit for an 8 × 10 Press | |||||
| About Type and Type Setting | |||||
| Relative Number of Type Letters — Styles[xiv] of Type — The Parts of a Type — The Sizes of Type — Table of Type Sizes — Your Type Cases — Setting the Type | |||||
| Making Ready — Printing the Job — How to Clean Type — About Distributing Type — The Ink and Rollers — Printing in Colors — Printing in Gold — And Finally Your Stock Supply | |||||
| The Art of Paper Making | |||||
| What Paper Is — How to Make Paper | |||||
| Making the Pulp — The Molds You Need — Laying the Paper | |||||
| Sizing and Finishing | |||||
| How to Bind Books | |||||
| Making the Cover — Sewing the Book — Putting on the title | |||||
| VIII. | RUBBER STAMPS, DIE SINKING, BURNING BRANDS AND STENCILS | 183 | |||
| Rubber Stamps | |||||
| How to Make Rubber Stamps | |||||
| The Materials Needed | |||||
| Making the Mold — Vulcanizing the Rubber — Mounting the Rubber — How to Use a Rubber Stamp | |||||
| How to Make an Ink Pad | |||||
| How to Make Rubber Stamp Ink — How to Make a Copygraph Pad — How to Copy a Letter — How to Make Hectograph Inks | |||||
| Die Sinking | |||||
| How to Make Badges, Name Plates, Etc. — How to Sink the Letters — Finishing Up the Badge | |||||
| Burning Brands | |||||
| How to Make a Burning Brand | |||||
| How to Use the Burning Brand | |||||
| Stencils | |||||
| How to Cut Stencils | |||||
| Cutting Paper Stencils — Cutting Brass Stencils — How[xv] to Use Practical Stencils — How to Make Stencil Ink — How to Use Decorative Stencils — Mixing Colors for Stenciling Borders | |||||
| IX. | THE ART OF WORKING GLASS | 202 | |||
| What Glass Is — How to Cut Glass — How to Use a Glass Cutter — How to Finish off Glass Edges — How to Drill Holes in Glass — A Couple of Ways to Cut Glass Tubing — How to Cut Glass Disks — How to Bend Glass Tubing | |||||
| What a Bunsen Burner Is | |||||
| How to Blow Glass — To Round the Ends of Tubes — To Border the Ends of Tubes — To Seal One End of a Tube — To Make a Glass Nozzle — To Make a Hole in a Tube — To Join Two Tubes of the Same Size — To Join a Tube to the Side of Another Tube — To Blow a Bulb on the End of a Tube | |||||
| How to Make a Blowpipe — How to Blow a Bulb | |||||
| How to Etch Glass | |||||
| The Sand Blast Process — How to Make Ground Glass — The Acid Process | |||||
| How to Cement Glass — A Simple Way to Frost Glass | |||||
| Substitutes for Glass | |||||
| Mica Gelatine | |||||
| How to Silver a Mirror | |||||
| X. | TOYS FOR THE KIDDIES | 227 | |||
| How to Make a Policeman’s Puzzle — How to Make an Automobile Truck — How to Make a Swell Coaster — How to Make A Nifty Wheelbarrow — How to Make a High-Low Swing — How to Make a Stick Horse — How to Make a Pony and[xvi] Cart — How to Make a Life-Like Goose — How to Make a Dancing Sambo — How to Make a Wireless Pup | |||||
| XI. | HOME MADE MUSICAL INSTRUMENTS | 252 | |||
| The Musical Coins | |||||
| How to Make Them — How to Play Them | |||||
| The Musical Tomato Cans | |||||
| How to Make Them — To Play the Musical Tomato Cans | |||||
| The Musical Glasses | |||||
| How to Make Them — How to Play the Glasses | |||||
| The Tubular Harp | |||||
| How to Make It — How to Play the Harp | |||||
| The Musical Push Pipe | |||||
| How to Make It — How to Play the Push Pipe | |||||
| The Curious Xylophone | |||||
| How to Make It — How to Play the Xylophone | |||||
| The Peculiar Tubaphone | |||||
| How to Make It — How to Play the Tubaphone | |||||
| The Cathedral Chimes | |||||
| How to Make Them — How to Play the Cathedral Chimes | |||||
| The Aeolian Harp | |||||
| How to Make It — How the Wind Plays It | |||||
| An Egyptian Fiddle | |||||
| How to Make It — How to Make the Bow | |||||
| XII. | SOME EVENING ENTERTAINMENTS | 274 | |||
| Cartoons While You Wait | |||||
| Drawing the Cartoons | |||||
| Thirty Minutes of Chemistry — The Mystic Glass of Milk — The Magic Fountain — The Vicious Soap Bubbles — The Uncanny[xvii] Wheel — Giving a Travelogue — An Electrical Soirée — Demonstrating Electricity Without Apparatus | |||||
| The Electrified Papers — How to Electrify a Person — How Like Repels Like | |||||
| Making Experiments With Apparatus | |||||
| The Induction, or Spark Coil — Demonstrating Wireless Telegraphy | |||||
| Reading Palms for Fun | |||||
| How to Read Palms | |||||
| A Talk on the Steam Engine | |||||
| Making the Model Engine | |||||
| How the Engine Works | |||||
[xviii]
[xix]
| PAGE | |
|---|---|
| A Model Engine, Showing the Principal Working Parts | Frontispiece |
| Some Useful Wood Working Tools | 3 |
| A Few More Common Wood Working Tools | 5 |
| A Clamp Often Comes in Handy | 7 |
| How Edge Joints Are Made | 17 |
| How Corner Joints Are Made | 19 |
| An Easily Made Work Bench | 20 |
| A Wood Vise for Your Work Bench | 21 |
| A Carpenter’s Tool Chest | 22 |
| The Tray for Your Tool Chest | 23 |
| A Simple and Cheap Sawing Outfit | 25 |
| The Right Way to Use a Hand Scroll Saw | 27 |
| A Hand Scroll Saw Table | 28 |
| Some Necessary Scroll Sawing Tools | 29 |
| Mechanical Masterpieces Made With a Scroll Saw | 31 |
| The Cheapest Foot-power Scroll Saw Made | 32 |
| The Lester Scroll Saw with Turning Lathe Attachment | 33 |
| The Fleetwood Scroll Saw | 34 |
| The Chief Parts of a Turning Lathe | 37 |
| The Cheapest Wood Turning Lathe Made | 39 |
| A Set of Wood Turning Tools | 41 |
| Putting the Rough Wood in the Lathe | 42 |
| The Right Way to Hold a Wood Working Tool | 42 |
| Sizing the Turned Work | 43 |
| Kinds and Sweeps of Carving Tools | 45 |
| Markers for Stamping in Backgrounds | 46 |
| Schemes for Holding Work When Carving | 46 |
| Kinds of Carving | 48 |
| A Carved Watch Case Holder | 49 |
| The Tool Used for Pyrography | 52 |
| An Outfit that Burns Benzine Vapor[xx] | 53 |
| How the Tool is Heated | 54 |
| Burning in the Design | 54 |
| The Chief Metal Working Tools | 58 |
| Some Other Metal Working Tools | 59 |
| How Metal Seams and Joints are Made | 70 |
| Materials You Need for Venetian Iron Work | 77 |
| A Useful Bent Iron Toaster | 79 |
| How to Make an Egg Boiler | 80 |
| An Artistic Venetian Plate Holder | 81 |
| A Sconce for a Candle | 83 |
| How to Hold a Repoussé Hammer | 84 |
| A Punch and Punch Designs for Repoussé Work | 85 |
| How to Hold a Repoussé Punch | 85 |
| A Repoussé Candlestick | 87 |
| A Repoussé Photo Frame | 89 |
| The Tools You Need for Pierced Brass Work | 90 |
| A Pierced Brass Candle Shade | 91 |
| A Pierced Brass Toast Sign | 93 |
| Iron Ladle for Melting Pewter | 95 |
| How a Pewter Casting is Made | 96 |
| Home Made Pewter Ware | 98 |
| Tools for Engraving on Metal | 99 |
| How to Hold a Graver | 100 |
| An Engraving on a Sheet of Copper | 101 |
| A Simple Line Drawing of a Man and a Horse | 104 |
| A Simple Outline Drawing of a Boxer and a Race Horse | 105 |
| The Proportions of the Human Body | 106 |
| A Full View of the Face | 107 |
| A Profile View of the Face | 108 |
| The Vanishing Points of a Perspective Drawing | 109 |
| How to Find the Vanishing Point | 110 |
| The Vanishing Points Put to Use | 111 |
| The Drawing Tools You Need | 112 |
| The T Square and Triangle on the Drawing Board | 114 |
| The Plan Drawing for a Box | 115 |
| The Box Drawn in Isometric Perspective | 116 |
| How the Lines for Isometric Drawings are Made | 117 |
| A Sheet of Isometric Drawing Paper[xxi] | 118 |
| The Proportions of an Isometric Ellipse | 119 |
| How to Draw a Circle with a Thread | 120 |
| How to Draw a Spiral with a Thread | 121 |
| How to Draw an Ellipse with a Thread | 122 |
| How a Pantagraph is Made and Used | 122 |
| How a Reflecting Drawing Board is Made and Used | 123 |
| A Lasting Carbon (Soot) Impression of Your Hand | 125 |
| Silhouettes of Your Great-Grand-pa and Great-Grand-ma (When They Were Young) | 127 |
| A Photo Printing Frame | 131 |
| An Easily Made Pin-hole Camera | 135 |
| The Pin-hole Camera Complete with Cloth and Rubber Bands | 137 |
| Two Cheap and Good Cameras | 139 |
| A Home-made Enlarging Apparatus | 141 |
| A Home-made Enlarging Apparatus | 143 |
| A Home-made Enlarging Apparatus | 144 |
| A Cheaply Made Reflectoscope | 145 |
| A Cross Section Top View of the Reflectoscope | 146 |
| The Reflectoscope Ready for Use | 147 |
| The Parts of a Home-made Magic Lantern | 149 |
| The Magic Lantern Ready for Use | 150 |
| A Photograph of a Coin Made with Radium | 152 |
| One Way to Catch a Cod | 155 |
| How Caricatures are Made | 156 |
| A Model Self-inking Printing Press | 159 |
| An Outfit for a Model Press | 162 |
| The Parts of a Type | 165 |
| How the Type Cases are Arranged | 167 |
| The Upper Case | 168 |
| The Lower Case | 168 |
| How to Hold a Composing Stick | 169 |
| Putting a Stick of Type in the Chase | 170 |
| Tools for Locking Up a Chase | 171 |
| A Frame for Paper Making | 177 |
| How to Cut Boards and Cloth for Book Binding | 179 |
| Sewing on the Muslin Flap | 180 |
| The Bound Book Complete | 181 |
| The Matrix Frame, Chase and Boards for Making Rubber Stamps[xxii] | 184 |
| The Type in the Chase. Plaster of Paris Impression in the Matrix Frame | 186 |
| The Matrix with the Rubber Gum in Place Ready to Vulcanize | 187 |
| The Rubber Stamp Ready to Use | 188 |
| Pulling an Impression from the Copygraph | 191 |
| First Steps in Making a Badge | 192 |
| The Badge on a Flat-iron in a Vise. Sinking in the Letters | 193 |
| Steel Letters and Figures for Die Sinking | 194 |
| Last Steps in Making a Badge | 195 |
| A Burning Brand of Iron or Copper | 197 |
| Stencil Letters and Stencils | 199 |
| Glass Cutters | 204 |
| The Right Way to Hold a Diamond Point Glass Cutter | 205 |
| How to Cut a Pane of Glass | 205 |
| A Cutter for Glass Tubes | 207 |
| A Circular Glass Cutter | 208 |
| Kinds of Bunsen Burners | 210 |
| Bordering the End of a Tube | 211 |
| Sealing Off the End of a Tube | 212 |
| How to Make a Hole in a Tube | 212 |
| Welding Two Tubes Together. Making a T Tube | 213 |
| A Regular Blow-Pipe | 214 |
| Cross Section of a Home-made Blow-pipe | 215 |
| The Glass Blowing Arrangement Ready to Use | 216 |
| A Regular Foot Bellows | 217 |
| First Steps in Blowing a Glass Bulb | 218 |
| Making a Thick Ring of Glass | 218 |
| Last Step in Blowing a Glass Bulb | 219 |
| Part of the Apparatus for Sand Blast Etching | 220 |
| Sand Blast Apparatus Put Together Ready for Etching | 221 |
| Etching Glass with Acid | 223 |
| A Policeman’s Puzzle, or Now Will You Be Good | 228 |
| Plans for the Automobile Truck | 229 |
| The Automobile Truck Ready to Run | 230 |
| Plans for a Swell Coaster | 231 |
| The Coaster Ready to Ride On | 232 |
| Plans for the Nifty Wheelbarrow. The Barrow Ready to Wheel[xxiii] | 234 |
| Plans for the High-low Swing | 236 |
| The Swing Ready to Swing Low, Swing High | 237 |
| Ride a Stick Horse to Banbury Cross | 238 |
| Plans for a Pony and Cart. The Pony and Cart When Done | 240 |
| How the Life-like Goose is Made | 241 |
| Goosie, Goosie Gander, Where Shall I Wander | 242 |
| The Dancing Sambo | 243 |
| The Mechanism of the Dancing Sambo | 244 |
| The Wireless Pup, the Slot in the Floor of the Dog House | 245 |
| The Back End of the Dog House | 246 |
| The Spanker with Electric Solenoid Control | 247 |
| Cross Section Side View of the Wireless Pup Ready for Action | 248 |
| The Front End View of the Wireless Pup House | 249 |
| When You Call the Wireless Pup or Clap Your Hands He Comes Out of His Dog House in a Hurry | 250 |
| The Musical Coin | 253 |
| How to Hold the Musical Coin to Spin It | 254 |
| The Chopin Tomato Can | 255 |
| The Musical Glasses | 257 |
| The Harp of a Thousand Thrills | 258 |
| How to Play the Harp | 259 |
| Parts of a Musical Push Pipe | 261 |
| How the Push Pipe is Played | 263 |
| A Xylophone. The Bars are Made of Wood | 264 |
| A Tubaphone. The Bars are Made of Metal Tubes | 265 |
| The Cathedral Chimes | 266 |
| The Harp of Aeolus | 268 |
| Plans for an Egyptian Fiddle | 271 |
| How the Bow is Made | 272 |
| How the Fiddle is Played | 273 |
| How an Easel is Made | 276 |
| First Principles of Cartooning | 278 |
| Three Simple Cartoons that You Can Do | 279 |
| The Oracle of Amor, or Are You in Love? | 280 |
| The Mystic Fountain | 282 |
| Making Hydrogen Chloride Gas[xxiv] | 283 |
| The Vicious Soap Bubbles | 285 |
| The Uncanny Wheel | 287 |
| The Electrified Papers | 291 |
| A Simple Wireless Demonstration Set | 294 |
| Cross Section of the Coherer Showing Its Construction | 295 |
| The Parts of the Hand Named According to Science | 296 |
| The Parts of the Hand Named According to Palmistry | 298 |
| Working Drawings for the Demonstration Steam Engine. Cross Section Side View of the Engine | 302 |
| End View of the Engine. The Crank Shaft. The Rocker Arm | 304 |
| Top View of the Engine | 306 |
| The Steam Engine Ready to Demonstrate | 309 |
[1]
HANDICRAFT FOR BOYS
Did you ever think about what you’d do if you were shipwrecked on a tropical island like Robinson Crusoe?
Well, if you had a good, strong pocket-knife with you it wouldn’t be so terribly bad and in a few months’ time you’d have fashioned all the things you’d need to furnish a three-room palmetto bungalow.
To be sure your furniture wouldn’t be very highly finished but it would be awfully artistic and while in a civilized community it might be looked upon as a rare exhibit of savage workmanship, it would serve you nobly and well in your island home.
But you don’t have to be marooned on a lonely isle or limited to the use of a jack-knife to show your prowess as a worker in wood. All you need to do is to get some out of the way room where there is plenty of light for a workshop and buy a few good tools to work with and you’ll take as keen a pleasure in making useful things with your own hands as Robinson Crusoe did.
[2]
—It is a great mistake to go out and buy a cheap chest of tools of whatever size for while there is always a large number of tools in it they are usually of a very poor quality.
If you can afford to buy a chest of good tools and will get them of a regular tool supply house you can then buy a chest of tools safely. Now to make any ordinary piece of woodwork you don’t need many tools but each one should be the very best, for therein half the pleasure lies.
—The tools used for cabinet making, as the finer kinds of joinery are called, are exactly the same as those used for carpentry though they are usually kept a little sharper and there should be a few more of them.
All the tools you will need at first are shown in Figs. 1 and 2 and these are (1) a cast-steel, adze-eye, bell-faced hammer[1] weighing about 9 ounces, which is a regular carpenter’s hammer. (2) A mallet, made of hickory, with a 2¹⁄₂ inch face and try to get one in which the handle goes clear through the head and is wedged in.
[1] The Ohio Tool Company makes good hammers.
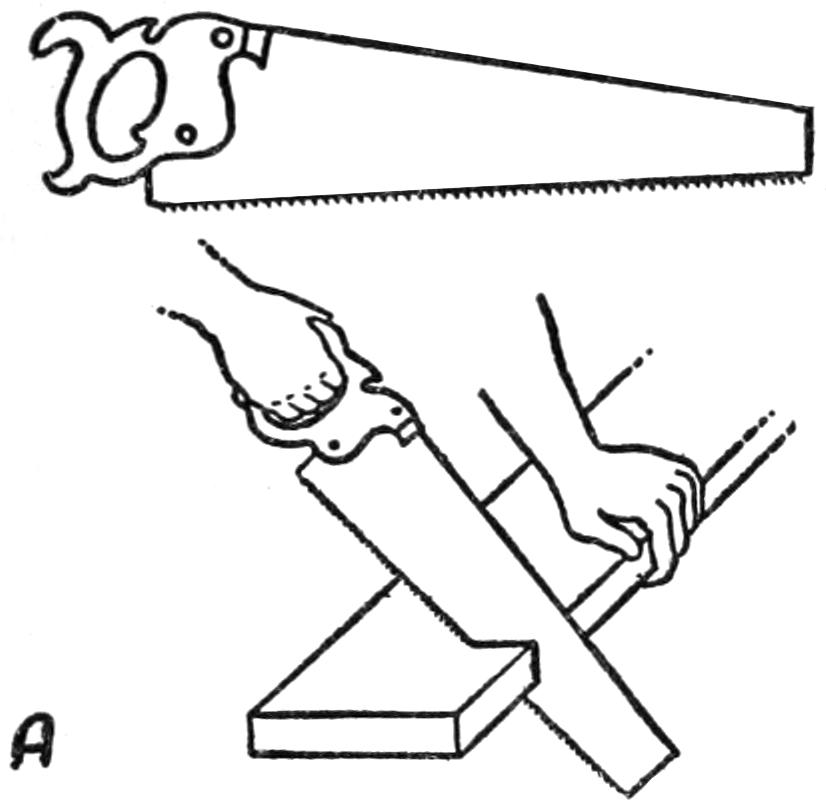
(3) Four saws,[2] namely (a) a 16 inch crosscut saw—usually called a handsaw—which is used for sawing off boards across the grain, (b) a 20 inch rip-saw, for sawing with the grain so that a board can be sawed lengthwise, (c) a back saw or miter saw as it is sometimes called; it is about 12 inches long and has about 20 teeth to the inch so that it makes a very fine and smooth cut. (d) A compass saw; it has a narrow, tapering blade about 10 inches long and is used to cut out holes in boards, and to cut disks, or wheels of wood. The blade of a keyhole saw is thinner and narrower than a compass saw and, hence, smaller holes and shorter curves can be cut with it than with a compass saw.
[2] Disston saws are the kind to get.
[3]
 |
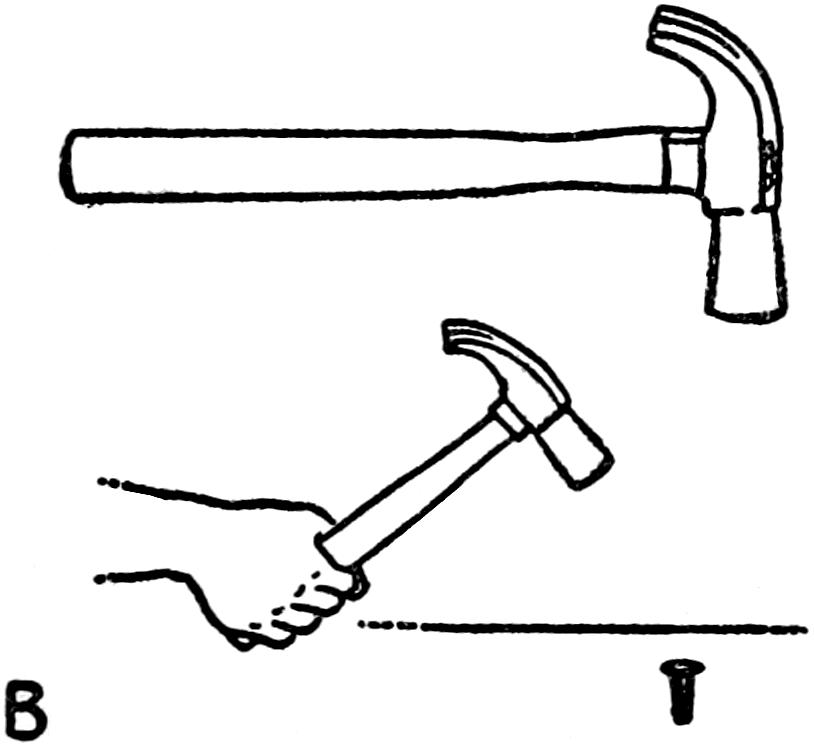 |
| THE WAY TO SAW A BOARD | A CARPENTER’S HAMMER AND HOW TO HOLD IT |
 |
 |
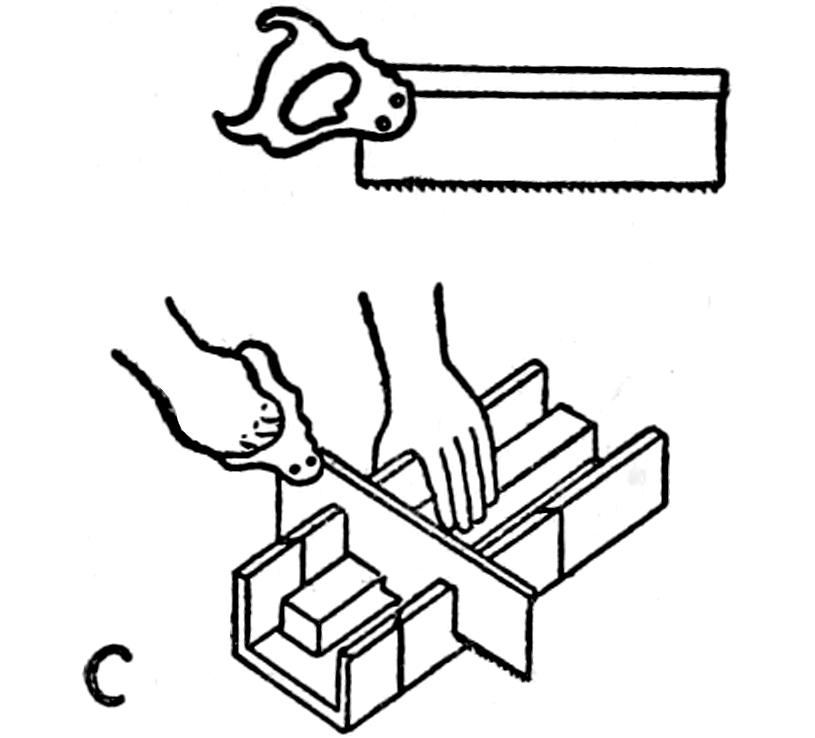
| SAWING OFF A STRIP WITH A BACK SAW AND MITER BOX | WHERE A COMPASS SAW COMES IN HANDY |
 |
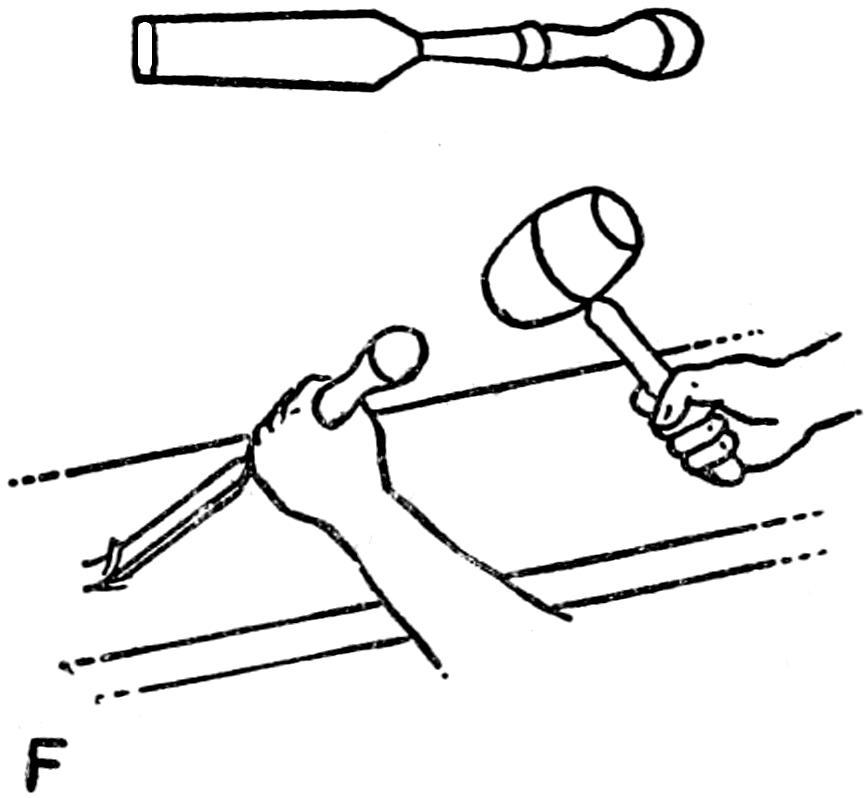 |
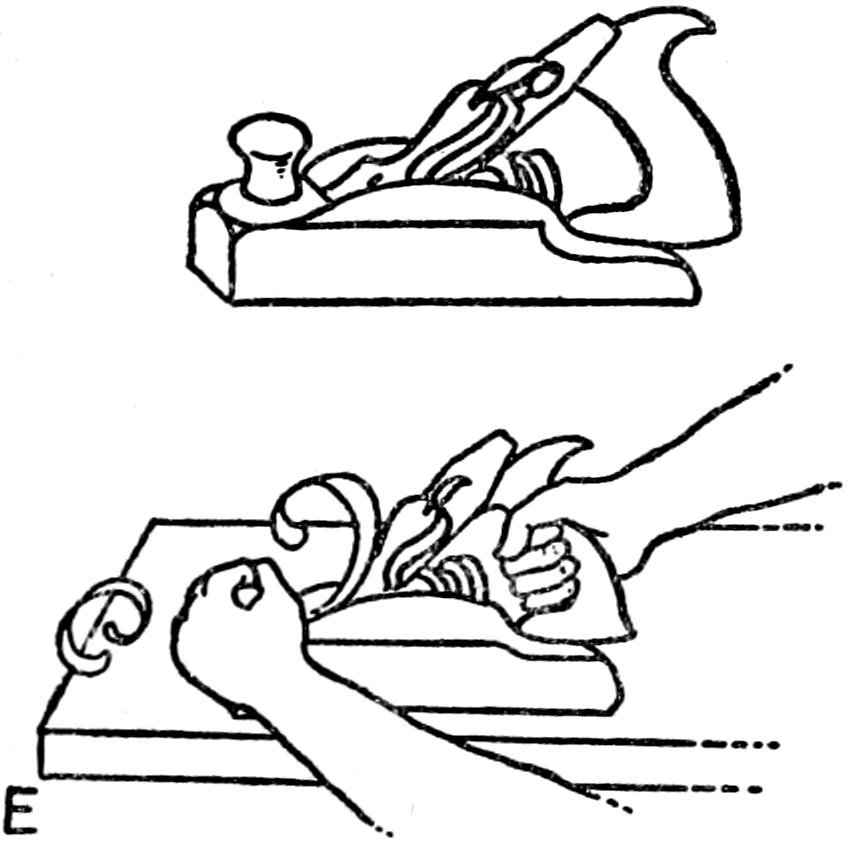
| HOW TO HOLD A SMOOTHING PLANE | A FIRMER CHISEL IN USE |
Fig. 1. some useful wood working tools
[4]
(4) A miter box (pronounced mi′-ter) is a little trough of wood formed of a bottom with two sides screwed to it but without a top or ends. The sides of the box have saw-cuts in them, or kerfs as they are called, at angles of 45 and 90 degrees so that strips of wood, molding and the like can be sawed accurately across, or mitered, to make a corner joint.
(5) Three planes[3] and these are (a) a block plane for small light work; (b) a smoothing plane which is a little longer and has a handle and is set fine, that is the bit, or blade is finely adjusted for finishing work; and (c) a jack-plane, which is a large plane used for planing off rough surfaces.
[3] I like Stanley planes the best.
(6) Three chisels,[4] or firmer chisels as they are called. These are regular flat, bevel-edged carpenter’s chisels and the blades should be ¹⁄₈, ¹⁄₄, and ¹⁄₂ inch wide, respectively.
[4] Buck Brothers are noted for their chisels.
(7) Three gouges,[5] or firmer gouges, to give them their full name. These gouges are simply chisels with curved cutting edges so that a rounded groove can be cut in a board. Get them with blades having ¹⁄₄, ³⁄₈ and ¹⁄₂ inch regular sweep, as the curve of the cutting edge is called.
[5] Buck Brothers’ gouges are also good.
[5]
 |
 |
| BORING A HOLE WITH A BRACE AND BIT | THE SCREW DRIVER AND HOW TO USE IT |
 |
 |
| HOW THE TRY SQUARE IS USED | A NAIL SET AND HOW TO HOLD IT |
 |
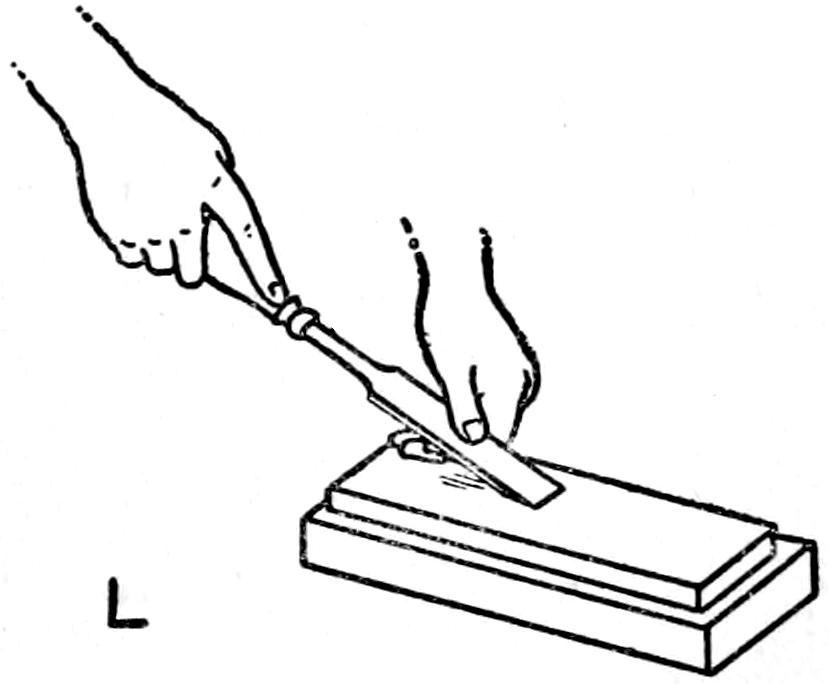 |
| USING A MARKING GAUGE | THE RIGHT WAY TO SHARPEN A CHISEL |
Fig. 2. a few more common wood working tools
[6]
(8) A brace and five auger bits.[6] A brace and bit, as you know, is a tool to bore holes in wood with. You ought to have five bits and get them ¹⁄₄, ⁵⁄₁₆, ³⁄₈, ⁷⁄₁₆ and ¹⁄₂ an inch in diameter.
[6] When you buy auger bits get the genuine Russel Jennings.
(9) A maple or a boxwood rule; this should be a regular, 2-foot, four fold carpenter’s rule. (10) A marking gauge; the bar of the gauge is graduated in 16ths of an inch and the adjustable head of one good enough to work with is fitted with a brass thumb screw.
(11) An iron bound try-square with a 6, or better, a 9-inch blade. This is used not only to make measurements with but to try whether a thing is square or not, hence its name.
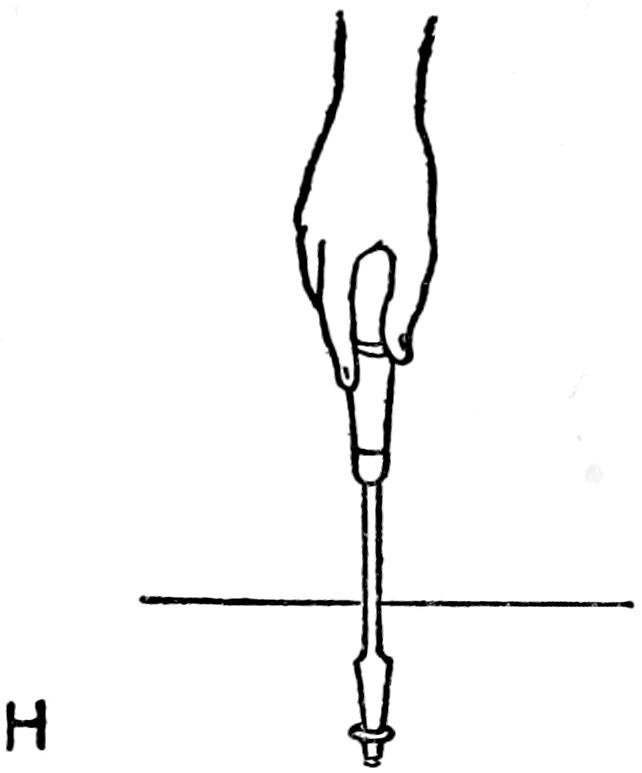
(12) Two screw drivers, one for small and the other for large screws. (13) Two double cut gimlets, one ¹⁄₈ and the other ³⁄₁₆ inch in diameter; these are useful for making holes for starting screws and the like.
(14) Four hand screws, or clamps as they are more often called; these are made of wood and are used to clamp two or more pieces of wood together when they are being bored or after they are glued. The jaws should be about 7 inches long and they should open at least 4 inches wide. They only cost a quarter apiece.
(15) A nail set; this is a steel punch for driving the[7] head of a nail below the surface of the wood without denting it.
(16) A Washita oil-stone is the right kind to sharpen wood-working tools on; a stone ¹⁄₂ or ³⁄₄ inch thick, 2 inches wide and 4 or 5 inches long will be large enough and you should make a box with a cover to keep it in and so protect it from the dust.
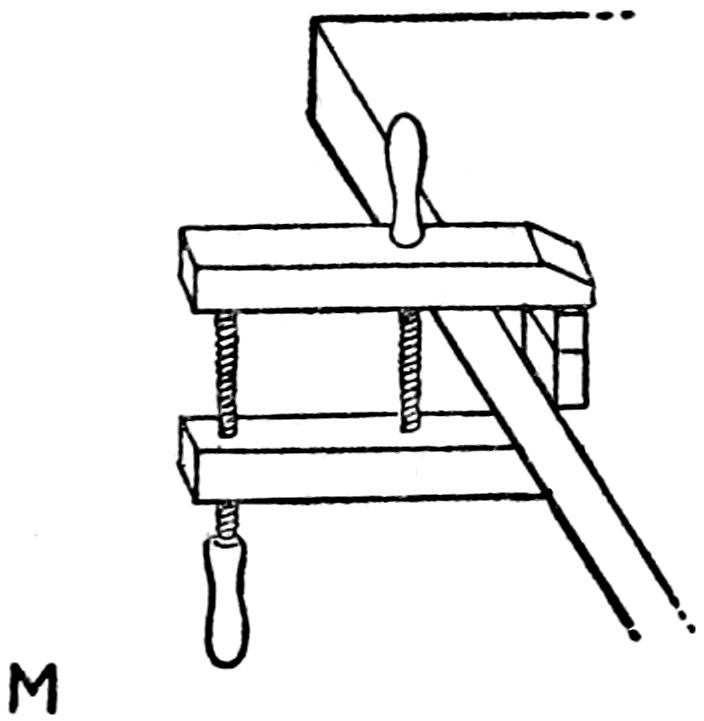
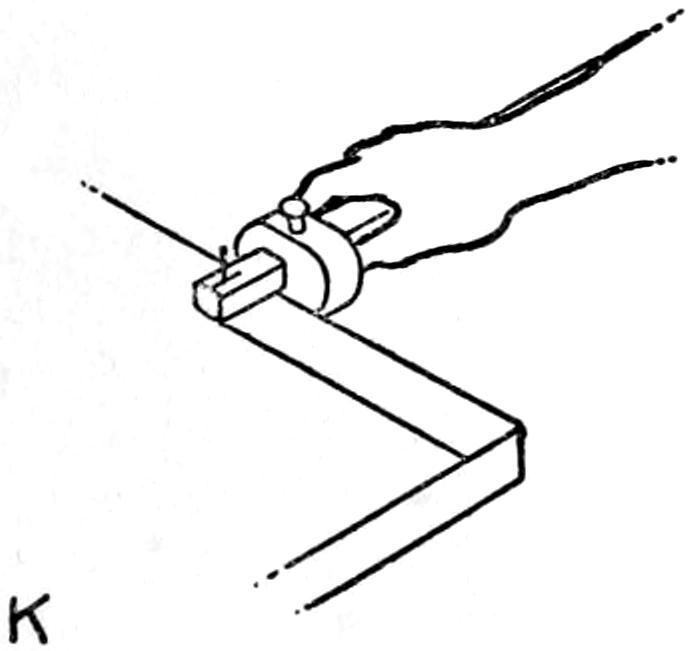
Fig. 2m. a clamp often comes in handy
(17) A sewing machine oil can filled with sewing machine oil, or any other good, light lubricating oil, is needed for sharpening your tools.
(18) A small can of Le Page’s liquid glue, or if you want to make your own glue then get a glue-pot and brush. You can buy a ¹⁄₂ pint can of liquid glue for a quarter or less, or you can buy a cast iron, water-jacketed glue pot which holds a pint for about 40 cents. Get a small round bristle brush for a glue brush.
[8]
—Since I have used tools ever since I was old enough to hold a hammer I can easily tell you just how you should handle them but to become a skilled workman you must be willing to do the rest and that is to practice.
—When you use a hammer, grasp the handle a couple of inches from the free end and hold it so that it will swing freely and easily in your hand and keep your hand and wrist above the level of the nail or whatever it is you are pounding; this takes the jar off of your arm and makes the work of using it surer and less tiresome. Never use a hammer on wood-work of any kind.
When you use a mallet as for driving chisels hold it rather close to its head, and need I tell you never to use a wooden mallet to drive nails with.
—Hold the wood to be sawed with your left hand—I am taking it for granted that you are righthanded; put all of the fingers of your right hand through the hole in the handle of the saw with your thumb on the other side and grip the handle firmly.
To start the saw put it on the mark where you want to saw the board and rest your thumb against the side of it to guide and steady it. Stand so that your eye will look down the back of the saw and don’t hold it too straight but at an angle of 45 degrees, that is half way between the horizontal and the vertical. Of course this does not apply to a back saw or a keyhole saw.
[9]
—Since a smooth plane has no handle lay your right hand over the tail of it and rest your left hand on the nose of it. Make short, quick strokes, pressing down on the plane as it goes forward and letting up on it a little as you draw it back.
A jack-plane has a handle on it something like a saw-handle and it is held like a saw with your right hand. If there is no knob on the nose of it hold it by laying your left hand across it. When using a jack plane give it a long stroke with even pressure and you will take off the same thickness of shaving all the way along.
—To hold a chisel properly when cutting a groove grip it a couple of inches below the top of the handle with your left hand. Hold it with the beveled edge down from you and at a slight angle from the horizontal when making grooves, and at a slight angle from the vertical when cutting a mortise. Gouges are used in the same way as chisels.
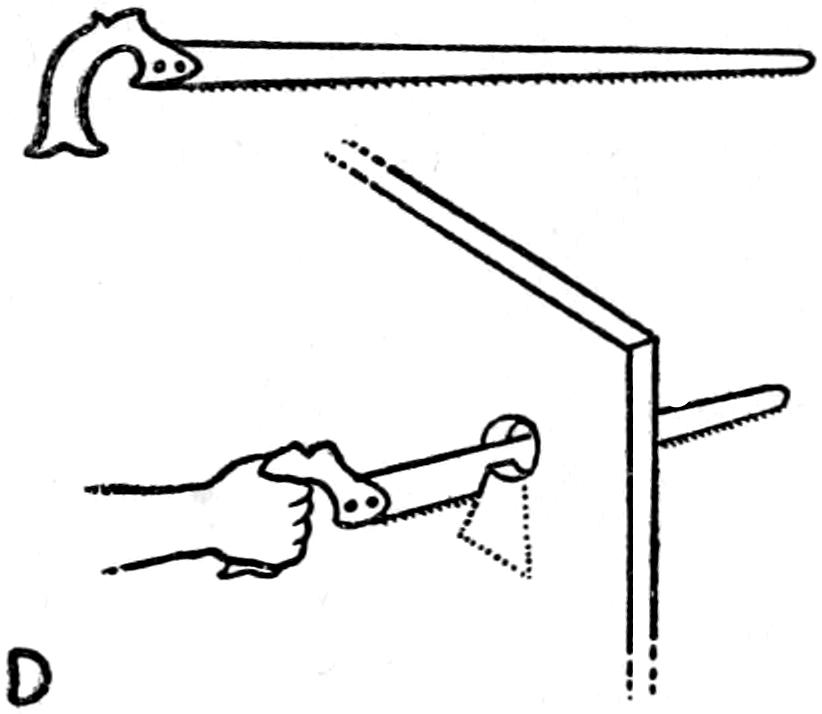
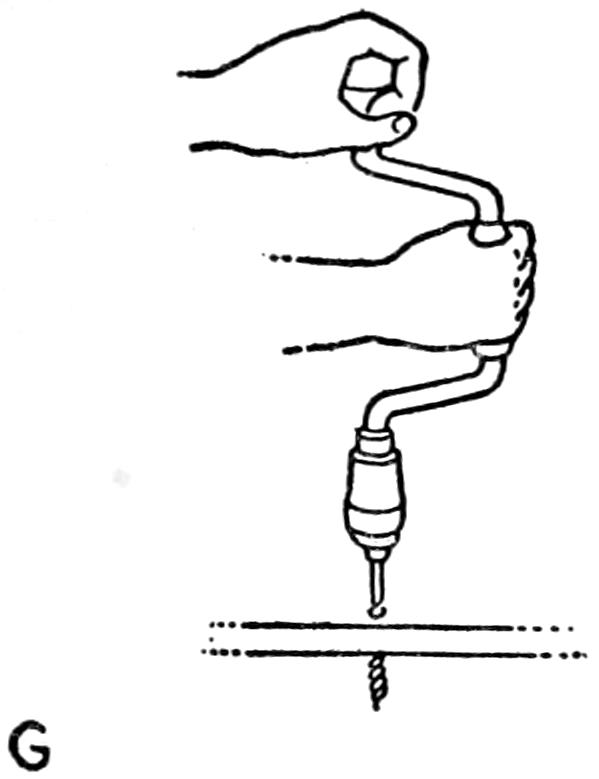
—Set the sharp pointed end of the bit on the exact spot which is to be the center of the hole you are to bore. Hold the top handle of the brace with your left hand and the crank handle with your right hand. Have the top of the brace and the bit in a line with your eye and after you start to bore sight the bit on both sides of the hole you are boring to see that it is plumb—that is straight up and down.
[10]
—A carpenter’s rule is two feet long and divided into inches which are sub-divided again into 8ths and 16ths of an inch. In making measurements for joinery use the rule accurately or you will have misfits.
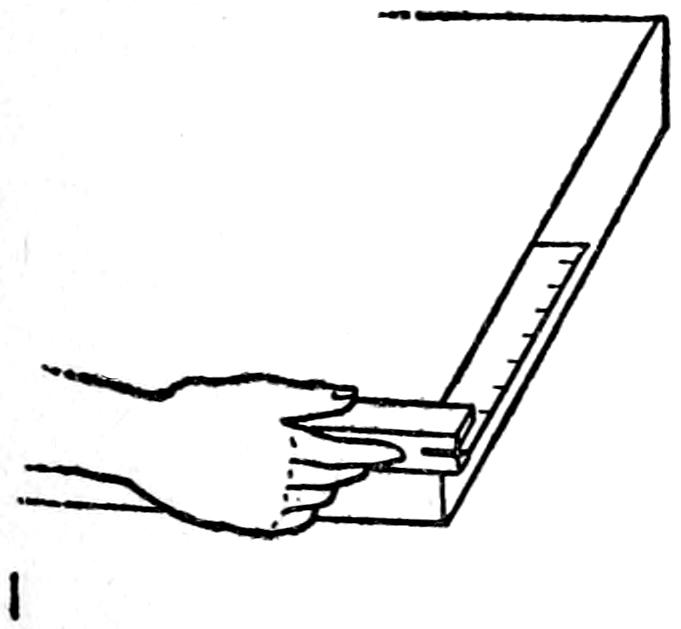
—This is a useful device to mark off one or more parallel lines on a board when one edge of it is straight.
The head slides on a wooden bar near one end of which is a steel point. The bar is graduated, that is, it is spaced off in inches and fractions of an inch like a rule and this makes it easy to set the head at any distance from the steel point.
When you have set the gauge hold the head against the edge of the board you want to mark, press the steel point against the surface and draw the gauge along with both hands when the point will scratch a line.
—Put the pieces of wood that are to be held together between the jaws of the clamp and screw each screw up a little at a time so that the jaws are kept even, that is parallel.
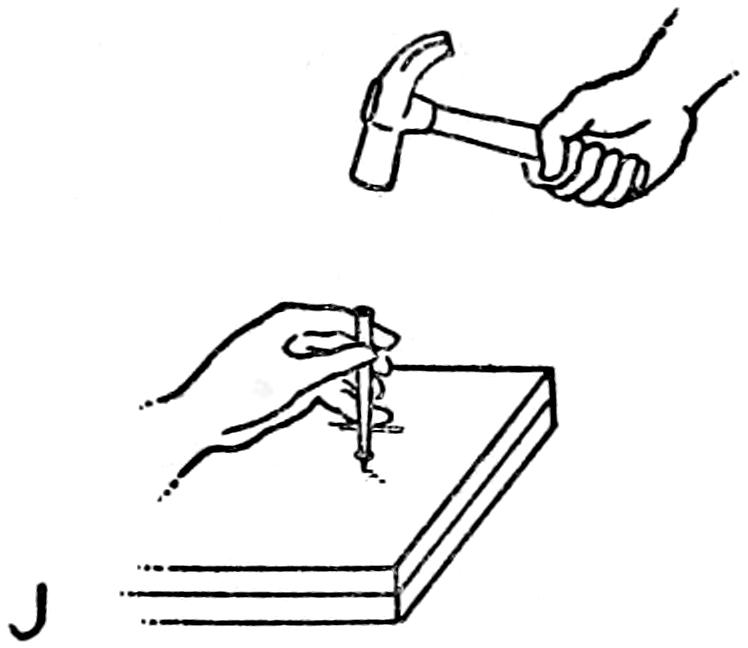
—A finishing nail, that is, a nail having a head only a shade larger than the shank, is used for the finer kinds of woodwork. After you have driven in a nail until its head is within, say, ¹⁄₈ inch of the surface put the small, hollow end of your nail set on it, hold them together with your thumb and forefinger and drive it in by hitting the nail set with your hammer. After the head is sunk below the[11] surface of the wood fill in the hole with a wood filler[7] when neither the nail nor the hole can be seen.
[7] To make a wood-filler, melt 1 ounce of white resin and 1 ounce of yellow wax in a pan and add enough ochre, which can be had in any color, to give it the color of the wood you are using. Stir it well and fill the dent while hot. This filler sticks well to the wood and when dry is very hard.
—After you have started a hole with a gimlet give it a complete turn and then half a turn back each time, for by so doing it will be far less liable to split the wood. Moisten the point of the gimlet and it will go in easier.
—Put a little common brown soap on the ends of nails and screws before you drive them in and you will find that it greatly lessens the friction.
—In these days of preparedness it is easier to buy ready made glue than it is to make it yourself; moreover it is just about as cheap, nearly as good and certainly far less trouble.
If you insist on making your own glue though, you must, first of all, have a glue-pot of the right kind to make it in. As I have already mentioned a glue-pot is made of two pots one inside the other. The outside pot is half filled with water and the inside one contains the glue.
You can improvise a glue-pot by using a tomato can for the outside pot and a pepper or mustard can for the inside pot. While it won’t look quite as shop-like as the kind you buy it will work just as well.
—To[12] make good glue, put some small pieces of genuine Peter Cooper or imported French Coignet glue into the inside glue pot in enough water to cover it. The outer pot is set on a fire and the water in it is brought to a boil. Stir the glue until it is all melted, when it should be about as thick as sewing machine oil. Skim off the scum that forms when the glue is boiling.
In using home-made glue have it very hot, for the hotter it is the stronger the joint it will make; further put it on both surfaces of the wood to be glued together very thinly as this also tends to make it stick tighter.
—You must have sharp tools if you expect to do a job like a carpenter or a cabinet maker.
—This is done by filing the teeth with a hand saw taper file and the saw must be held in a saw-vise, that is a vise with long jaws which keep the saw from vibrating.
When the saw is filed the teeth must be set, which means that one tooth is bent one way a trifle and the next one to it is bent the other way and this is done with a tool called a saw set.
You ought to learn to file your own saws but it would be just as well, or a little better, to let a man who makes a business of filing saws do this job for you at first. Keep your saws oiled when not in use.
—To sharpen a chisel or a plane bit put a few drops of oil[13] on your Washita oil stone; hold the beveled edge of the tool on it and toward you, and see to it that it rests flat on the stone or you will make it rounding and the edge uneven.
When you get it at exactly the right angle grasp it firmly with both hands and then move it on the stone, forth and back, pressing down on it pretty hard as it moves away from you, and easing up on it as you draw it toward you.
When a chisel or a plane-bit gets a nick in it it must be ground out on a grind stone; if you haven’t one get a carpenter to do it for you, and when you get it back hone it, that is, sharpen it on your oil stone as before.
Get a Washita slip stone for the touching up gouges and instead of rubbing the edge of the gouge on the stone you rub the stone on the gouge. Never try to grind a woodworking tool on an emery wheel.
—An ordinary auger-bit seldom needs sharpening but when it does the cutter of it must be sharpened on the inside. A very fine file can be used for this purpose and then hone it with a slip of an oil stone.
—If your workshop is nice and dry you don’t need to put your tools away in a chest or a cabinet after you get through using them each time.
But if you use them only once in awhile it is a good plan to wipe them off with a piece of cheese-cloth moistened with oil and then lock them up where neither[14] the baby can get them nor the hired girl from across the street can borrow them.
—Should any of your tools show signs of rusting you can get the rust off by rubbing some sweet oil on the rusted part; let it stand a couple of days and then rub it with very finely powdered unslacked lime.
—Clean the saw, or whatever tool you want to etch your name on, with a hot solution made by dissolving some sodium carbonate, commonly called soda, in water and be careful not to touch the cleaned surface with your fingers.
Next cover the cleaned surface with a thin layer of melted wax or paraffin and when it is cold scratch your name clear through it with a darning needle or some other sharp pointed tool so that the steel is exposed and the acid solution can act on it.
Put ¹⁄₂ an ounce of water into a glass stoppered bottle and add ¹⁄₂ an ounce of nitric acid.[8] Shake the solution well to mix it, dip a splint of wood into it and touch the scratched in letters with it until the acid covers the exposed parts of the steel.
[8] Nitric acid is a poison and you must so label the bottle containing it. Do not pour the water into the acid as it will splash about. Be careful not to get it on your clothes, but if you should, brush some ammonia over it as this will neutralize it and stop its action.
Let the acid solution stay on for a half or an hour and then wash it off with hot water, scrape off the paraffin and you will find your name etched on the steel exactly as you marked it.
[15]
—There are many kinds of woods and each one has its special use in the arts and crafts. For carpentry and cabinet making you will probably not use more than half-a-dozen woods and these are, (1) pine; (2) cedar; (3) mahogany; (4) oak; (5) birch and (6) walnut.
—This is a good wood for making things in general. There are two kinds of pine and these are (a) white pine and (b) yellow pine.
White pine is very soft, light and straight grained and it is a pleasure to use it even if it is only to sit on a fence and whittle it with a pocket knife. (I wish I could do it again.) You can make benches, boxes, toys and a hundred and one other things out of it but it is too soft for furniture and cabinet work.
Yellow, or Georgia pine has a fine yellow color, and a beautiful grain and together they are very showy. It is harder than white pine and while it can be used where the latter cannot, it is not nearly as easy to work.
—This fragrant wood belongs to the pine family and it is nearly as soft as pine. There are two kinds of cedar and these are (a) red cedar and (b) white cedar.
Red cedar is the kind you want to get to make things of; it has a pastel red color and a fragrant odor and it is this latter property that makes it a good wood for wardrobe chests, for moths do not like it. Next to white pine it is about the easiest wood to work and it is especially nice for making all small articles,[16] such as glove boxes, handkerchief boxes and the like.
—Also and likewise there are two kinds of mahogany and these are (a) Honduras mahogany and (b) Spanish mahogany.
Honduras mahogany is the kind that cigar boxes are made of and it is much softer and lighter in both weight and color than Spanish mahogany. You can make all manner of nice things of the better grades of Honduras mahogany and, curiously enough, it stays glued better than any other wood. It is nearly as easy to work as pine and it takes a fine polish.
Spanish mahogany is like Honduras mahogany in name only. It is a fine, close-grained dark-red-brown or yellow-brown colored wood, takes a very high polish and makes the finest kind of furniture.
—This is a strong, beautiful wood and is useful in making all kinds of furniture the design of which should be plain.
It is not an easy wood to work and tools when used on it soon lose their cutting edges. But after you have made a piece of furniture you can depend on it that it will last to the end of time, nearly.
—This wood belongs to the oak family but different from oak it is quite easy to work. It is light in color, fine grained, so tough and elastic it cannot be easily broken, and it takes a fine polish. For these reasons it makes nice furniture and it is a very good wood for turning.
It is from the bark of the birch that the Indians[17] made their canoes, but this is a story of the long ago and we must stick to the present.
—This is a good old English wood; it is the finest kind of wood that can be used for ornamental furniture, gun stocks and wherever else a beautiful color and a showy grain are wanted. It is easier to work than oak and is a fine wood for carving.
—The word joint in woodworking means the place where two or more pieces of wood are fitted together, and hence the words joiner and joinery in woodworking parlance.
 |
 |
||
| A· THE SQUARE OR BUTT JOINT | B· THE PLAIN LAP JOINT | ||
 |
|||
| C· THE BEVELED LAP JOINT | |||
 |
 |
||
| D· THE REBATED JOINT | E· THE TONGUE AND GROOVE JOINT | ||
Fig. 3. how edge joints are made
There are two chief kinds of joints and these are, (1) where two flat surfaces are fixed to each other, and (2) where the edges of two boards meet to form a corner. Though there are many ways to make both kinds of joints I shall only tell you about half-a-dozen which you will find the most useful for your needs.
[18]
—There are three easy ways to make flat, or edge joints and these are (a) the square, or butt joint; (b) the lap-joint and (c) the matched joint, all of which are shown in Fig. 3.
In the square joint the edges of the boards are simply butted together and nailed, screwed or glued. This joint is very weak unless the abutting ends are fastened to something else.
In the simplest form of lap-joint the edge of one board is laid on top of the other board and these are nailed or otherwise fastened together. A neater lap joint is made by cutting away half of the edge of each end of the boards so that when they are fitted and fixed together the surfaces of the boards at the joints are even and smooth.
A better joint than the lap-joint is made by planing a tongue on the edge of one board and a groove in the other. To do this easily, neatly and quickly you need a rabbet plane and as this is quite a costly tool, you can get along very well without it by using the lap-joints.
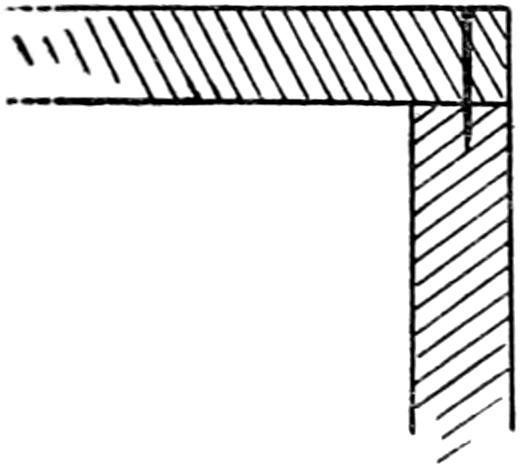
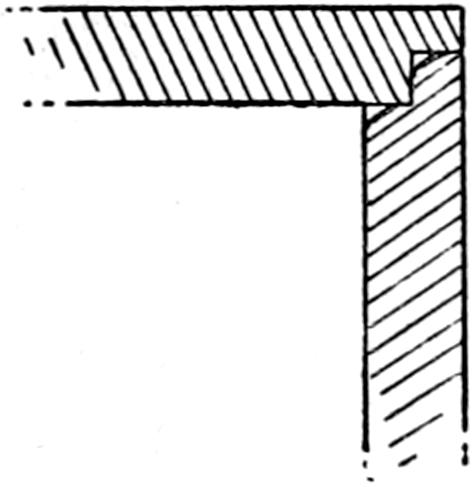
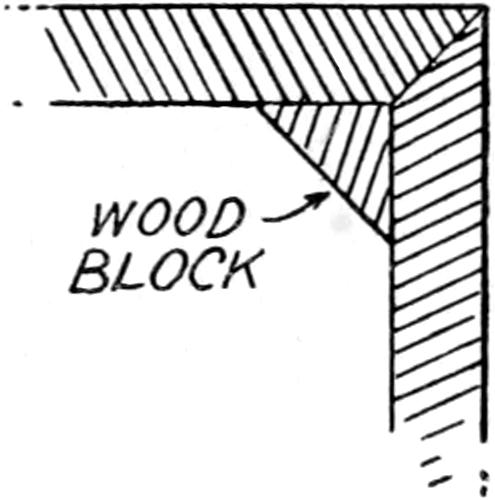
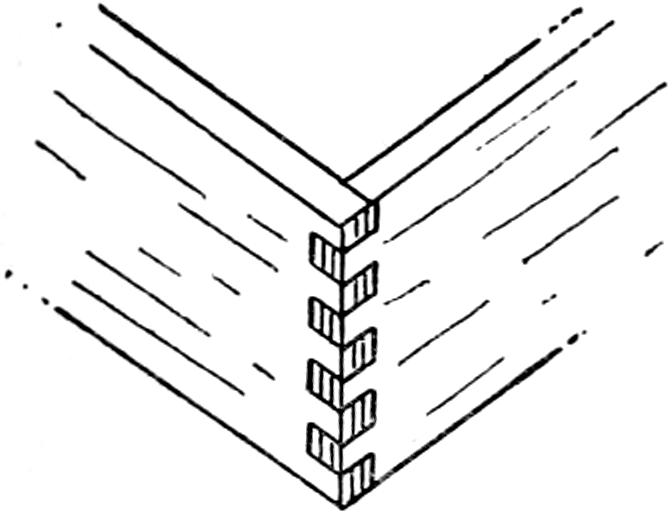
—There are five corner joints which you should know about and these are (a) the butt, or square joint; (b) the lap, or rebated joint; (c) the mitered corner pieced joint; (d) the common dove-tail box joint, and (e) the regular dove-tail joint, pictures of all of which are shown in Fig. 4.
Now when you can saw a board off straight, plane it true and make a good joint you will have small trouble in making anything in wood that you want to make.
[19]
| A· THE BUTT OR SQUARE JOINT | B· THE REBATED JOINT |
C· THE MITERED CORNER PIECE JOINT |
 |
 |
 |
| D· THE SIMPLE BOX DOVETAIL | E· A BETTER FORM OF DOVETAIL |
 |
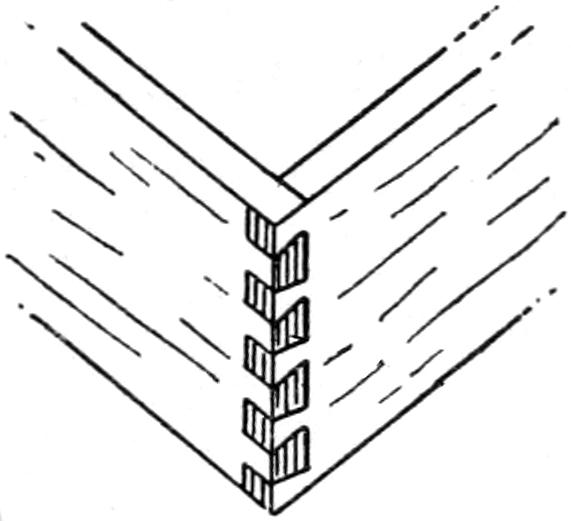 |
Fig. 4. how corner joints are made
—When most boys—to say nothing of the majority of men—start to make something they simply knit their eyebrows (not high-brows) and think out how it will look in the concrete—that is when it is all done and ready to use.
Then they go ahead and begin to saw up the lumber and put the pieces together. The result is that when the object is finished it looks very different from the thing they so proudly pictured in their mind’s eye. Now the right way to build what you want and have it look as it ought to is to make a working drawing of it.
To do this draw a picture of it to a scale, of say 1 inch to the foot; that is, if it is to be 4 feet long[20] draw it 4 inches long. The drawings I have made of the work-bench and the tool box which follow will show you how to make simple working drawings and the last part of Chapter III explains it all in detail, so read it carefully.
—When you have your workshop ready, your tools at hand, the foregoing ideas of woods in your mind and know about simple working drawings you can go ahead and make things and your first job will probably be to make a bench.
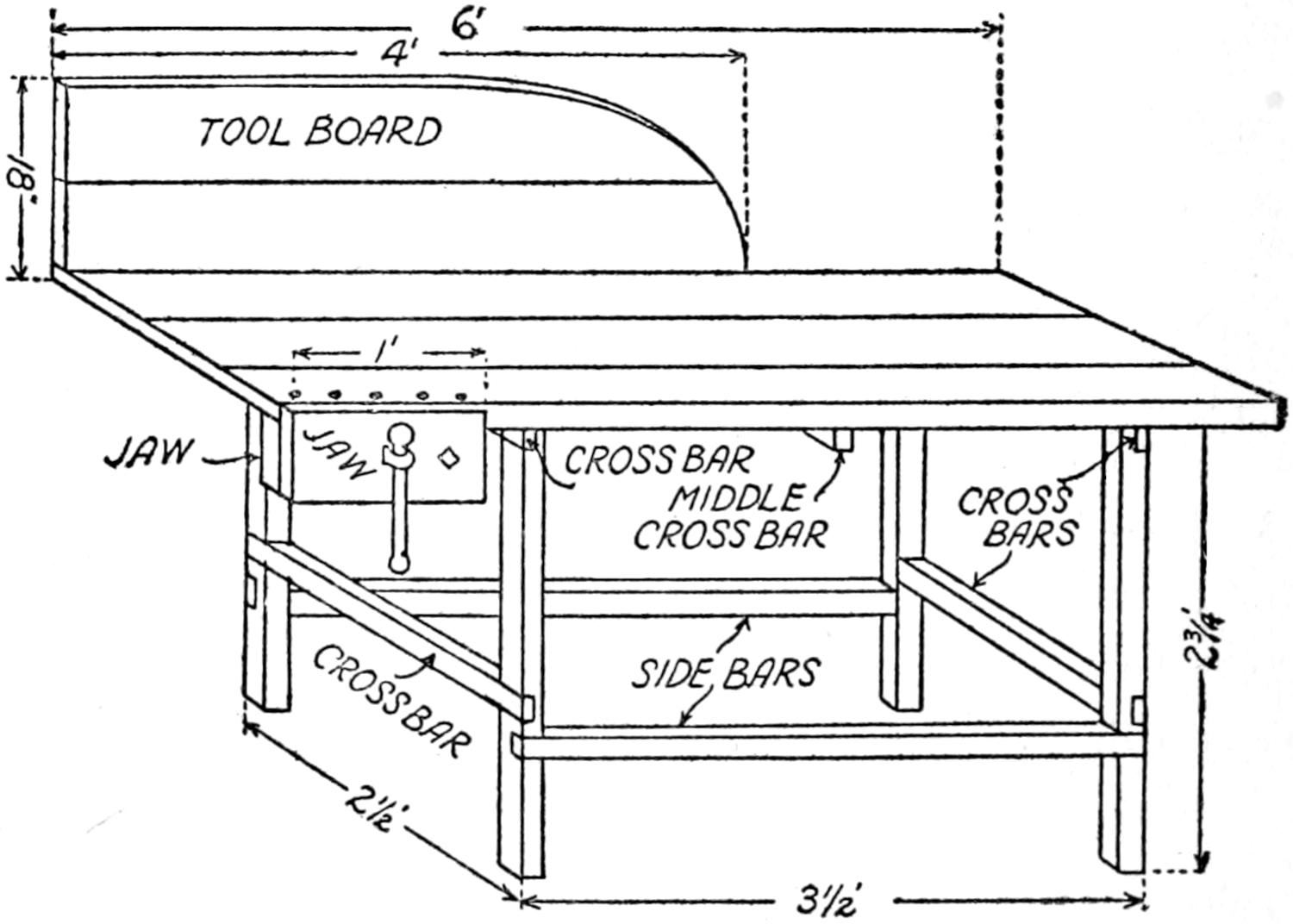
Fig. 5. an easily made work bench
—Go to a lumber yard or a planing mill and get one 2 × 2 scantling 12 feet long for the legs, and two 2 × 2 scantlings for the cross bars and the side bars; the middle cross bar can be any kind of a thick piece of wood. If you can’t[21] get 2 × 2 scantlings get 2 × 4’s and have whichever size you get planed smooth on all sides.
At the same time get three boards 1 or 2 inches thick, 10 inches wide and 6 feet long for the top of the bench and two boards 1 inch thick, 10 inches wide and 4 feet long for the tool board. Saw the scantlings up so that you will have four pieces for the legs 2 feet 9 inches long; four cross-bars 2 feet 6 inches long, and two side bars 3 feet 6 inches long.
Build up the frame of the bench first as shown in Fig. 5; then nail, or better, screw a cross-bar to the middle of the 6 foot boards, lay them on top of the frame and nail or screw them to the end cross bars. When you have the bench thus far along put on the vise.
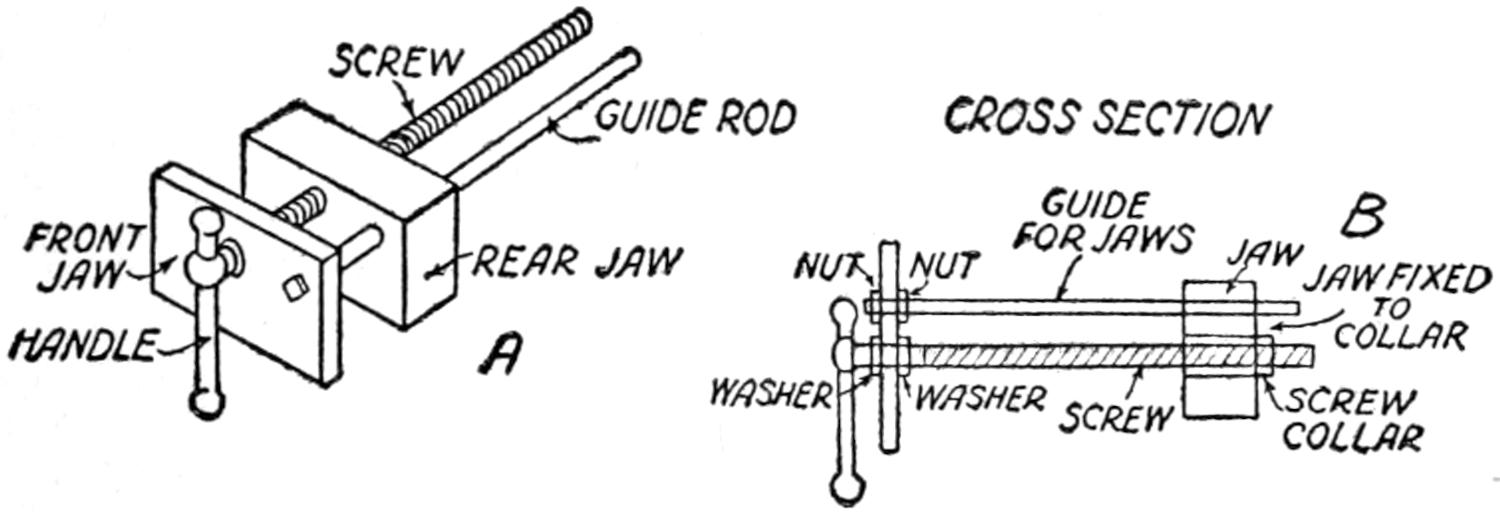
Fig. 6. a wood vise for your work bench
A wood-worker’s vise as shown at A and B in Fig. 6 can be bought for $3.50 on up to about $9.00. The jaws are about 4 inches wide and 12 inches long and they open nearly 12 inches. All you have to do to fix it to your bench is to screw the rear jaw to the front left hand edge of the top of the bench as shown in Fig. 5.
[22]
The tool board is not an absolute necessity but it is a great convenience. To make it saw off two boards 4 feet long, nail them together with a couple of strips of wood—these are called cleats—and round off one end as shown in Fig. 5. Screw the tool board to the back of the bench and you are all ready to make things in wood.
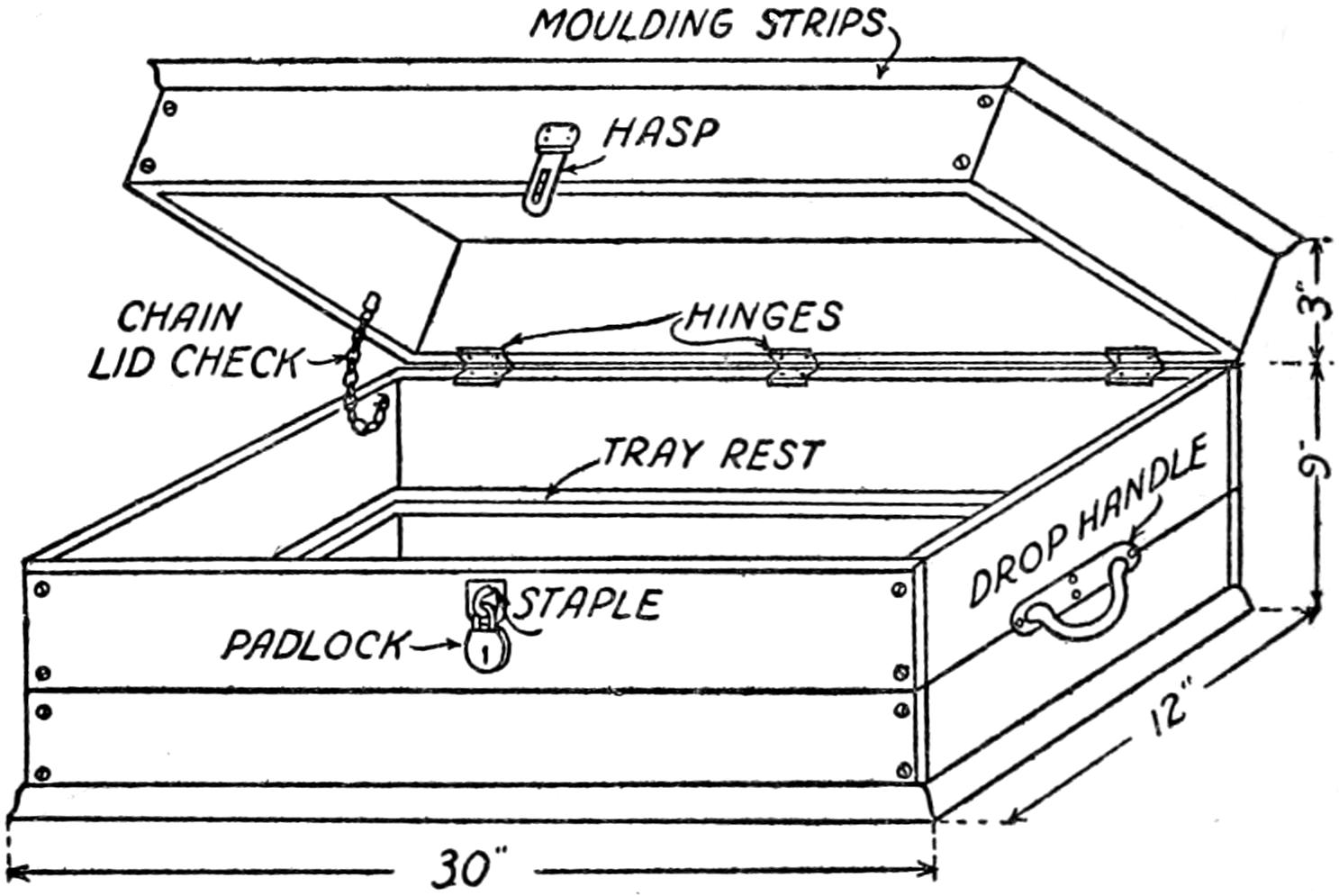
Fig. 7a. a carpenter’s tool chest
—Either birch or chestnut are good woods to make your tool chest of. Make the box, that is the lower part of the chest, and the lid for it of ³⁄₄ inch thick stuff; have the box 9 inches high, 12 inches wide and 30 inches long and have the lid 3 inches high, 12 inches wide and 30 inches long. Screw the boards together as nails will not hold tight enough. See A Fig. 7.
Screw a strip of wood inside the chest for the tray to rest on; put two or three hinges on the box and[23] lid and be particular how you do it or the lid will not fit evenly on the chest. Fasten a staple on front of the box in the middle near the top and a hasp on the cover so that you can put on a padlock, or better you can put on a regular chest lock which is handier and makes a neater looking job. To keep the lid from falling back when you open it, screw a piece of chain about 8 inches long to it and the box and this will serve as a check.
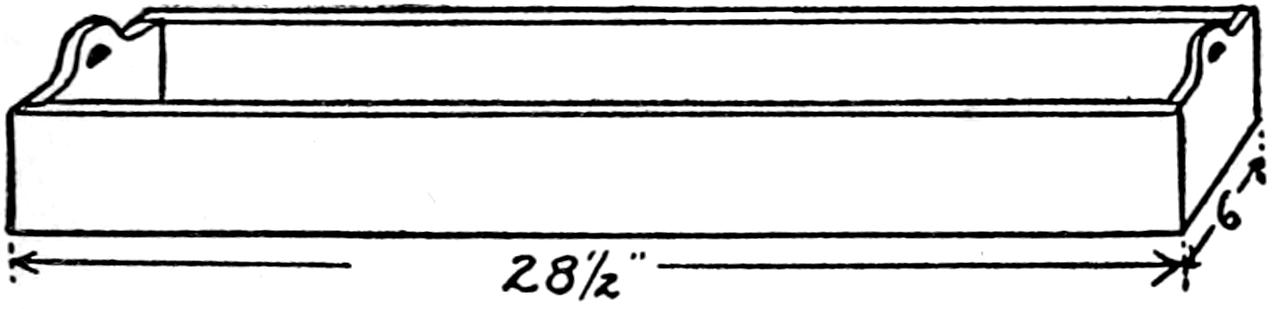
Fig. 7b. the tray for your tool chest
Finally make a tray of ¹⁄₂ or ⁵⁄₈ inch thick wood as shown at B in Fig. 7. Make the ends 6 inches high and 6 inches long and saw out the handle grips with your keyhole saw. Make the sides and partitions 4¹⁄₂ inches high and 28¹⁄₂ inches long, screw them together and put on the bottom. By making the tray narrower than the chest you can slide it back and forth and so get such tools out of the bottom as you may need without lifting the tray each time you do so.
Note.—You can buy any tool I have described in this chapter of any hardware dealer or tool supply company in your town or if one is not at hand Hammacher, Schlemmer and Company, corner of Fourth Avenue and 13th Street, New York City, will supply you with just what you want.
[24]
As you may have observed, it takes a pretty good sized room for a shop and quite a lot of tools to do carpenter work and cabinet making.
Now if you find it hard to get these things don’t be discouraged because there are other kinds of woodwork that take neither a whole room nor a chest of tools, and the chief ones of these are (1) scroll sawing; (2) wood turning; (3) wood carving and (4) pyrography.
Not only are the pursuits of these trades pleasant but they are profitable because whether the art objects you make are useful or not the work trains your mind, your eyes and your hands at one and the same time and when you get these three factors working harmoniously together you have achieved something that will be valuable to you as long as you live.
Scroll sawing, fret sawing and jig sawing all mean precisely the same thing and that is sawing interlaced and ornamental designs out of wood, or fretwork as it is called.
[25]
With a scroll saw frame costing 50 cents and a few thin boards you can saw out the most exquisite patterns and make the most dainty articles imaginable. There is more pleasure, of course, in using a regular foot power scroll saw, but you can do just as good work with a hand frame and though it takes a little longer you’ll enjoy it immensely.
—A scroll saw is a very simple piece of apparatus and it consists of a fine saw fixed in a frame, or otherwise supported, so that it can be moved up and down, and it is narrow enough to turn sharp curves.
Now scroll saws, as I shall call them, are of three kinds and these are (1) those worked by hand; (2) those run by foot-power, and (3) those operated by other kinds of power.
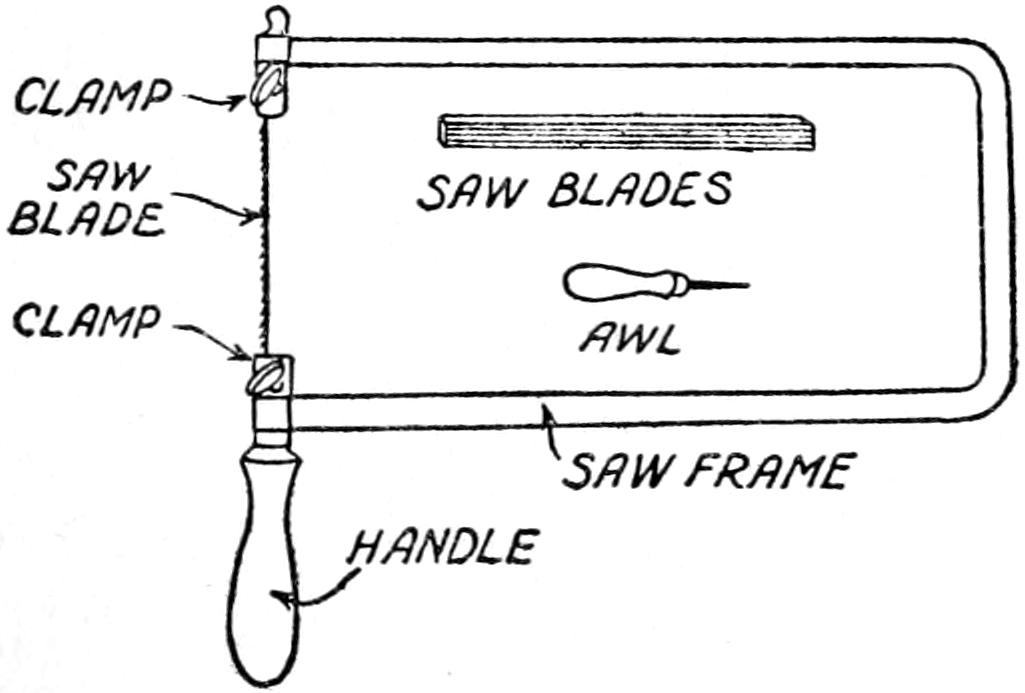
Fig. 8. a simple and cheap scroll sawing outfit
—The simplest and cheapest scroll sawing outfit consists of (a) a scroll saw frame; (b) a dozen saw blades, and (c) an awl, all of which are shown in Fig. 8. If it is your[26] idea to saw out brackets and other fancy knickknacks you ought to have a sheet of (d) impression paper,[9] (e) some sheet designs,[10] and (f) some fancy wood.
[9] This is ordinary carbon paper such as is used for typewriting.
[10] See Fancy Woods for Scroll Sawing in this chapter.
The scroll saw frame is a bent iron or steel bar, usually nickel-plated, which forms a frame about 5 inches wide and 12 inches long. A handle is fitted to one end and a clamp to each end so that the saw blade can be held tight in the frame.
—The first thing to do is to put a saw blade in the frame and be sure to have the points of the teeth down, that is toward the handle.
Next mark the design you intend to saw out on a thin piece of wood[11] planed nice and smooth on both sides, hold it flat on the edge of the table with your left hand, grip the saw handle with your right hand and hold it so that the saw blade is vertical as shown in Fig. 9.
[11] Both can be bought of L. H. Wild, 171 Avenue A, New York City.
You are ready now to begin to saw out the design; set the sawblade on the line, jig the saw frame up and down and be careful to give it even and smooth strokes. You will be surprised to find how easily it works. When you are sawing turn the wood and not the saw frame—the latter can be turned a little sometimes to advantage—and hold it so that the back[27] of the frame is always toward you and the blade should move forward but very slightly.
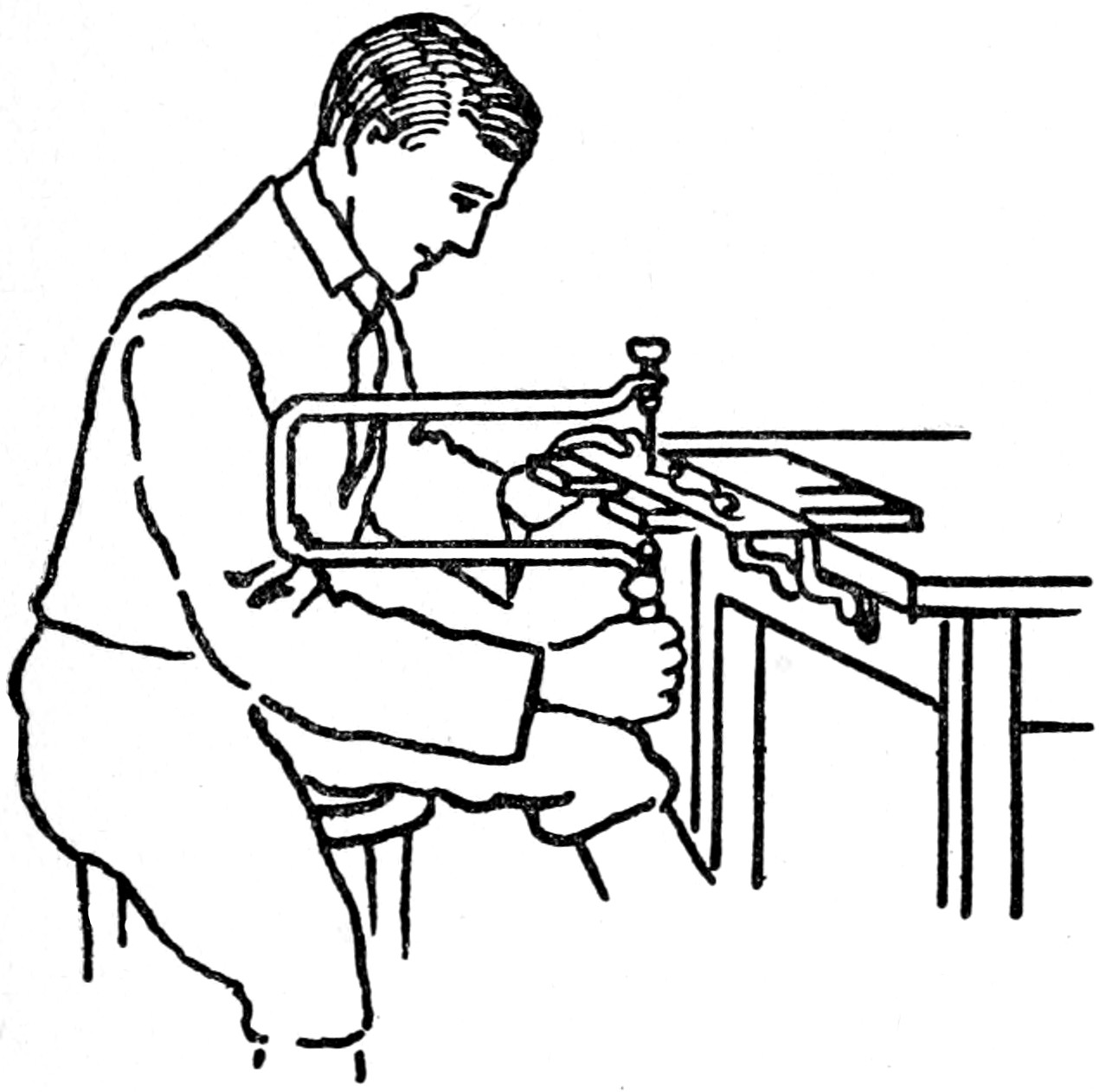
Fig. 9. the right way to use a hand scroll saw
When you want to saw a piece out of the inside of the board, take your awl and make a hole in it by giving it a twisting motion to prevent it from splitting the wood. Now unscrew one of the clamps of your saw frame and put the free end of the saw through the hole, clamp it in the frame and start to saw again.
—A Hand Saw-Table.—You can saw out your designs much more easily and neatly if you use a hand saw table as shown in Fig. 10. This is a board about 4 × 6 inches on the[28] sides with a V sawed out of one end and a clamp screwed to the bottom of it.
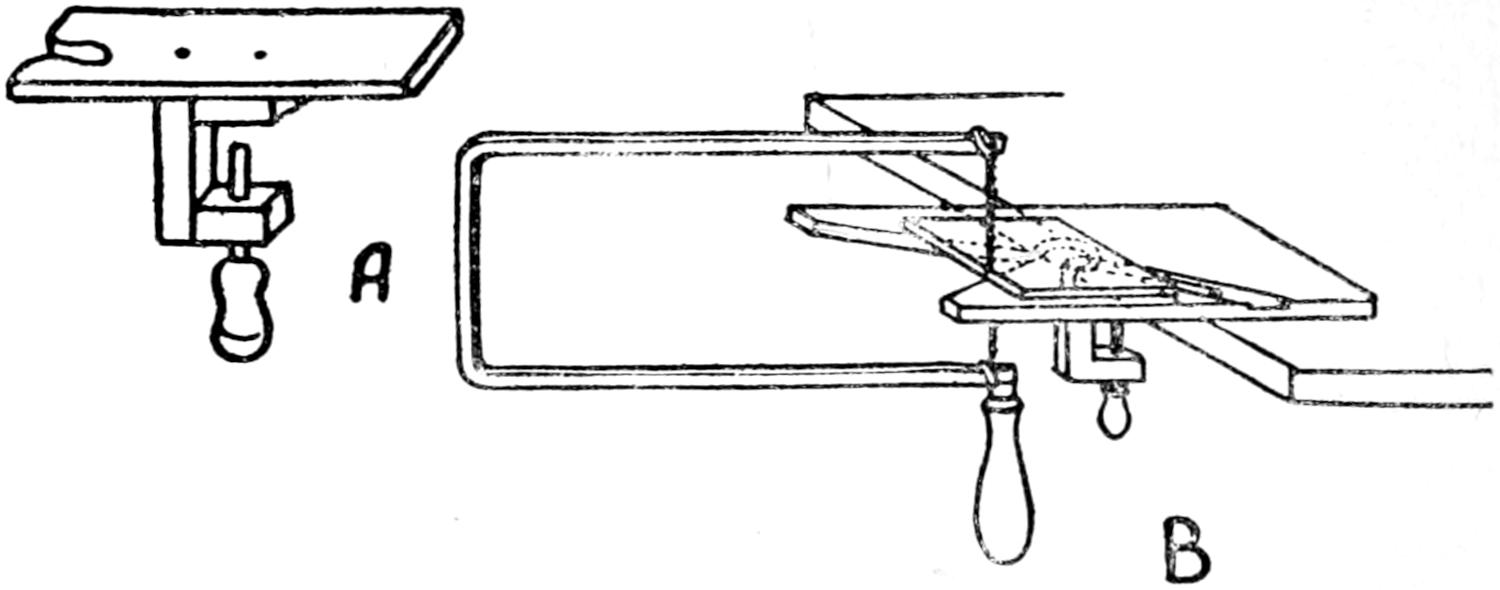
Fig. 10. a hand scroll saw table
This makes the end of the board project out from the table it is clamped to, raises the wood you are sawing from the surface of it and gives you a firm grip on it. You can easily make a saw table or you can buy one for 50 cents.[12]
[12] The Millers Falls Company, Millers Falls, Mass., makes them and nearly all tool companies sell them.
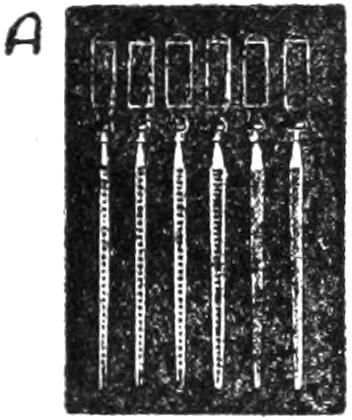
—To do a really neat job at scroll sawing you should have a set of scroll saw files. These files are long and thin and are made round, oval, knife edge, half round and three cornered as shown at A in Fig. 11.
—A twist drill stock and a drill, see B, Fig. 11, is far better for making holes in wood than an awl and as they only cost 50 cents you should have one. You can make a hole in a ¹⁄₈ inch thick board in the ¹⁄₁₀₀th part of a minute.
—A pair of flat-nose, side cutting pliers is a very useful tool which will go a long way[29] toward making your scroll sawing efforts a success. A pair is shown at C in Fig. 11.
—And finally get a small hammer to drive brads with as pictured at D.
—There are two kinds made and these are known as (1) Star saw blades and (2) German saw blades.
| A TWIST DRILL STOCK |  |
|||
 |
 |
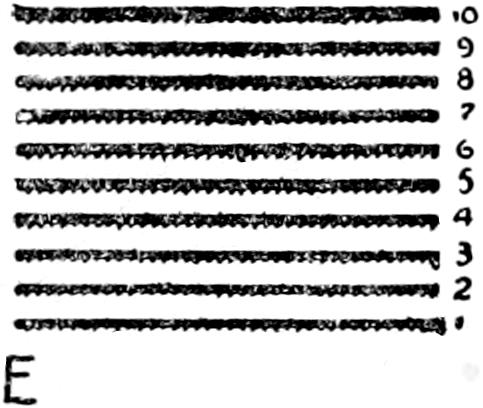 |
||
| SCROLL SAWYER’S FILES | SAW BLADES (HALF SIZE) | |||
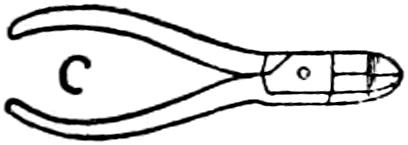 |
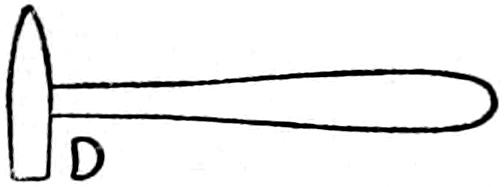 |
|||
| FLAT NOSE, SIDE CUTTING PLIERS | A SMALL HAMMER | THE TEETH OF A SAW ARE PLACED WIDE APART TO CUT CLEAN | ||
Fig. 11. some necessary scroll sawing tools
As one is as good as the other by all means buy Star blades. The sizes from 1 to 10 are shown at E in Fig. 11, but three smaller and two larger sizes are made. The smaller sizes cost 10 cents a dozen and the larger sizes 15 cents a dozen. The spacing of the teeth on the blade is shown at F.
—You can draw your own designs or buy them printed ready to use. In either case you must transfer the design to the surface of the wood you are going to saw.
[30]
To do this lay a sheet of carbon paper as typists call it, or impression paper as jig sawyers call it, with the prepared side next to the wood; lay the design sheet on top of it; and fasten the corners of the sheets to the wood with glue, or, better, with thumb tacks.[13]
[13] Thumb tacks are short, flat headed tacks used by draughtsmen.
Now take a sharp, hard lead pencil or a piece of pointed bone and trace the outline of the design. When you have it all done you will find that the design is plainly marked in black lines on the wood—that is except where you forgot to trace it.
—Designs in great variety can be bought of H. L. Wild, Publisher, 171 Avenue A, New York City. Besides glove boxes, handkerchief boxes, bird cages, clock cases, thread and thimble stands, photo frames and a thousand and one other pretty and useful articles you can get patterns for doll furniture, alphabets and mechanical designs like the horizontal engine shown at A in Fig. 12 and the fire engine shown at B.
—There are several makes of foot-power scroll saws on the market and the prices of these range from $4.50 to $25.
—This is the cheapest foot-power scroll saw that you can buy and is the one that sells for $4.50. It has a table that tilts which permits you to saw your work on a bevel—that is on a slant—so that you can inlay it with some other kind of wood or metal.
[31]
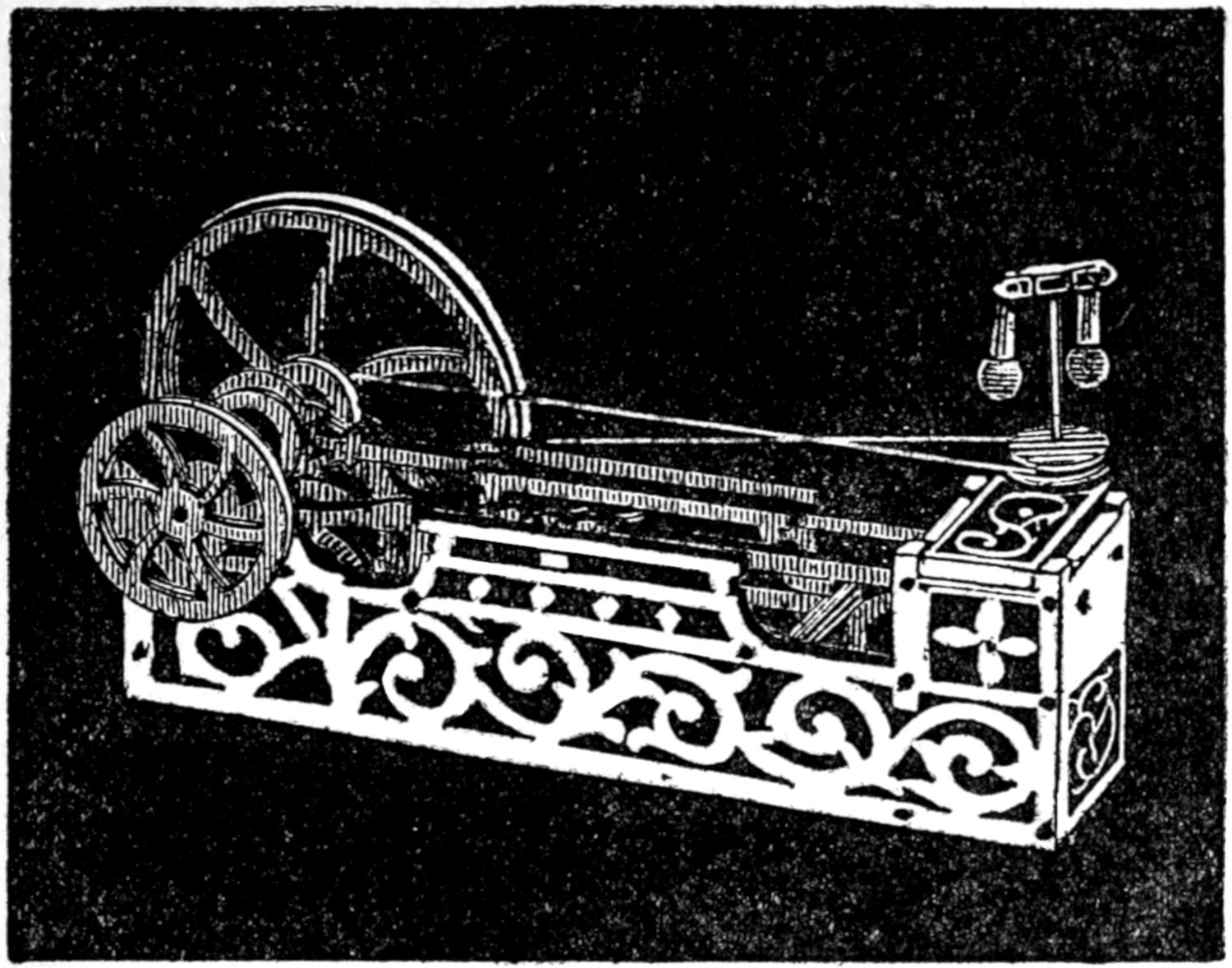
A—A HORIZONTAL STEAM ENGINE
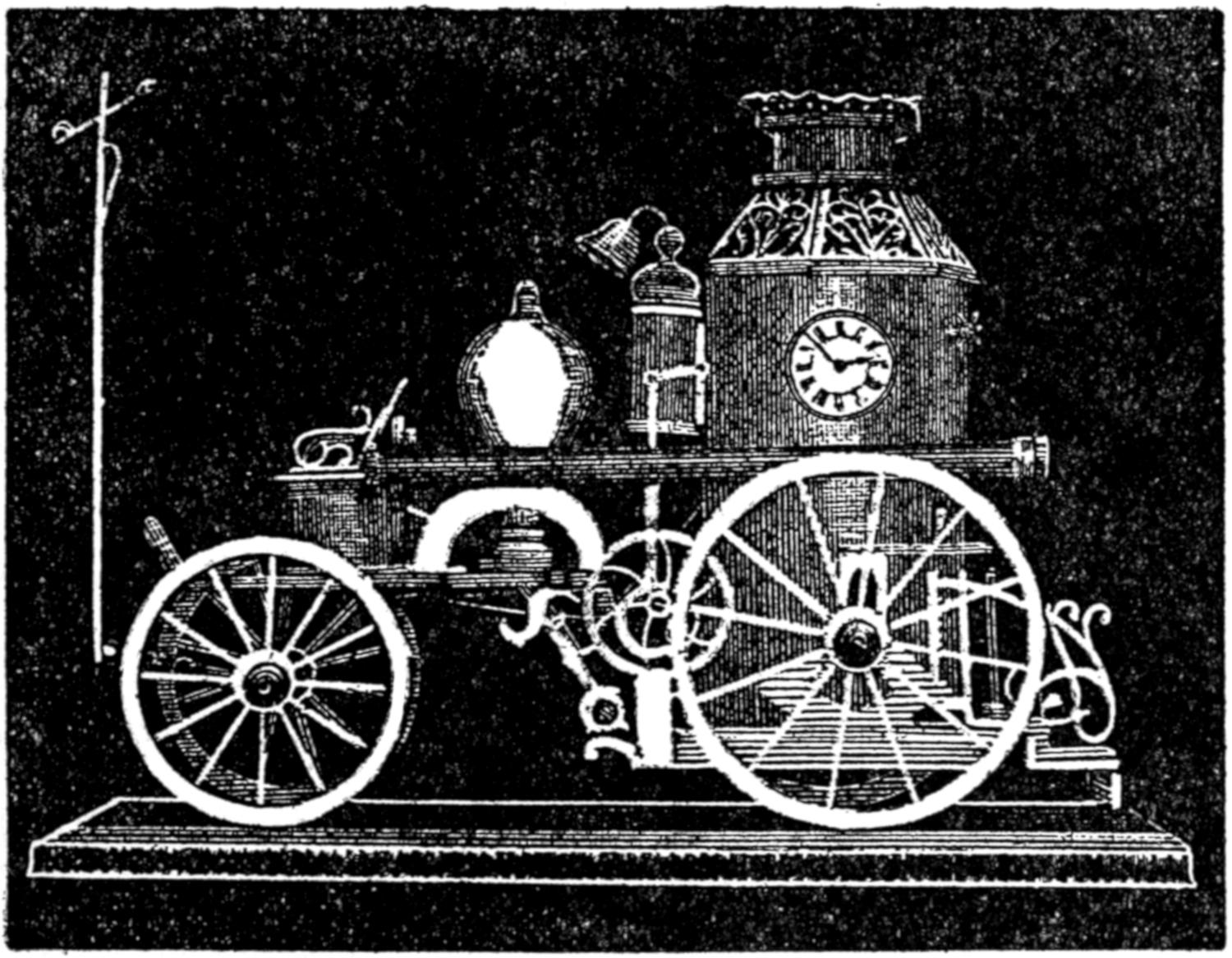
B—A FIRE ENGINE
Fig. 12. mechanical masterpieces made with a scroll saw
[32]
This little machine weighs 17 pounds and is 33 inches high; it is made of lighter castings than the machines which follow but it will do just about as good work as the higher priced ones. Fig. 13 shows what it looks like.
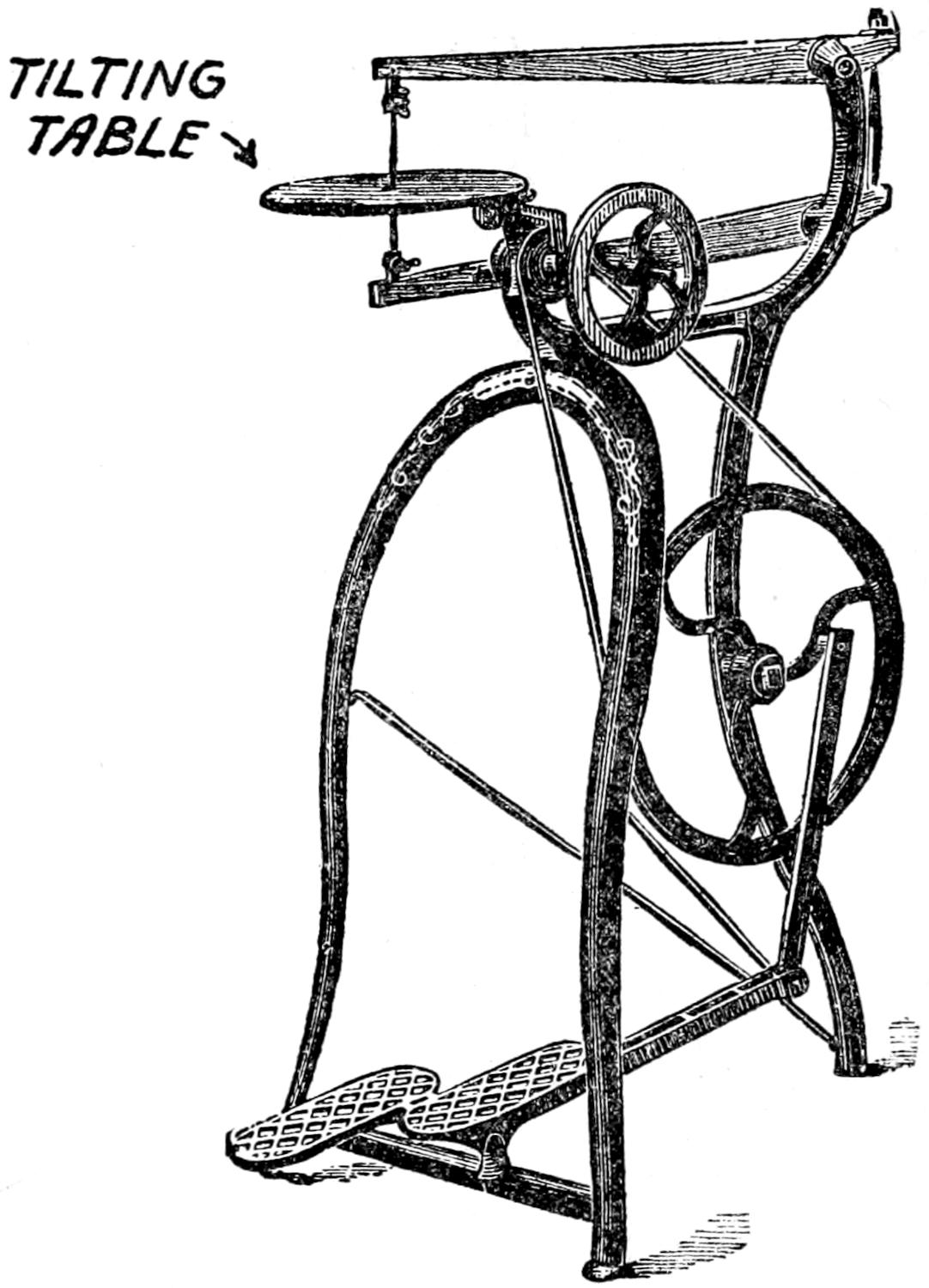
Fig. 13. the cheapest foot-power scroll saw made
—This is a well made saw, has a cast iron frame and the arms of the saw frame and the pitman—that is, the rod which connects the crank wheel with the frame—are of ash.
The Lester has several very handy attachments and[33] these are (a) an automatic dust blower, which blows the sawdust away from the line you are sawing on; (b) an adjustable lever saw clamp with a hinged jaw which prevents the saw blades from breaking; and (c) a drilling attachment.
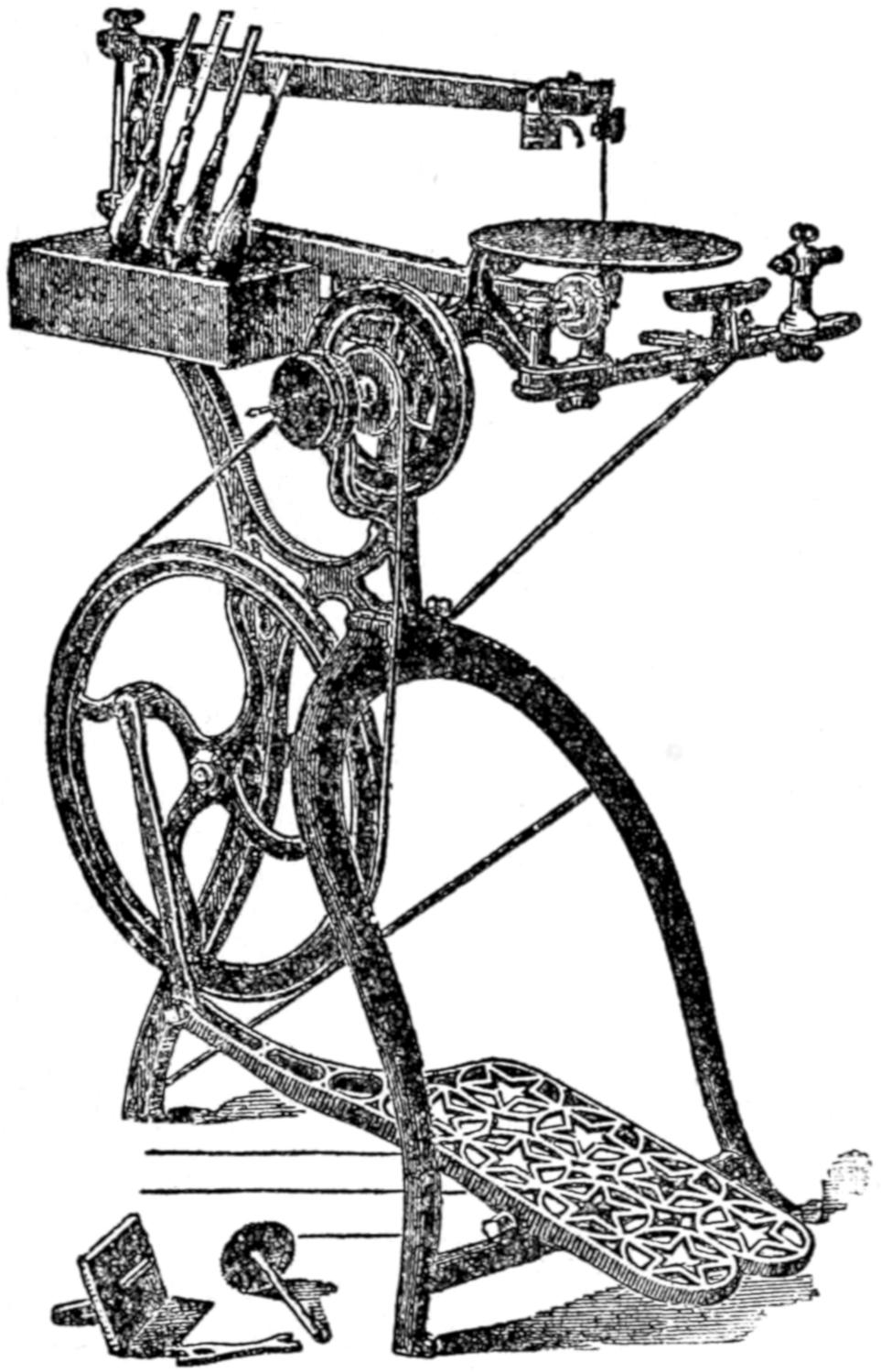
Fig. 14. the lester scroll saw with turning lathe attachment
This saw, which is shown in Fig. 14, costs $10.00, is 35 inches high and weighs in the neighborhood of 30 pounds. The lathe attachment costs $2.00 extra.
—This is the best and consequently the most expensive foot power scroll[34] saw made. It has a swing of nearly 16 inches. It is fitted with a tilting table, a vertical drill and a blowing attachment. A scroll saw of this kind with a plain stand can be bought for $21.00, or one with a fancy stand, see Fig. 15, can be had for $25.00.
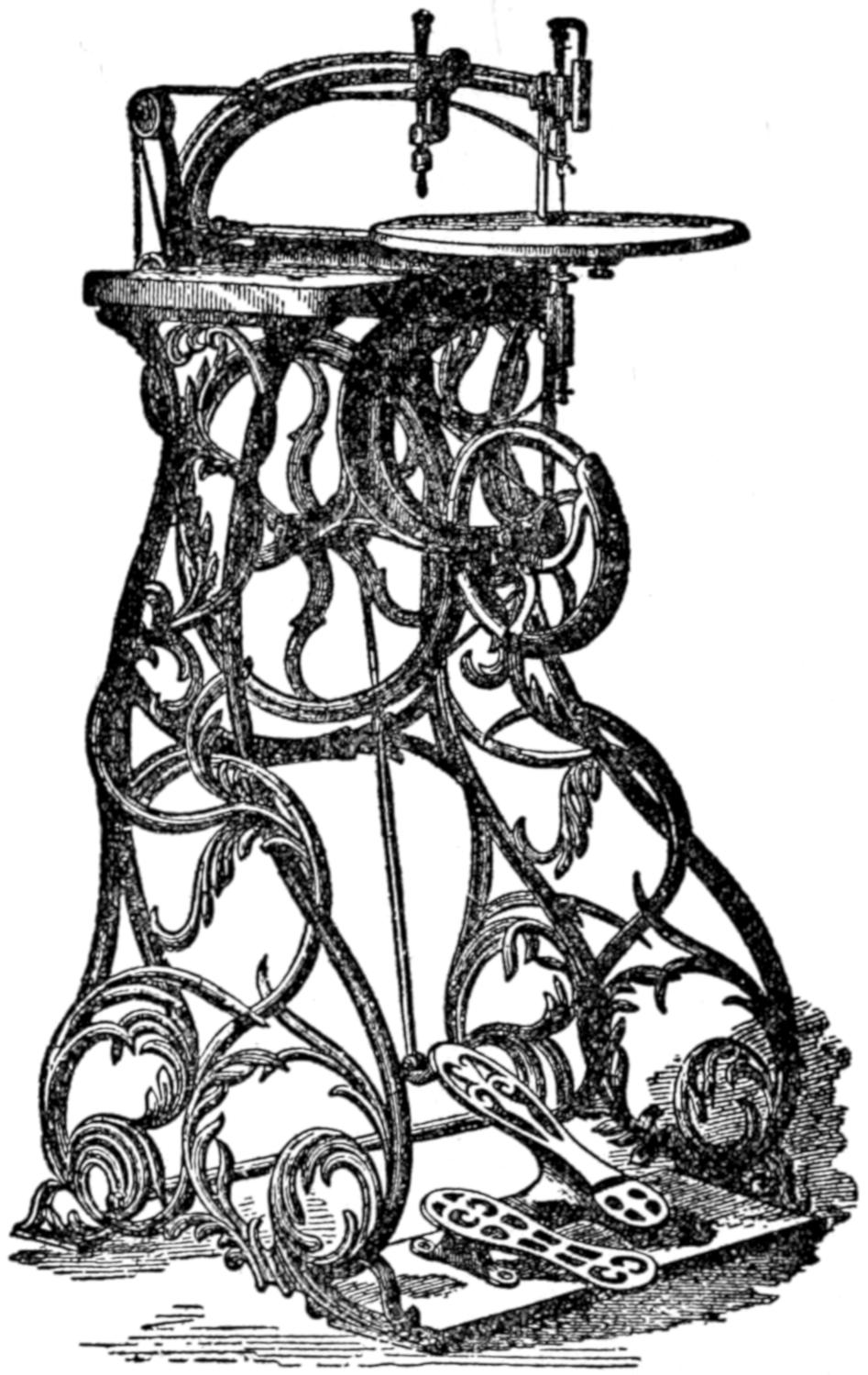
Fig. 15. the fleetwood scroll saw
—If you will look again at Figs. 13 and 14 you will see that the scroll saws shown have saw frames very like a hand saw frame. The lower part of the frame is connected with a crank on the end of a spindle, which has a small grooved wheel fixed to it, by a pitman or rod[35] and the treadle is connected with the large drive wheel by another pitman; finally the drive wheel is belted to the small grooved wheel.
Now when you work the treadle with your foot it produces a reciprocating motion and this is changed by the pitman into rotary motion which it imparts to the drive wheel. Since the grooved, or driven, wheel is smaller than the drive wheel it revolves faster and this gives the pitman connected with it a very rapid rotary motion on one end but as it is pivoted to the frame which in turn is pivoted at the rear end it is changed into an up and down or reciprocating motion exactly like the treadle but many times faster.
The Fleetwood works a little differently, in that instead of a frame the pitman is connected with a metal block that slides in a guide. The lower end of the saw is fastened to the upper end of this sliding block and the top of the saw blade is fixed to the end of a long, curved spring whose elasticity tends to make it fly up.
This action keeps the saw blade always taut and pulls it up except when the pitman pulls the block down and the saw with it. This is the principle on which large power jig saws used in shops are worked.
—Lay the board you are going to saw flat on the table of the machine and put your finger tips of both hands on top of the board; when possible keep one hand on one side of the saw and the other hand on the opposite side of it.
[36]
Press down hard enough on the work to keep it on the table against the up strokes of the saw; as the top of the table is polished it is easy to slide the work around and keep the saw on the line. Run the saw at an even speed and do not feed the wood against the blade too fast.
| Name | Price per foot planed to a thickness of |
||
|---|---|---|---|
| ¹⁄₁₆ to ¹⁄₈ in. |
³⁄₁₆ in. | ¹⁄₄ in. | |
| Poplar, or White Wood or Bass | $0.07 | $0.08 | $0.09 |
| Spanish Cedar | .10 | .12 | .14 |
| White Maple | .10 | .12 | .15 |
| Sycamore | .11 | .13 | .15 |
| Hazel Wood | .11 | .13 | .15 |
| Oak or White Ash | .11 | .13 | .15 |
| White Holly | .12 | .14 | .16 |
| Black Walnut | .14 | .16 | .18 |
| Bird’s Eye Maple | .14 | .16 | .18 |
| Mahogany | .14 | .16 | .18 |
| Cocobola | .20 | .25 | .30 |
| Amaranth | .20 | .25 | .30 |
| Rosewood | .25 | .30 | .40 |
| Satin Wood | .30 | .35 | .40 |
| Tulip | .50 | .60 | .75 |
| Real Ebony | .50 | .50 | .50 |
These woods can be bought of H. L. Wild, 171 Avenue A, New York City, or of J. Gabriel and Company, 672 Grand Street, Brooklyn, N. Y.
—Fancy[37] woods that are planed on both sides for scroll sawing can be bought in thicknesses of ¹⁄₁₆, ¹⁄₈, ³⁄₁₆ and ¹⁄₄ inch. Wood that is ¹⁄₈ inch thick is the best to use for all ordinary work.
The foregoing list gives the name, thickness and price of the chief common and fancy woods that are good for scroll sawing.
—Brass hinges, knobs, screws, drawer pulls, box hooks, French screws and wire nails, that is brads, catches, metal legs, small locks, escutcheons, turned moldings, etc., can be bought of the above dealers who specialize in scroll sawyer’s materials.
And now we come to another and highly fascinating kind of wood-work and this is to spin a stick of wood in a lathe and shape it with a chisel or gouge, or wood turning as it is called.
While the outfit you need to turn wood with costs more than for scroll sawing you will never forget the pleasure of rounding up of a bit of wood into a shapely form, no, not if you were to live a thousand years.
—It is far better to buy a lathe than to try to make one, that is if you expect to turn anything on it, for in the first place it is hard to get the things to make one with and in the second you can buy one for very little money.
—A wood turning lathe consists[38] of four principal parts, and these are (1) the headstock; (2) the rest; (3) the tailstock; (4) the bed and (5) the stand, the first three parts of which are shown in Fig. 16.
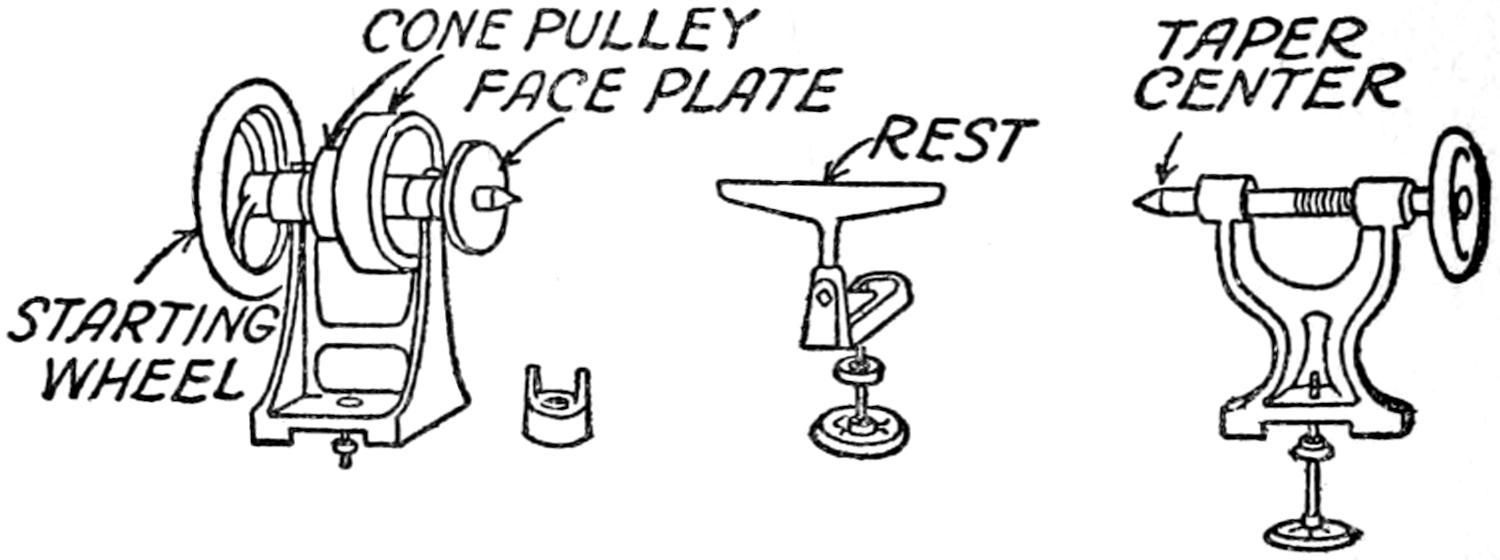
| SPUR | ||
| HEAD STOCK | REST | TAIL STOCK |
Fig. 16. the chief parts of a turning lathe
The head stock is fixed to the bed of the stand; it is formed of a cone pulley mounted on a spindle in a frame. A spur center is screwed to the spindle and this holds the wood tightly in place while it is being turned. The rest, which is adjustable, is used to lay your turning tool on and so keep it in position. A long and short rest usually go with the better lathes.
The tailstock has two adjustments, the first of which allows it to be slipped back and forth on the bed and clamped at any point which gives a rough adjustment, and the second is a spindle which is threaded on one end and has a taper center, that is a sharp point on the other end. This allows the piece of wood which is to be turned to be set between the spur center of the headstock and the taper center of the tailstock.
These parts rest on the bed of the lathe and this in[39] turn is mounted on a stand. The stand is fitted with a drive wheel and this is driven by a treadle with which it is connected by a pitman exactly like a foot-power scroll saw.
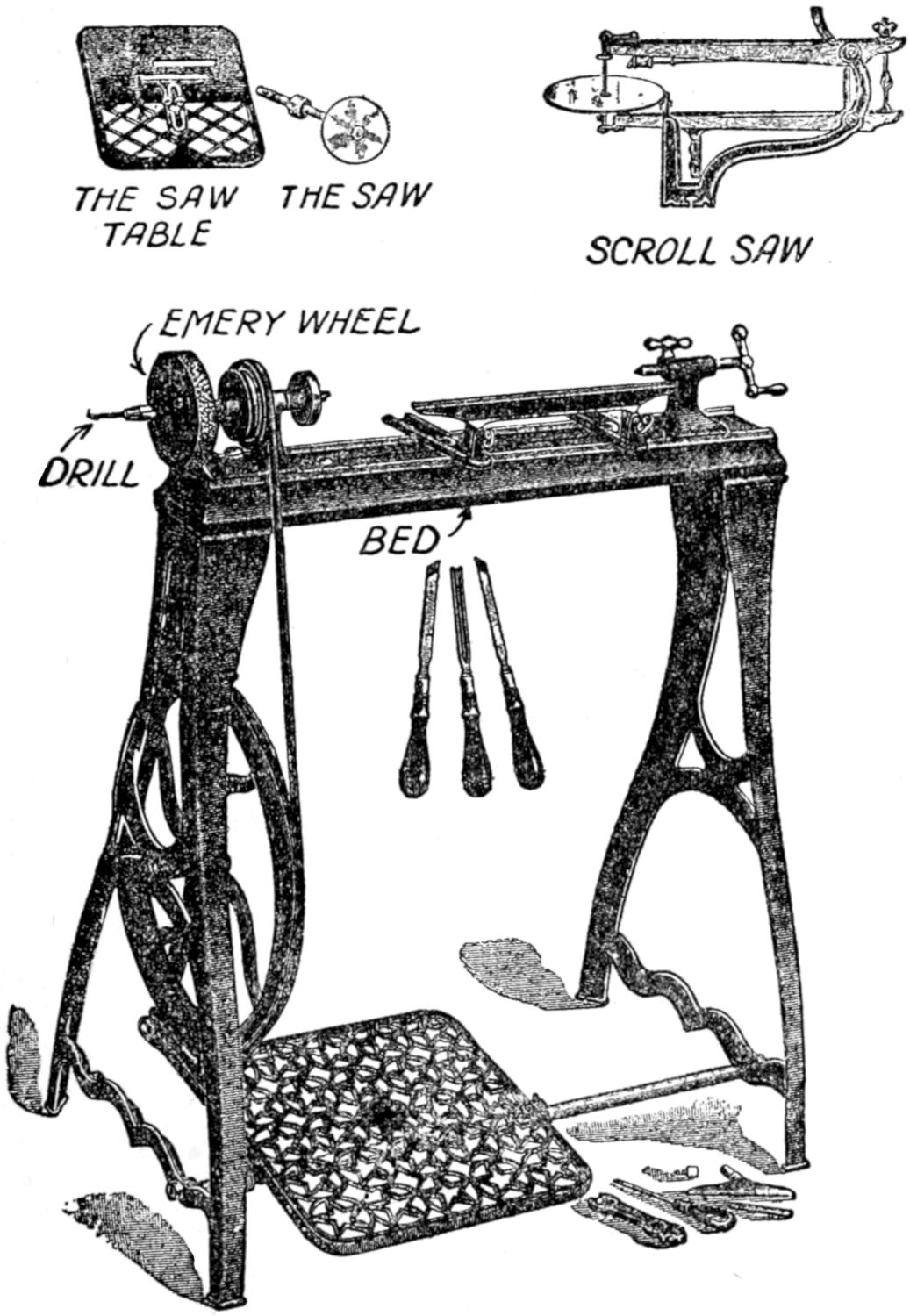
Fig. 17. the cheapest wood turning lathe made
—The cheapest lathe you buy is called the Companion; it is made[40] by the Millers Falls Company, Millers Falls, N. Y., and it costs $10.50. It has a long and a short rest, three turning tools and a 2 inch face plate and spur center. When you get it uncrate it, set it up, oil it well and you are ready to do some turning. The lathe is shown complete in Fig. 17.
—This lathe is fitted with a 4 inch emery wheel without extra charge. A very useful attachment is a circular saw 3 inches in diameter and a saw table 6 × 7 inches with a straight edge guide; it costs $1.25 extra. A scroll saw attachment that can be clamped on the lathe bed may be bought for $3.00 extra. Both of these attachments are shown in Fig. 17. Of course better and larger lathes can be had for more money.
—The tools used for turning wood[14] are simply chisels and gouges. The chisels are made with four kinds of points, namely, (1) skew point; (2) round point; (3) square point, and (4) spear point, and these are shown in Fig. 18. These chisels can be bought in all sizes from ¹⁄₄ inch to 1 inch wide.
[14] Buck Bros.’ turning tools for wood are counted best.
Gouges also come in sizes from ¹⁄₄ inch up to 1 inch, and a parting tool, which is used to cut off a turned piece and which is simply a V shaped chisel, can be had in ¹⁄₂, ⁵⁄₈ and ³⁄₄ inch sizes. These turning tools are also shown in Fig. 18. You can buy them fitted with applewood handles and sharpened ready for use for about 50 cents apiece. You can buy them of hardware[41] dealers or of Hammacher, Schlemmer and Co., Fourth Ave. and 13th Street, New York.

| ||
| SKEW POINT | ||

| ||
| ROUND POINT | SQUARE POINT | SPEAR POINT |

| ||
| THE GOUGE | ||

| ||
| THE PARTING TOOL | ||
Fig. 18. a set of wood turning tools
—Before you can turn out a really good job on a lathe you must practice awhile. A good thing to try your hand on is to make some tool handles. The size of these will, of course, depend on what you intend to use them for.
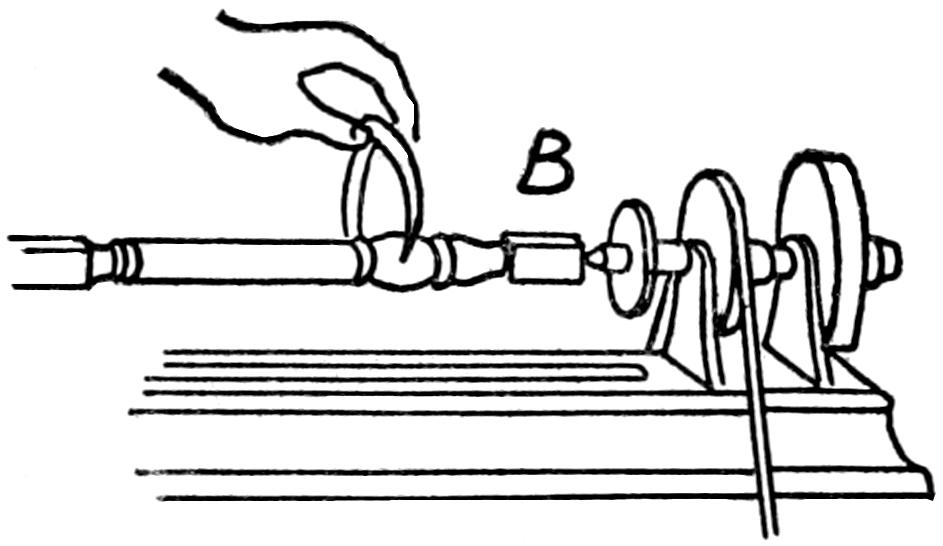
Take a stick of wood, round or square, it doesn’t in the least matter, a couple of inches longer and a trifle larger than the largest diameter that the handle is to be and drive one end against the spurs of the face plate as shown in Fig. 19.
This done screw up the feed of the tailstock until the back-center is forced into the end of the wood[42] about ¹⁄₈ of an inch; clamp the rest so that it comes to within ¹⁄₄ an inch of the wood you are going to turn and you are ready for work.

Fig. 19. putting the rough wood in the lathe
Now put your foot on the treadle and work it up and down; very soon the speed of the drive wheel will carry it round smoothly and it will deliver considerable power to the pulley of the headstock. If the drive wheel is 5 times as large as the pulley and you treadle the drive wheel 100 times every minute, the stick of wood which you want to turn will revolve 500 times a minute.
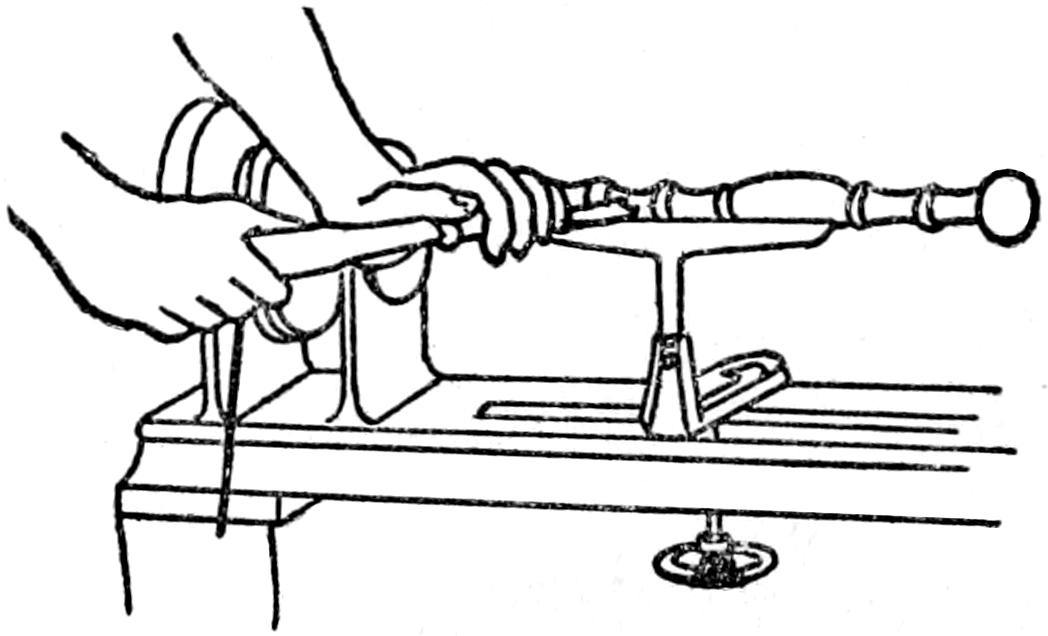
Fig. 20. the right way to hold a wood working tool
[43]
When you have the wood rotating at about this speed grip the handle of it firmly with your right hand, lay the back of the chisel on the rest and press down on the blade with your left hand as shown in Fig. 20. Of course the top edge of the wood is turning toward you.
Whatever you do when you are roughing down a stick of wood don’t try to take off too large a cut. Go at it very gently with the point of your chisel and as it begins to cut you can swing the tool around so that the whole width of the blade is cutting.
Gouges are used in the same way as chisels and with them you can turn out hollow parts. A parting tool is used for cutting off the ends of the wood after you have finished turning it.
| ||

| SIZING WITH A PAIR OF CALIPERS |
|
| A REGULAR SIZING TOOL |
||
Fig. 21. sizing the turned work
When you want to turn a piece of wood down to a given size you can do so by testing it with a pair of calipers,[44] as shown in Fig. 21, or you can size it with a regular sizing tool. To size the work measure off the distance between the points of the calipers with a rule for whatever thickness you want the turned part; then as you turn the wood you can try it from time to time until the wood will just slip through between the points.
Carving is by all odds the hardest of all woodworking processes to learn and yet there are some simple forms of it that are at once easy to do and pretty to look at. While carving is an art in itself it can be used with fine effect in combination with some kinds of scroll sawed and turned work.
—To begin with you can get along very well with a set of six carving tools. A set of this number is made up of a ³⁄₈ inch, a ¹⁄₄ inch, a ¹⁄₂ inch and a ⁵⁄₁₆ inch straight shank carving tools and two of these are chisels and four are gouges, so you see that they are just about the same as carpenters’ and turners’ chisels and gouges. Such a set of tools costs about $3.00.
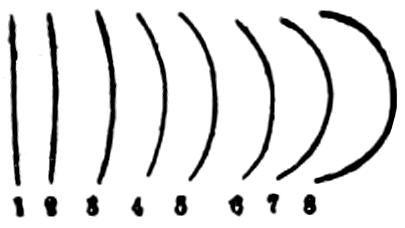
A better set contains a dozen carving tools and this includes the above tools as well as a couple of bent fluting gouges, with ¹⁄₈ and ¹⁄₄ inch sweeps, a couple of front bent tools, a straight parting tool, and a veining tool, all of which is shown at A in Fig. 22; the sweeps, as the curved cutting edges are called, are shown at B.
[45]
The tangs of these tools, that is the sharp ends which fit into the handles, have shoulders on them to prevent the handles from creeping and splitting. The best carving tools on the market are those made by S. J. Addis of London, and you can’t go wrong if you buy them.
 |
A | 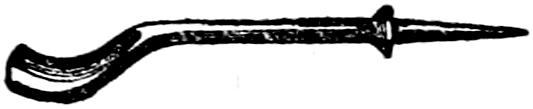 |
| STRAIGHT CHISEL | SHORT BEND GOUGE | |
 |
 |
|
| SKEW CHISEL | STRAIGHT PARTING TOOL | |
 |
 |
|
| STRAIGHT GOUGE | LONG BEND GOUGE | |
 |
 |
|
| FLUTING GOUGE | FRONT BEND GOUGE | |
 |
 |
|
| VEINING TOOL | ||
 |
||
| BENT FILE | ||
 |
 |
|
| B | C | |
| SWEEPS OF WOOD CARVING TOOLS | CARVER’S MALLET | |
Fig. 22. kinds and sweeps of carving tools
Carving tools as they come from the makers are sharpened but not honed, that is the tools are ground sharp, but the inside bevel of the tools must be rubbed up with an oil stone slip and most wood carvers like to do this themselves.
When you buy a set of carving tools you also want[46] to get a carver’s mallet made of lignum-vitæ[15] with a face 2¹⁄₂ inches in diameter and, as you will see in Fig. 22, its shape is quite different from the ordinary kinds. Also get a Washita oil stone, and an Arkansas carving tool slip, which is a small wedge-shaped oil-stone.
[15] Lignum-vitæ is a greenish-brown wood and is very hard and heavy. It grows in tropical America.
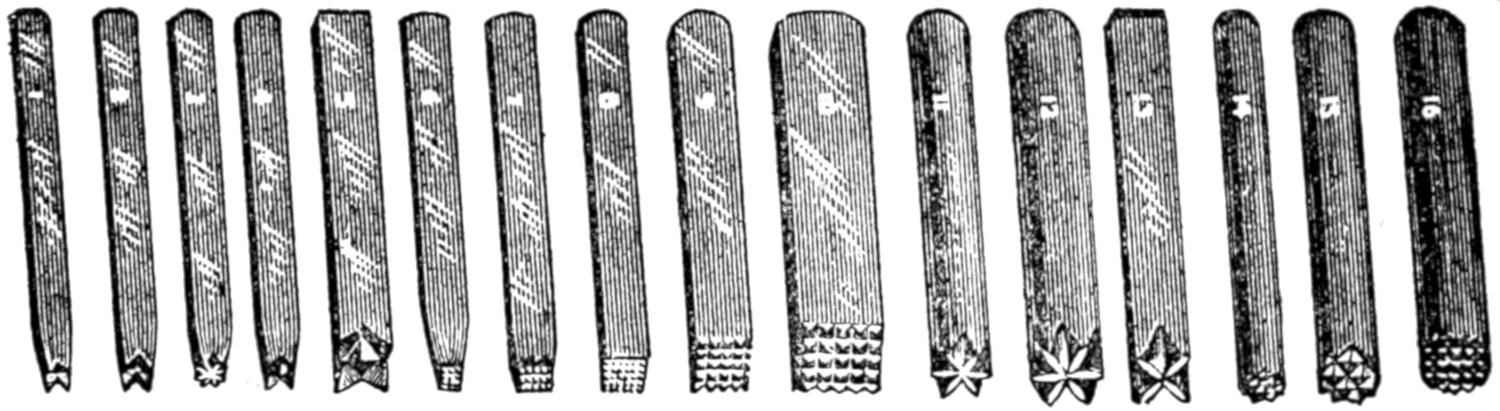
Fig. 23. markers for stamping in backgrounds
Two or more markers, which are stamps made of tool steel, are very useful for stamping in background work. A number of different designs are shown in Fig. 23 and they cost about a quarter apiece.
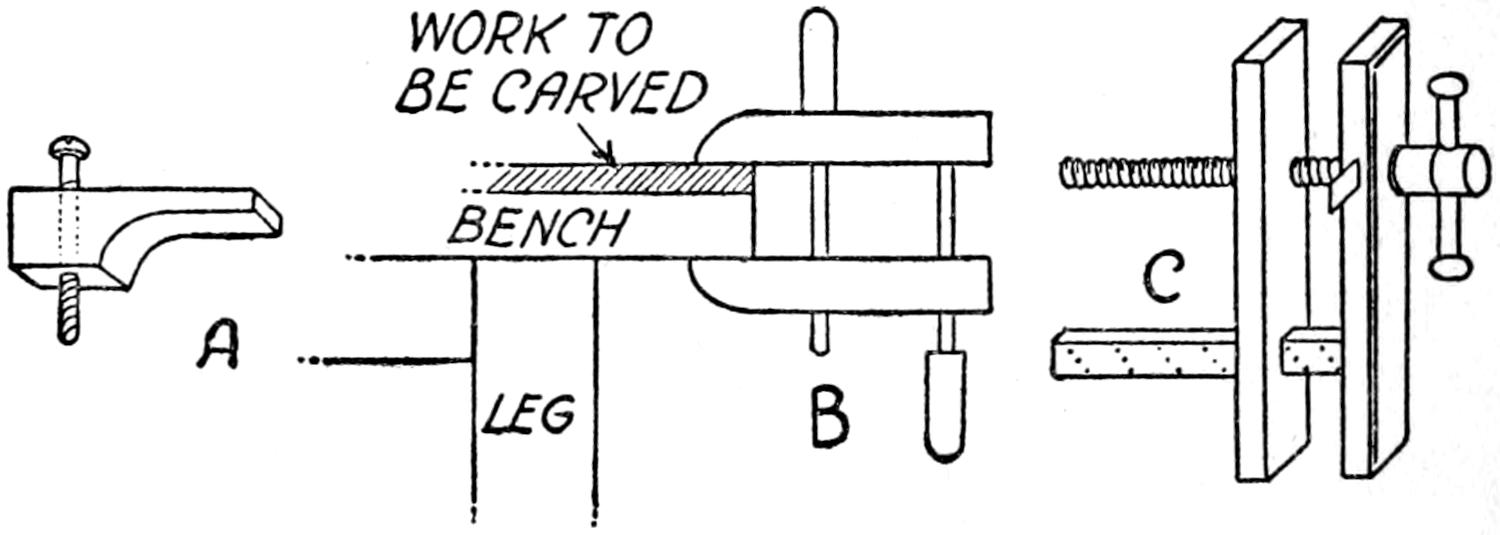 |
||
| A SNIB | A HAND CLAMP | A CARVER’S VISE |
Fig. 24. schemes for holding work when carving
To hold the work while you are carving it you can make two or more snibs as shown at A in Fig. 24.[47] These little clamps are sawed out pieces of wood with an ordinary wood screw through the thick end, and when you want to carve a flat piece of work clip it with a couple of snibs and screw the latter to your bench. A better scheme is to use a couple of hand screws as shown at B. For carving in relief you will need a wood-carver’s vise as shown at C.
—A wood that is suitable for carving must be tough, even grained and free from knots. For a beginner, and I guess you are one, yellow pine is a good wood to practice on as it is soft and easy to work but you must be careful not to splinter it along the grain.
Oak is much tougher but it is a fine wood for carving and you will not need to take the care to prevent splintering as with pine. Black walnut and mahogany are beautiful woods and are nice to carve, while for finer work apple, pear, sycamore and California redwood are largely used.
—There are three kinds of wood carving in general and these are (1) chip, or surface carving, (2) panel or relief carving, and (3) figure carving, as shown in Fig. 25.
When you cut your initials in the top of your desk at school you made a primitive attempt at what is called chip carving. Most likely you got the birch for it but it was only the savage instinct for decorative art that was trying to find expression in you, and so it’s not your fault. (But don’t do it again.) Any kind of carving on a flat surface is called chip carving,[48] and some of it is very beautiful. It is shown at A.
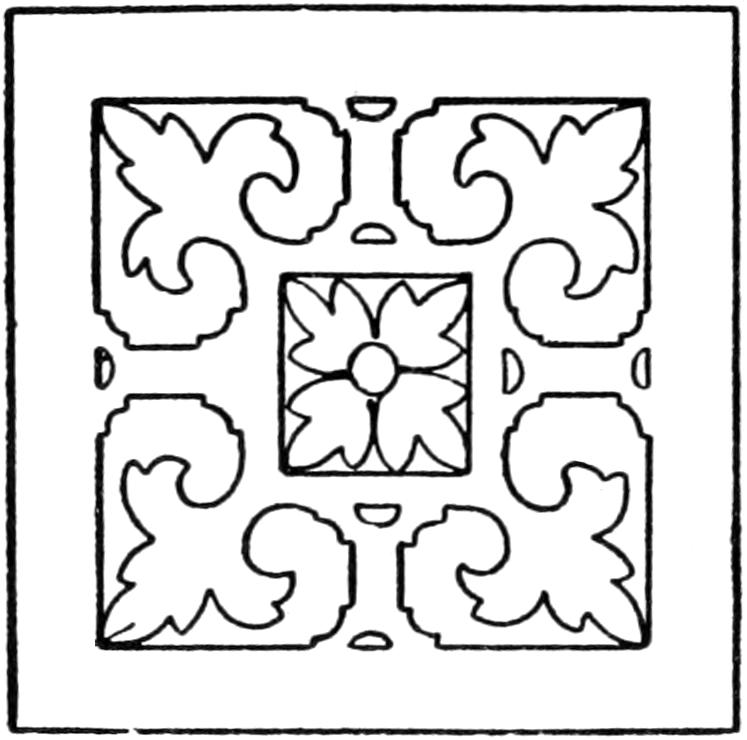 |
 |
||
| A—PLAIN PANEL | B—FANCY PANEL | ||
 |
|||
| C—FIGURE CARVING | |||
Fig. 25. kinds of carving
Panel carving is done on flat pieces of wood also but the design is made by cutting out or sinking the ground, as shown at B. Sometimes when it is desirable to make some part stand out in relief above the surface it is carved out of a separate piece of wood and planted on, that is glued on.
To carve a lily of the valley or a deer’s head out of[49] a solid block of wood is not as easy as the other kinds of carving, but if you have a natural aptitude for using tools and an eye for art you can succeed as well as the next one.
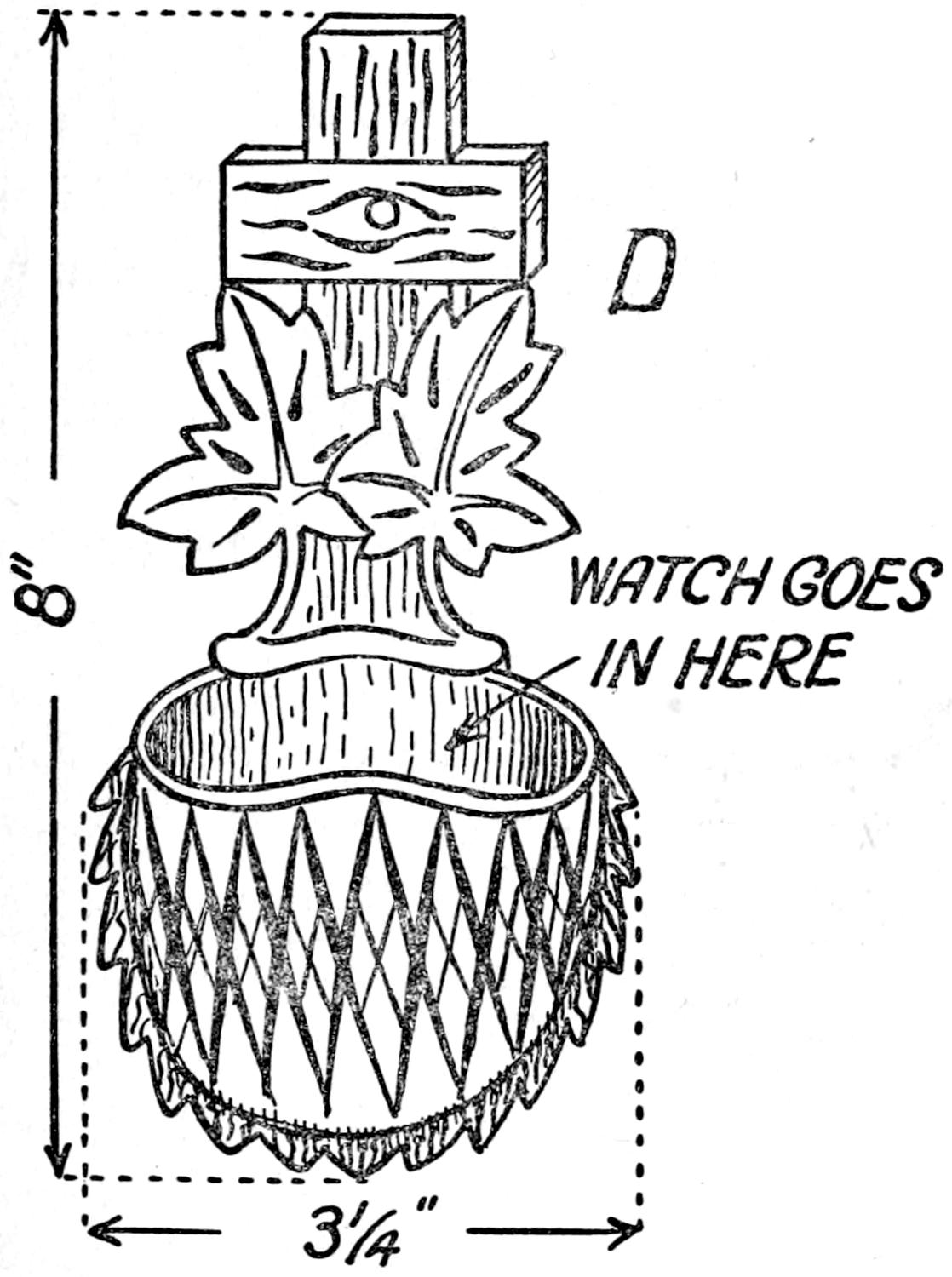
Fig. 25d. a carved watch case holder
—You will need only three tools for chip carving and these are (1) a ¹⁄₄ inch chisel; (2) a parting tool and (3) a veining tool.
The first thing is to get the design you want to carve on the board. To do this you can either[50] draw the design directly on the board, or, better, lay a sheet of impression paper on the board and then the design you want to transfer on top of it and trace it with a lead pencil.
Screw the board to your bench with two or more snibs and you are ready for work. Carve out the heavier lines with the parting tool and the lighter lines with the veining tool. Use the chisel to cut the corners sharp and make the lines clean and even. In chip carving grounds are never put in.
—In this kind of carving leaves, berries, scrolls and the like are carved out of the surface of the board and as the ground is sunk these objects stand out in relief.
Begin by drawing, or transferring, the pattern to the board as before; then cut it out with gouges and chisels as shown at A and finally use the veining tool for the radiating lines. The head can be carved out of a separate piece of wood glued to the ground, or planted on as it is called. The work can be oiled and polished but never varnish it. It is shown finished at C.
To make a watch case holder like the one shown at D saw out a piece of walnut, or other wood, ¹⁄₄ inch thick and draw on the design.
Carve the cross and lower part of the case by chipping it; carve the leaves in relief and put in the veins with the veining tool. Now saw out another piece for the pocket 1 inch thick and carve out the[51] front and the back to the shape shown at D so that it is only ¹⁄₈ inch thick when finished and glue it to the other part when you will have a watch case holder of the vintage of 1875.
—This ranges all the way from carving simple leaves as shown at D to the human form divine.
To carve out leaves on a flat surface draw the design as before and carve them out with your gouge to look as much like real leaves as you can and to give them the final touch of beauty cut the veins in with your veining tool.
For carving out heads, as for example the one shown at C, mark the shape of the object which you intend to carve on the sides of the block as it would look if you cut it down through the middle. Now screw up the block in your vise and cut away the sides with your chisels and gouges, using the mallet to do it with. All you want to do at first is to get the rough shape of the figure.
When you have done this you can go ahead and finish up the work with your chisels and gouges. To give the carving a life-like appearance do not use files or sandpaper on it and do not varnish or polish it.
This is a simple and pleasing art and one that is easy to practice. It gets its didactic name from the[52] Greek word pyro, which means fire, and graph, to write, that is writing with fire, only in pyrography you draw with fire instead.
—The chief tool you need is called an etching tool. This is formed of a piece of iron, copper or platinum with a curved point which is heated in a flame until it is red or white hot. When it is hot you press the curved point against the wood upon which you have drawn the design and it burns the lines into it.

A—THE ETCHING TOOL
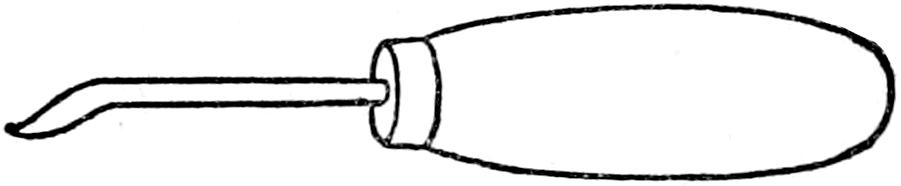
B—COMPLETE WITH HANDLE
Fig. 26. the tool used for pyrography
—Get a piece of copper rod ¹⁄₄ inch in diameter and 3 inches long; file one end down to a point to the shape shown at A and B in Fig. 26 and put a file handle on the other end.
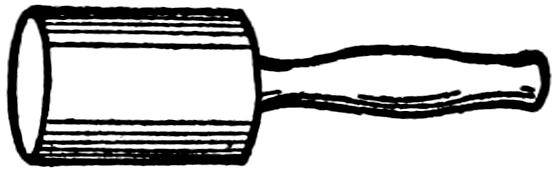
—The etching tool must be heated in either an alcohol or a Bunsen flame. You can make an alcohol lamp of an ink bottle that will serve the purpose very well. Make a hole in the cork about ¹⁄₄ inch in diameter and make a tin tube 1 inch long that will fit it snugly. Braid a wick of string and put it through the tin-tube; fill the bottle with alcohol and your lamp is done. If you can get gas you[53] can use a Bunsen burner[16] which makes a hotter flame and is less trouble.
[16] Can be bought of the L. E. Knott Apparatus Company, Boston, Mass.
—A good outfit which has a platinum pointed tool and burns alcohol vapor, see C, can be bought for $3.00 and more.[17] If you have gas in your house you can buy a tool which uses it for 50 cents or less.
[17] Everything needed for pyrography can be had of the Frost and Adams Co., Cornhill, Boston.
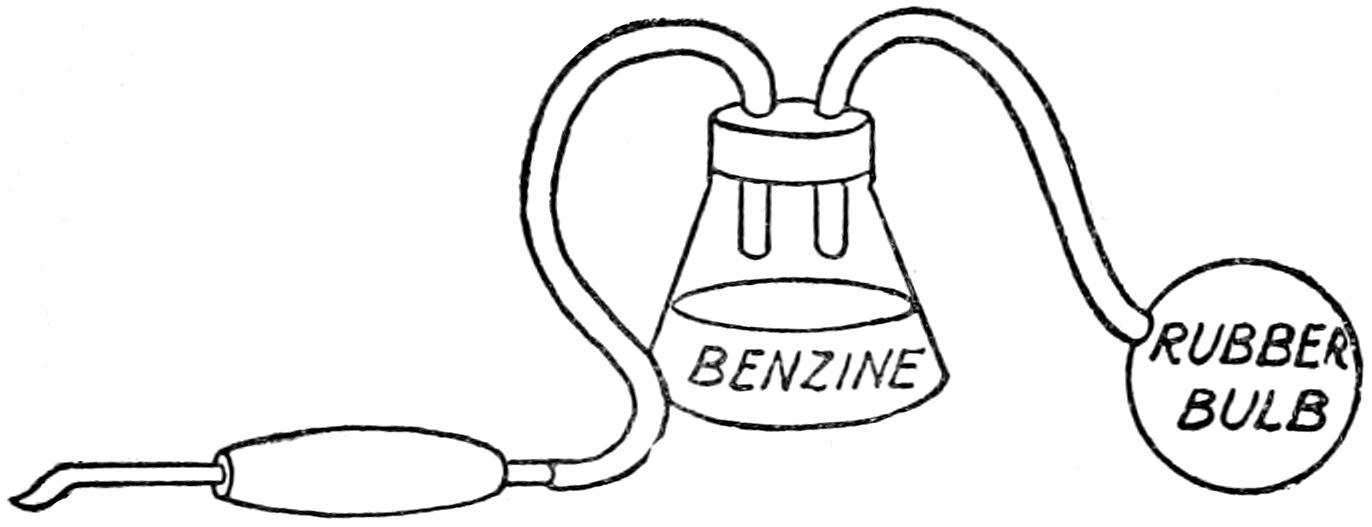
C—AN OUTFIT THAT BURNS ALCOHOL VAPOR
Fig. 26c. an outfit that burns benzine vapor
—If you are good at drawing you can make your own designs, but if not you can buy them ready to use. Draw your designs on soft white pine or basswood with a soft lead pencil having a blunt point. Photo frames, plaques, tie racks, collar boxes and things which you can saw out on your scroll saw are greatly improved by burning.
—Heat the tool until it is red-hot, or if it is platinum until it is white hot as shown at D. Hold the tool as shown at E and[54] without using too much pressure draw and push the point along the lines until they are burnt in evenly.
When you have burnt in the design burn in the background by making a lot of closely spaced lines; then burn in more parallel lines across the first set. This produces a cross-hatched effect which at a distance makes the design stand out in bold relief.
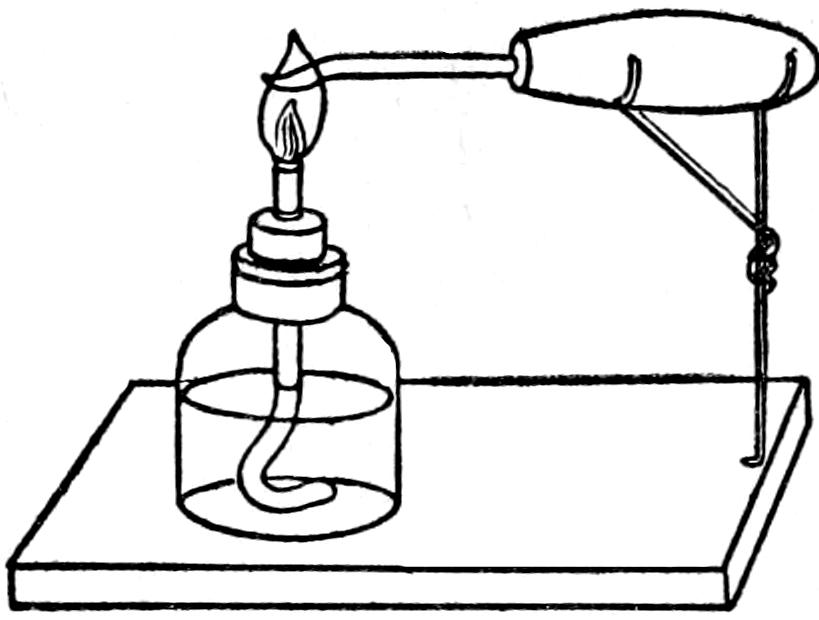 |
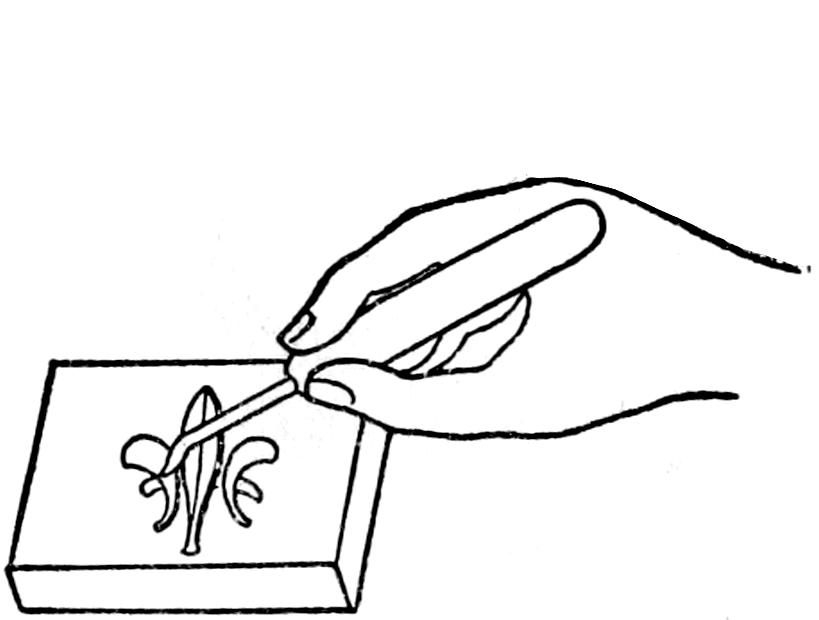 |
| E |
Fig. 26d. how the tool is heated
Fig. 26e. burning in the design
When you have become a little expert you can shade the design but don’t try it until you can burn the lines in evenly.
—Stains and dyes[55] of all colors can be bought of the Devoe and Reynolds Company, 101 Fulton Street, New York.
—Brush the wood with a saturated solution of ferrous-sulphate and it will make it inky black. When used on white holly, or any other close grained wood, it gives it a real ebony look. Put the solution on with a soft brush. After the ebony stain has been used the wood should be polished with wax to give it a dull finish.
—Oak can be colored a beautiful brown by putting it in a box with a tight fitting lid in which is a saucer of ammonia; paste up the cracks around the lid tight and leave it for a couple of days when it will take on a brown color which is known by the trade name of fumed oak.
[56]
There is something about working metals that makes a tremendously strong appeal to a fellow and yet it is just as easy to fashion these elements as it is to shape wood, that is, if you have the right kind of tools to do it with.
Then there is another good thing about working metals and that is the tools you need don’t cost very much and you can soon make enough useful things to pay for them.
Metal working, like wood working, can be divided into two classes and these are (1) the strictly practical, and (2) the purely ornamental, but you can often combine them in an object which possesses both utility and artistic merit.
It is my intention to tell you in this chapter about the tools that you need to do ordinary metal work, such as sawing, drilling, bending, filing, etc. As in working wood you ought to have a bench, or a good strong table will do.
—To work metals you will need certain tools according to the kind of work you intend to do. If you get all of those I have listed below you[57] will have nearly all the hand tools you need to do any kind of a job that may come up. The following list is quite a full one and a kit which includes all of them will cost in the neighborhood of fifteen dollars. You don’t need to buy all of them at once, however, but just get a tool at a time as you must have it until your kit is complete.
—Metal working tools are tempered harder than wood working tools and are made of what is known as tool-steel.
For your kit of machinists’ tools get (1) a ball pein hammer which weighs about 8 ounces—this is a regular machinists’ hammer; (2) a pair of 4 inch side cutting pliers; (3) a pair of 8 inch tinners’ snips which makes a 2 inch cut; (4) a jeweler’s adjustable saw frame; (5) a hack saw frame to hold an 8 inch saw blade; (6) a hand drill stock with a chuck for holding round shank drills from 0 to ³⁄₁₆ inch in diameter.
(7) Four Morse twist drills ¹⁄₁₆, ³⁄₃₂, ¹⁄₈ and ³⁄₁₆ inch in diameter; (8) a 6 inch steel rule, graduated into 8ths, 16ths, 32nds and 64ths of an inch; (9) a machinist’s steel square with a 2¹⁄₂ inch blade; (10) a pair of 3 inch spring dividers; (11) a pair of 3 inch inside spring calipers; (12) a pair of 3 inch outside calipers; (13) a center punch; (14) a No. 1 set of screw cutting taps and dies, this set contains a stock or handle and five taps and five dies which cut ⁷⁄₆₄, ⁹⁄₆₄, ⁵⁄₃₂, ³⁄₁₆, and ⁷⁄₃₂ inch in diameter.
(15) A few files—flat, hand, round and half-round in shape and the smooth and second cut will be the most useful; (16) several screw drivers, small and large; (17) a soldering copper that weighs about ¹⁄₂ a pound; (18) a can of soldering paste, or you can make a soldering fluid yourself, and (19) an alcohol lamp, which I told you how to make in the last chapter, or a Bunsen burner if you have a supply of gas, and (20) a machinist’s vise. All of these tools are shown in Figs. 27 and 28.
[58]
 |
 |
||||
| TINNER’S SNIPS | SOLDERING COPPER AND ALCOHOL LAMP | ||||
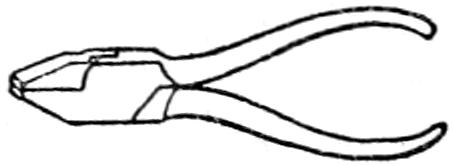 |
 |
 |
|||
| FLAT NOSE SIDE CUTTING PLIERS | FLAT NOSE PLIERS | ROUND NOSE PLIERS | |||
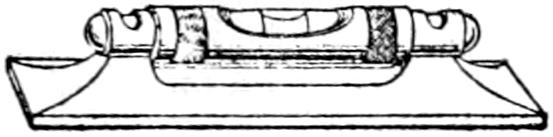 |
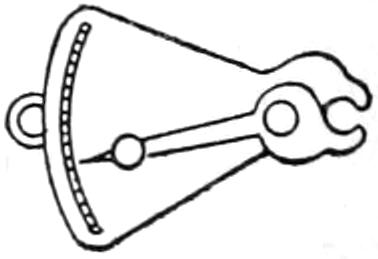 |
||||
| A BENCH LEVEL | A WIRE GUAGE | ||||
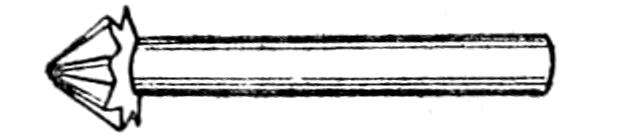 |
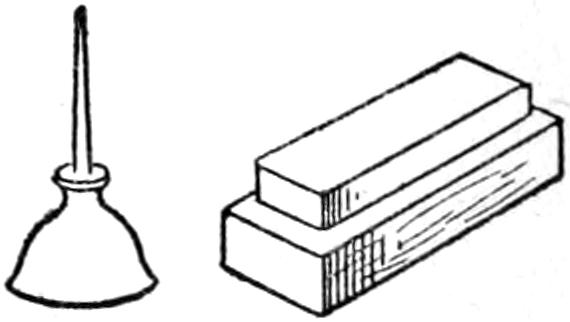 |
||||
| A ROSE COUNTERSINK | |||||
 |
|||||
| A TAPER REAMER | OIL CAN AND OIL STONE | ||||
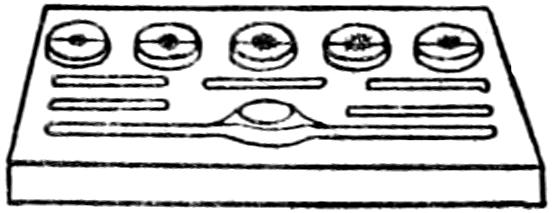 |
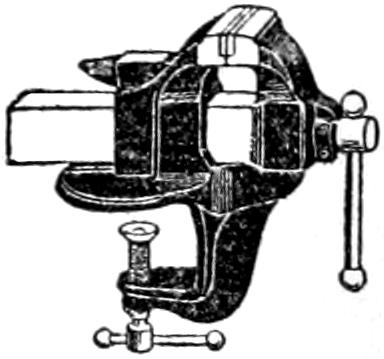 |
||||
| SET OF SCREW CUTTING TAPS AND DIES | MACHINIST’S VISE | ||||
Fig. 27. the chief metal working tools
[59]
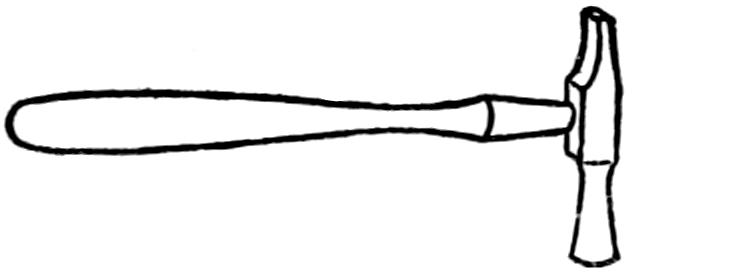 |
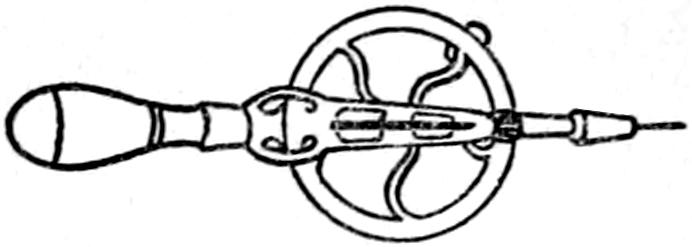 |
||||
| JEWELLER’S HAMMER | |||||
 |
|||||
| BALL PEIN HAMMER | HAND DRILL STOCK AND DRILL | ||||
 |
 |
 |
|||
| SPRING DIVIDERS | SPRING CALIPERS OUTSIDE | SPRING CALIPERS INSIDE | |||
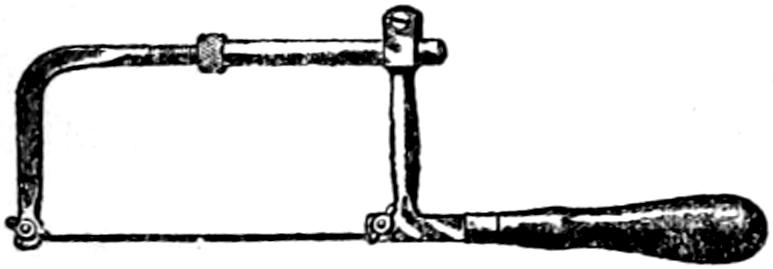 |
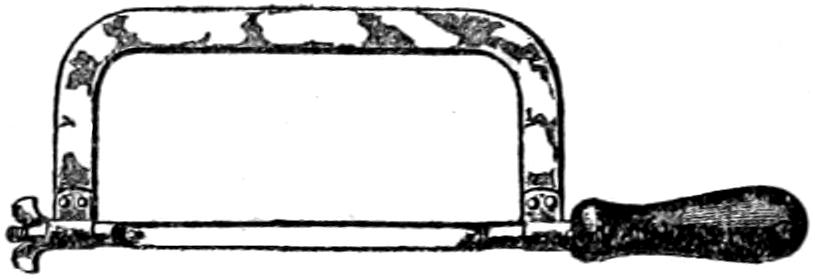 |
||||
| JEWELLER’S ADJUSTABLE SAW FRAME | HACK SAW | ||||
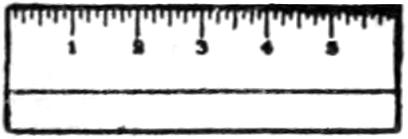 |
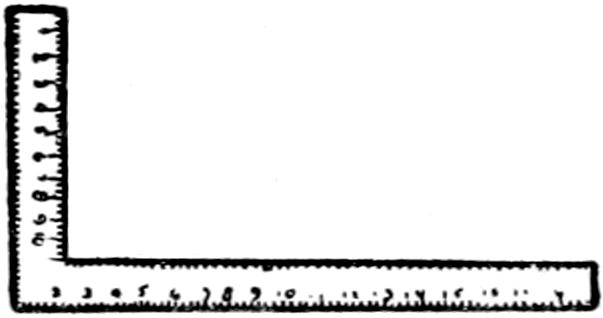 |
||||
| 6″ STEEL RULE | MACHINIST’S STEEL SQUARE | ||||
 |
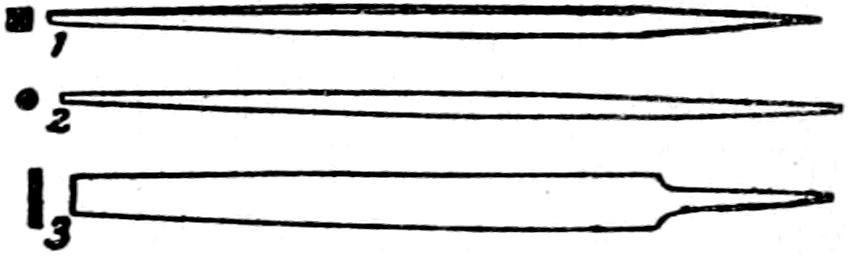 |
||||
| CENTER PUNCH | |||||
 |
1—SHELL SQUARE TAPER 2—ROUND OR RAT TAIL 3—HAND OR FLAT KINDS OF FILES |
||||
| COLD CHISEL | |||||
Fig. 28. some other metal working tools
[60]
—(1) When you want to rivet something use the ball pein end of the hammer to pound down the end of the rivet as this will spread it out in every direction evenly and you can make it nice and round. (2) Side cutting pliers are useful to hold and bend bits of metal with and to cut off pieces of wire as well. (3) Tinner’s snips are simply large powerful shears and you can cut sheet metal up to ³⁄₃₂ of an inch thick with an ordinary pair. When you cut a sheet of heavy metal with them let the lower blade and handle rest on your bench and you can get a better leverage on it. Metals that are thicker than ³⁄₃₂ inch must be sawed.
(4) While metals can be sawed by using a special saw blade in a scroll saw frame you should use a jeweler’s saw frame with jeweler’s saws for metal—I prefer the Fish Brand for fine work. (5) For heavier work use a machinist’s hack saw; put the piece of metal in a vise and have the part you want to saw close to the jaws of the vise so that it will not vibrate; use a little pressure on the outward, or cutting stroke,[61] and let up on it as you draw the saw back or you will dull the teeth.
(6) In using twist drills, and these are the only satisfactory kind for metal work, be mighty careful not to press too hard on the drill stock and don’t try to crowd the drill into cutting faster than it will cut at the speed with which it is turning. In drilling iron keep plenty of oil on the drill point.
(7) You can measure much more accurately with a steel rule than you can with a wood rule and whereas measurements in cabinet work down to ¹⁄₁₆ inch are close enough, for metal work it should not be more than ¹⁄₃₂nd of an inch, and for machine work make your measurements to ¹⁄₆₄th of an inch. (8) A small steel square is better in every way for metal work than a carpenters’ try square but you will find it quite expensive.
(9) The advantage of spring dividers over the ordinary kind is that you can set them very accurately and they will stay where you set them. In scribing a circle with a pair of dividers mark the center with your center punch first as this will prevent your dividers from slipping.
(10) Inside calipers are used for measuring the inside diameters of cylinders and the like, and, conversely (11), outside calipers are used for measuring the outside of anything that is round. In either case you measure the distance between the points of your caliper with your rule to find the diameter of the thing. (12) A center punch is always useful to make[62] a starting point in metal with, for it can’t be rubbed off or lost sight of.
(13) A set of taps and dies to cut screw threads with in metal of whatever kind is a joy forever. All metal work becomes easy if you have a set of these screw cutting tools and it is next to impossible to make things if you haven’t got them.
When you are cutting threads in a piece of metal with the tap, the hole in the metal must of course be a trifle smaller than the diameter of the tap; the tap is put into a handle called a stock and as you cut the threads in the metal don’t turn the stock continuously around but give it one complete turn forward and then half-a-turn backward and you will be less apt to break the tap.
The same method holds good when you are cutting threads on a rod with a die; in this case the rod must be a little larger than the hole in the die. In threading iron use plenty of oil on the tap or die, but for brass and the softer metals a lubricant is not needed.
(14) In filing work press down on the outward or cutting stroke and ease up on the file on the return stroke for the teeth of a file are set like the teeth of a saw, that is, so that the cut is made on the out stroke.
A small file can be held in one hand and the work you are filing in the other which can be rested on the edge of the bench but heavier work must be put in a vise and the file held firmly by the handle with one[63] hand and the end steadied and guided by the fingers of your other hand.
(15) In putting in a screw always use the largest size screw-driver whose blade will fit the slot in the head of the screw; this will prevent the blade of the screw-driver from twisting the edges of the slot out of shape.
(16) Before a soldering copper can be used, if it is a new one, it must be tinned, that is the point of it must be coated with solder. To tin it get a pine board about 1 inch thick, 4 inches wide and 6 inches long, and put some brown resin and bits of solder on it.
File off the copper until the point is sharp and it is bright and smooth; heat the copper and then melt the resin and solder on the board with it and rub the copper in them on all sides until a film of solder is formed on it.
(17) It is cheaper to buy a stick of soldering paste than it is to make it but you can easily and cheaply make a good soldering fluid by dissolving a teaspoonful of zinc chloride in an ink bottle full of clean water.
In heating the soldering iron keep it near the tip of the flame; if you use an alcohol lamp don’t have the wick too high and if you use a Bunsen burner adjust the openings in it until the flame is as nearly invisible as you can get it.
—The only metal working tools you will need to sharpen are the twist drills and these can be sharpened on a carborundum oil stone.[64] Hold the beveled edge of the drill point on the stone and move it to and fro, being very careful to keep the drill perfectly straight up and down while you are sharpening it.
—Like woods each metal has its especial uses and it will depend largely on what you are going to make as to the kind of metal you should make it of.
There are five chief metals and a couple of alloys, which are formed by melting and mixing two or more metals together, which you will find the most useful and I shall describe these for you in detail.
—This is the most useful metal we have. When it is pure it has a silvery color, is very tenacious, which means that it is tough; it is malleable, that is it can be hammered without cracking, and it is ductile in that it can be drawn out into wire without breaking.
It is hard to get pure iron for nearly all of it contains a small percent of carbon, silica, phosphorus, sulphur or other elements. These substances in iron give it different properties. For instance cast-iron has a large amount of carbon in it; this kind of iron is good to cast into molds but it cannot be hammered or drawn without danger of cracking or breaking.
Wrought iron has very little carbon or other substances in it and this makes it easy to work because it can be hammered or drawn. Steel contains more carbon than wrought iron but it has less carbon than cast iron; steel can be cast, forged, tempered and hardened by heating it red hot and then suddenly cooling it.
[65]
—This is a white metal that looks very much like silver, and it is so malleable that it can be hammered out into very thin sheets and which you know so well as tin-foil.
It is not found in very many places but the ancients called Britain the Tin Islands because they got it chiefly from there. What we ordinarily call tin is really tin plate, that is thin sheet iron coated with tin, and it is used as a covering for other metals because it does not rust or oxidize in air.
Tin is largely used in making alloys such as soft solder, type-metal, pewter, etc. It has a very low melting point.
—This is a bluish white metal and though it is sometimes found in a pure state it is usually found in combination with other elements.
When it is heated to different temperatures it behaves in various ways; for instance when it is cold it is quite brittle, but at 100 to 150 degrees Fahrenheit,[18] it can be easily rolled into sheets and rods; curiously though when it is heated to 200 degrees or over it gets brittle again.
[18] The Fahrenheit thermometer scale is the one generally used in this country. Fahrenheit was a German scientist who lived 200 years ago, and he invented the mercurial thermometer.
Zinc is easy to cut and when mixed with copper it forms the alloy we know as brass.
—This is the softest metal known and it has a bluish-gray color. It is very heavy and melts at a low temperature.
[66]
Lead was one of the earliest metals known and if you will read the Book of Job you will find it mentioned there. It has been used from time immemorial in making water-pipes, utensils, etc., and the ancient Romans made weights of it. Since it is so soft it can be easily hammered into any shape or it can be rolled or drawn.
It is also largely used in forming alloys with other metals, thus solder is made of 50 parts of lead and 50 parts of tin; type-metal is made of 80 parts of lead and 20 parts of antimony; and pewter is made of 25 parts of lead and 75 parts of tin.
—This metal is found in a pure state in large quantities around Lake Superior in the United States and in Chili, South America. It is a fairly hard metal of a reddish color, has a high luster, is malleable, and ductile.
Long before iron was known utensils and weapons for the chase and war were made of copper and copper tools have been found that were made by the ancients and tempered even as steel is tempered now, but the art was lost when iron came into use.
Copper is now largely used in the arts and trades as for the sheathing and bolts of ships, the conducting parts of electrical apparatus, in making alloys, such as bronze of which tin is the other metal. Copper is easily hammered and drawn but it is so tough that it is hard to saw and drill.
It does not oxidize in dry air but in moist air it gradually changes and takes on a layer of carbonate of[67] copper which gives it a very beautiful and artistic appearance and makes it look as if it was a thousand years old.
—This metal is found everywhere in nature but as it is never found free it is only in the last few years that it has been extracted in large quantities and cheaply enough to bring it into use.
It has a bright bluish white color nearly like that of tin and is the lightest common metal known.[19] It does not tarnish either in dry or moist air; it is malleable and ductile and as easy to work as brass but it is very hard to solder but there are soldering compounds on the market by which it can be soldered. Aluminum can be bought[20] in sheets of any thickness, or in rods or tubes of any size.
[19] Aluminum when mixed with magnesium makes an alloy called magnaleum and this is lighter than aluminum alone.
[20] Sold by the Aluminum Co. of America, 120 Broadway, N. Y.
—When two or more metals are melted together and mixed they form what is called an alloy.
—This well known alloy is made by mixing zinc with copper. There are twenty or more different kinds of brass but common brass is made of 36 parts of zinc and 64 parts of copper.
Brass is harder than copper and while it can be hammered and drawn it is not nearly as malleable or as ductile as copper. It can be sawed, drilled, threaded and machined easily and is about the best alloy you can use for making small parts of machines.
[68]
—All kinds of metals shrink when they cool after being run into a mold and so the edges of the castings are never very sharp.
Now type metal which is an alloy made of 80 parts of lead and 20 parts of antimony will expand and this is the reason why type is so beautifully clear and sharp. So if you want to cast little parts of machines and engines and the like you can do a good job by using type-metal. As it melts at a low temperature you can melt it in an iron ladle over the kitchen fire.
—This alloy, which is made of 75 parts of tin and 25 parts of lead, in Colonial days was much used for making all kinds of table-ware and household utensils and it will come into vogue again I hope. More will be said about this alloy and how to work it in the next chapter.
—Now that you know about tools and the properties of metals there are a few other little things which, if you will bear them in mind, will enable you to make nearly anything you want to. The first has to do with drawing and the others with working the metals themselves.
—To start out and try to make an object which you have in mind without sketching it on paper first so that you can see just what size to cut and shape it, and how it will look when you have finished it, is the first step toward being a disappointed boy.
When you get an abstract idea for a design or a[69] machine that you want to put in concrete form take a rule and compasses, pencil and paper and draw it out to scale, that is, make a drawing of it and mark the sizes, or dimensions, of each part just as it should be when the thing is done.
By roughly sketching the object, or, better, by making an accurate working drawing of it before you do anything else you will save time, patience and materials.[21]
[21] How to make working drawings is explained in Chapter V. Fuller directions will be found in Inventing for Boys, by the present author, published by Frederick A. Stokes Company, N. Y.
—After having traced or otherwise marked out the design or shape you want on the sheet of metal with the sharp point of your center punch or an awl, or scribed it with your dividers you can cut it out with your snips if the sheet is thin enough. If it is too thick to be sheared then saw it out with your jeweler’s or hack saw.
Should you want to make a hole or an open design of any kind in thin sheet metal you can easily punch it in with your center punch, or cut it out with a stencil cutter’s chisel, which is simply a very sharp cold chisel.[22] But should the metal be too thick to punch or cut in this way drill a small hole in it and you can then saw out the part with a jeweler’s saw frame and blade just as you would saw out a piece of wood with a scroll saw, though you may have to hold the metal in a vise.
[22] See Chapter VIII.
—The next thing to do[70] after having cut out the different pieces of metal is to put them together. The way you do this will again depend very largely on the thickness of the metals, but in any event where the pieces meet, a seam or a joint must be made.
 |
 |
 |
| A—LAP SEAM | B—GROOVED SEAM | C—LAP SEAM RIVETED |
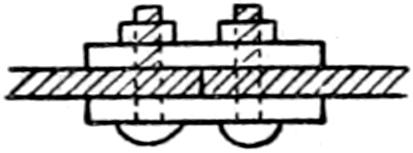 |
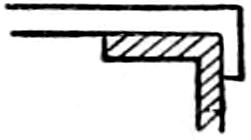 |
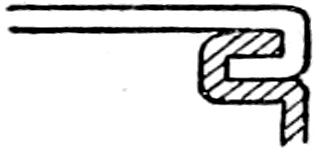 |
 |
| D—BUTT JOINT BOLTED | E—BOX LAP JOINT | F—BOX GROOVED SEAM | G—BUTT & PIECED JOINT |
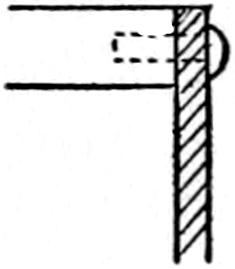 |
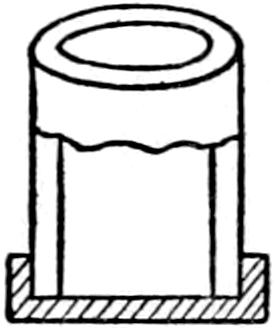 |
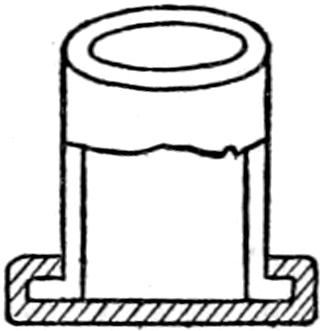 |
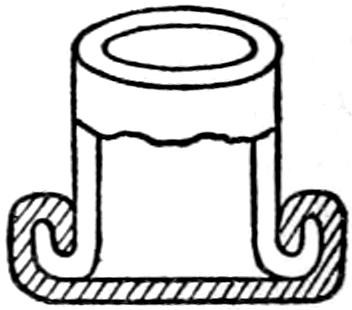 |
| H—CORNER BUTT JOINT SCREWED | I—CIRCULAR LAP SEAM | J—CIRCULAR FOLDED SEAM | K—CIRCULAR OVERFOLD SEAM |
Fig. 29. how metal seams and joints are made
If the metal is thin the pieces can be lapped and then soldered or riveted together as shown at A in Fig. 29 or you can make a folded seam as shown at B. If, however, the metal is thick you can make a lap seam and either rivet or bolt it together with screws having nuts on them as shown at C.
A strong butt seam can be made by hard soldering or brazing the edges together but it takes a hot flame and considerable skill to do a good job of this kind. Another way to make a butt seam of two thick sheets[71] of metal is to lay them with their edges together and then rivet a strip or plate on both sides of them as shown at D.
In making corner joints one or both edges of the sheet should be bent over as pictured at E when they can be soldered, riveted or bolted together; or a grooved seam can be made as shown at F if the metal is thin enough.
If the pieces of metal are say ¹⁄₁₆ inch or more thick you can put a three cornered piece of metal in the corner and drill and thread it so that the pieces which form the butt joint can be screwed to it as shown at G, or if one of the pieces is thick enough you can drill and thread it and screw the other piece to it as shown at H.
When putting ends on tubes and cylinders you can make a circular lap seam as shown at I, or a circular folded seam as at J or a circular overfolded seam as shown at K.
—The great secret in soldering metals is to have them perfectly clean and then if you use the right kind of flux and the proper solder you will not have any trouble.
—After you have cleaned the surfaces to be soldered you must use a flux to prevent the metal from oxidizing and to make the solder stick. Different metals require fluxes of different kinds.
When soldering bright new tinware use powdered resin for the flux, but if the parts are old then scrape[72] and clean them well and use a flux of zinc chloride solution. To make it dissolve 5 cents’ worth of zinc chloride—which is muriate of zinc—in a small clean inkbottle full of warm water; or you can make the muriate of zinc by dissolving some zinc clippings in muriatic acid and to make the soldering fluid add some water to it.
This kind of a soldering fluid is a good flux for tin, iron, steel, brass and copper. It is good for all ordinary work but it must be washed off from iron or steel as it will rust them very quickly. To solder copper sal ammoniac can be used.
The only kind of a flux to solder zinc with is a solution made of 10 per cent. of muriatic acid and 90 per cent. of water. For lead, pewter and any alloy with lead in it use tallow, Gallipoli oil or Venice turpentine. Resin can be used successfully for all metals provided they are scraped bright and clean before they are soldered.
—Just as certain metals require given fluxes so also do these metals need special solders.
For soldering tinware a fine tinner’s solder made of 1 part of tin and 1 part of lead flows best. For soldering lead use a fine plumber’s solder which is formed of 1 part of tin and 2 parts of lead. To solder pewter which melts at a low temperature use a pewterer’s solder which is composed of 3 parts of lead and 1 part of bismuth.
—Where two pieces of metal are to be fixed together so that they can be taken apart[73] again, machine screws with nuts on them, or bolts,[23] will be found useful.
[23] Machine screws and bolts for model work can be bought of Luther H. Wightman, Boston, Mass.
A good kind of rivet for small work is known as tinner’s rivets; they are made of iron and have a length of ⁵⁄₃₂ of a inch. Now a rivet can either be hammered down so that the point spreads out and forms a burr, or a washer, which is called a burr, can be slipped down over it and the end then peined down. Copper-rivets as small as ¹⁄₄ inch in length can be bought at most hardware stores.
—To bend a metal sheet put it on a wood or metal form and pound it into shape with a wooden mallet.
The edges of a piece of sheet metal can be bent either by pounding it over the sharp corner of an iron bar, or if a very small part is to be bent use a pair of round or flat nose pliers. A thick piece of sheet metal can be bent by putting it in your vise and pounding over the edge with a hammer.
—Of course all the rough parts must be smoothed up with a file; then use emery paper or emery cloth to rub out the file marks and finally finish off the surface by polishing it with crocus[24] put on with a cloth.
[24] Crocus is a powder made of iron rust.
—Many things that you make of metal can be greatly improved in appearance by coloring them.
[74]
—First polish the articles and clean them by immersing them in a hot solution of caustic soda. Now put the screws, or whatever it is you want to blue, in an iron pan half full of dry, clean sand and heat them over a fire.
Keep moving the articles around with a pair of tweezers until they are the color you want them and then drop them into clean oil.
—Polished pieces of brass can be given a fine color by putting them in a solution made as follows:
Stir 1¹⁄₂ drams of antimony sulphide,[25] 2 ounces of calcined soda in ³⁄₄ of a pint of water; to this solution add 2¹⁄₄ drams of kermes. Stir well, filter it and then mix it with 2¹⁄₄ drams of tartar, 5¹⁄₂ drams of hyposulphite of soda dissolved in ³⁄₄ pint of water when it is ready to use.
[25] This and all other chemicals can be bought of Eimer and Amend, Fourth Ave. and 18th Street, New York.
—Make a solution of 2 ounces of copper sulphate, ¹⁄₂ an ounce of sal ammoniac and 25 ounces of water. Suspend the articles to be greened in the solution and boil it until you get the color you want.
—First clean the articles thoroughly; then mix ¹⁄₄ ounce of iron rust and ¹⁄₄ ounce of white arsenic in 4 ounces of muriatic acid. Use a brush and paint the articles with this solution until it takes on the proper dull appearance. Then wipe it off, oil, dry and lacquer it.
[75]
—Hang the brass articles in a boiling solution of caustic potash, wash them off in clean water and dip them in nitric acid until the oxide is gone, wash them again and throw them in sawdust to dry; heat them a little and lacquer while they are warm.
—To lacquer a brass or a copper article dip it in a weak solution of sulphuric acid and water and then wash it in clean water. Next put the article on a piece of sheet iron and heat it over a gas jet or in an oven.
It must not be heated enough to color it but just so that when you place your moistened finger to it it will sizzle; now put on the lacquer and this can be done by brushing the article over with a camel’s hair brush or by dipping the article into the lacquer.
—Put 1 ounce of tumeric powder, 2 drams of annatto and 2 drams of saffron into 1 pint of alcohol.
Let it stand for a week or 10 days and shake it often; pour the clear liquid into a bottle and put in 3 ounces of yellow shellac; let it stand for a couple of weeks more; shake it often and pour off carefully. Then you can put it on. Lacquers can be bought ready made from Hanson and Van Winkle, Dealers in Electroplating Supplies, Newark, N. J.
[76]
A very pretty and most useful kind of ornamental iron work came into vogue in Venice, Italy, a long time ago, and as it is easy to do and you need only a few tools and inexpensive materials to do it with, you ought to try your hand at it.
Venetian iron work consists of bending thin, narrow strips of wrought iron into scrolls and other shapes and then fixing them together with little iron clamps called binders.
In this way objects such as egg boilers, candlestick sconces, lanterns and brackets to hang them on, photograph frames and helpful and artistic creations without end can be made.
—You will need very few tools for making Venetian iron work and these are (1) a pair of flat nose 5 inch pliers;[26] (2) a pair of round nose 5 inch pliers; (3) a box-wood four-fold, 2-foot rule; (4) a vise; (5) a pair of tinner’s snips[77] and (6) a small riveting hammer, all of which are shown in Fig. 27.
[26] This means that the pliers are 5 inches long.
—The work is made of ¹⁄₃₂ inch thick soft iron strips and this can be bought[27] in four different widths, namely ¹⁄₈, ³⁄₁₆, ¹⁄₄, and ³⁄₈ inch.
[27] Complete manual training outfits for Venetian bent iron work can be bought of Hammacher, Schlemmer and Co., Fourth Avenue and 13th St., New York.
In general it is the best practice to use the ³⁄₁₆ and ¹⁄₄ inch wide strips for all designs except the smallest and largest. The strip iron comes in coils of 50 feet and the prices range from 16 cents to 25 cents a coil.
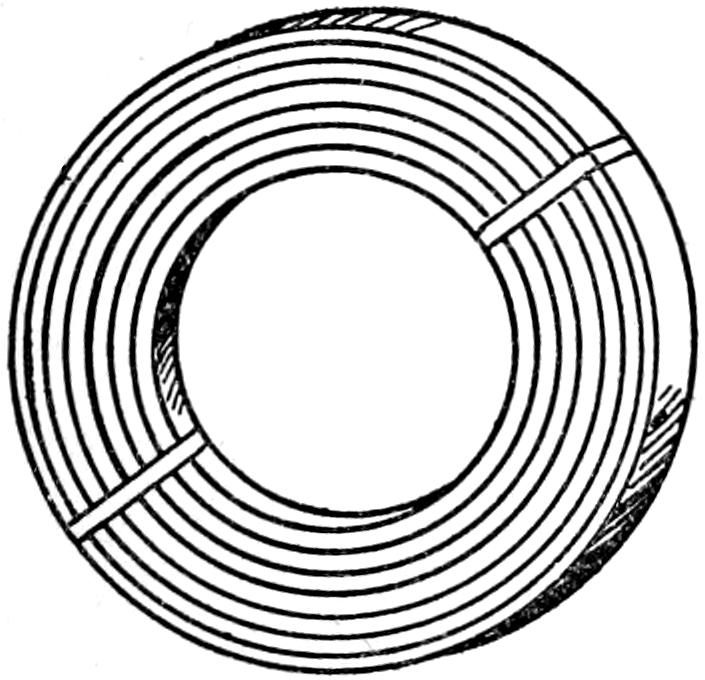 |
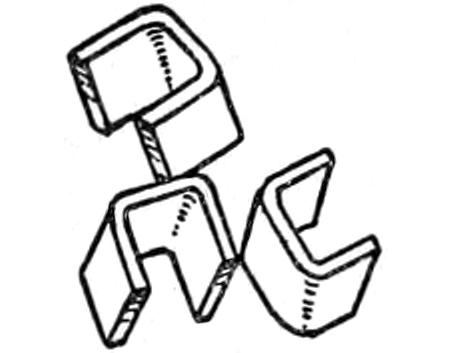 |
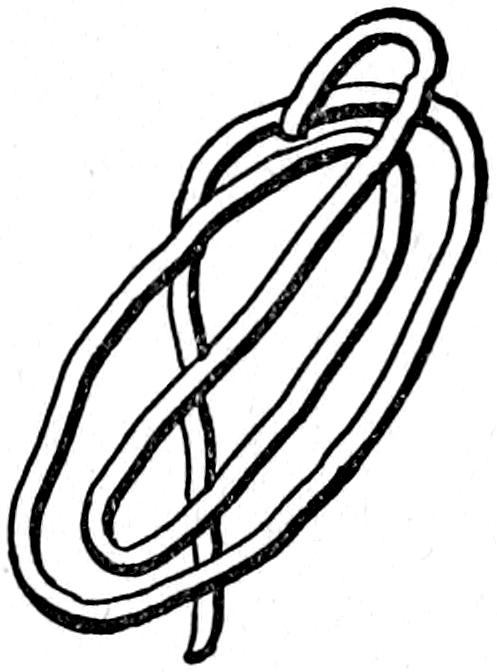 |
| BINDERS | ||
| COIL OF WROUGHT IRON STRIP | LEAD WIRE FOR MEASURING |
Fig. 30. materials you need for venetian iron work
Then you will need a package of binders—these are merely bits of strip iron cut off and bent as shown in Fig. 30, they come in four widths and cost about 10 cents a hundred. Also get a couple of 3 foot pieces of lead wire for with these you can quickly form the scrolls and circles you intend to make of iron, then straighten them out and accurately measure off the[78] length of iron you need. They cost 5 cents a strip.
—Making a Simple Design.—The first thing to do after you get your tools and materials together is to draw on a sheet of paper the object you are to make of bent iron.
—This is a good piece of work to start with because it is formed chiefly of straight lines. Draw a plan of it as shown in Fig. 31, full size and then measure the frame and the inside strips—you will observe that there are two of the latter—and find out exactly how long each strip should be.
Now measure and cut off three strips of iron and allow an extra inch for lapping the long strip that forms the frame. This done mark off the points where the strips are to be bent and use your flat nose pliers to bend the sharp corners and your round nose pliers to bend the curved parts of the frame.
Lap the ends of the strip forming the frame on the side ¹⁄₂ an inch, fasten the joint by putting a binder on it with your pliers and a light tap with your hammer will tighten it up.
Now if you will look again at Fig. 31, you will see that one end of the right inside strip projects up and beyond the rest of it and this end sets in the handle of the frame and strengthens it; put a binder on each place where it is shown in the drawing including the handle. Fix in the left inside bent strip with binders and put the binders on so that the rough ends will be[79] inside, file down the rough places, rub the toaster all over with a piece of fine emery cloth until it is nice and smooth, rub it with some sweet oil, polish it off with a soft cloth and then present it to Pietro or Hilda or Wo Nang Fong or whoever it is that presides over the kitchen.
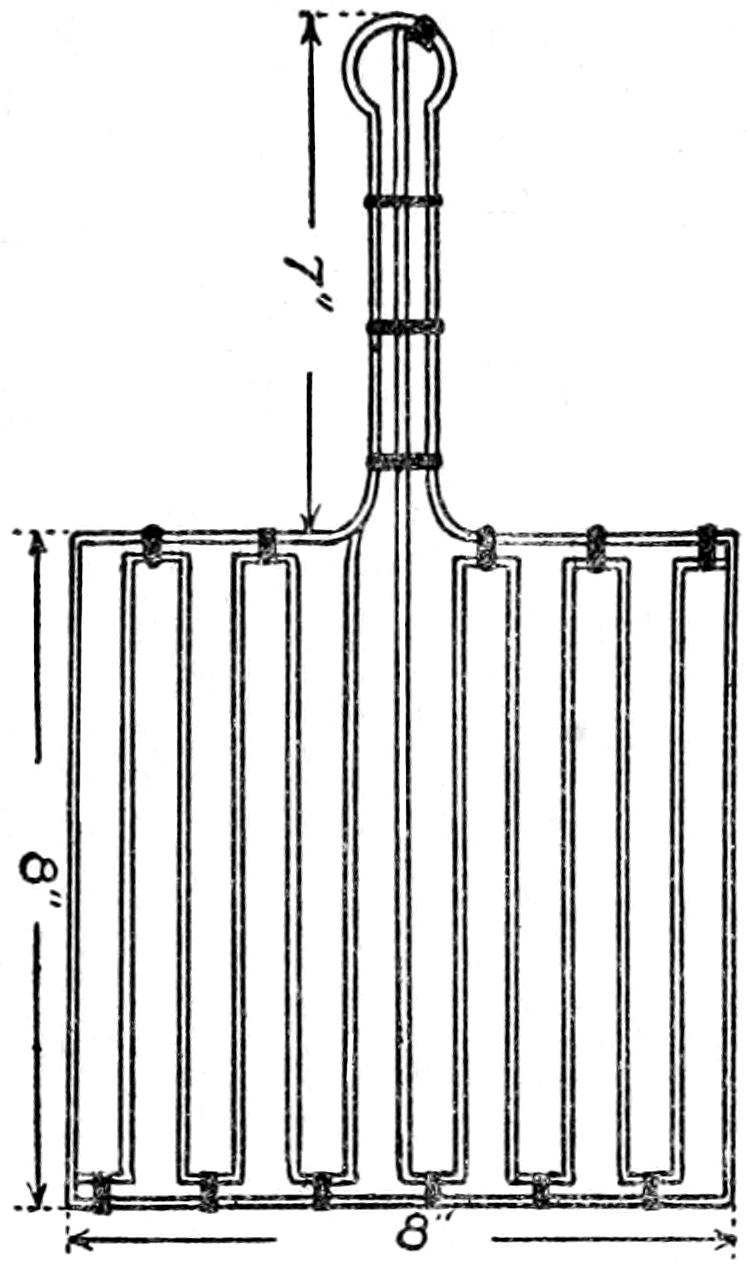
Fig. 31. a useful bent iron toaster
—Having made the toaster you are ready to try your hand at something a little harder and a good design for your next piece of work is an egg boiler.
The picture may look a little complicated but as a matter of fact there is very little to it. There are only three parts to the egg boiler and these are (a) the egg holders; (b) the legs, and (c) the handle. Each of[80] the four egg holders is formed of a ring or strip of iron just large enough so that an egg will slip through it; lap the ends and put on a binder to hold the joint tight.
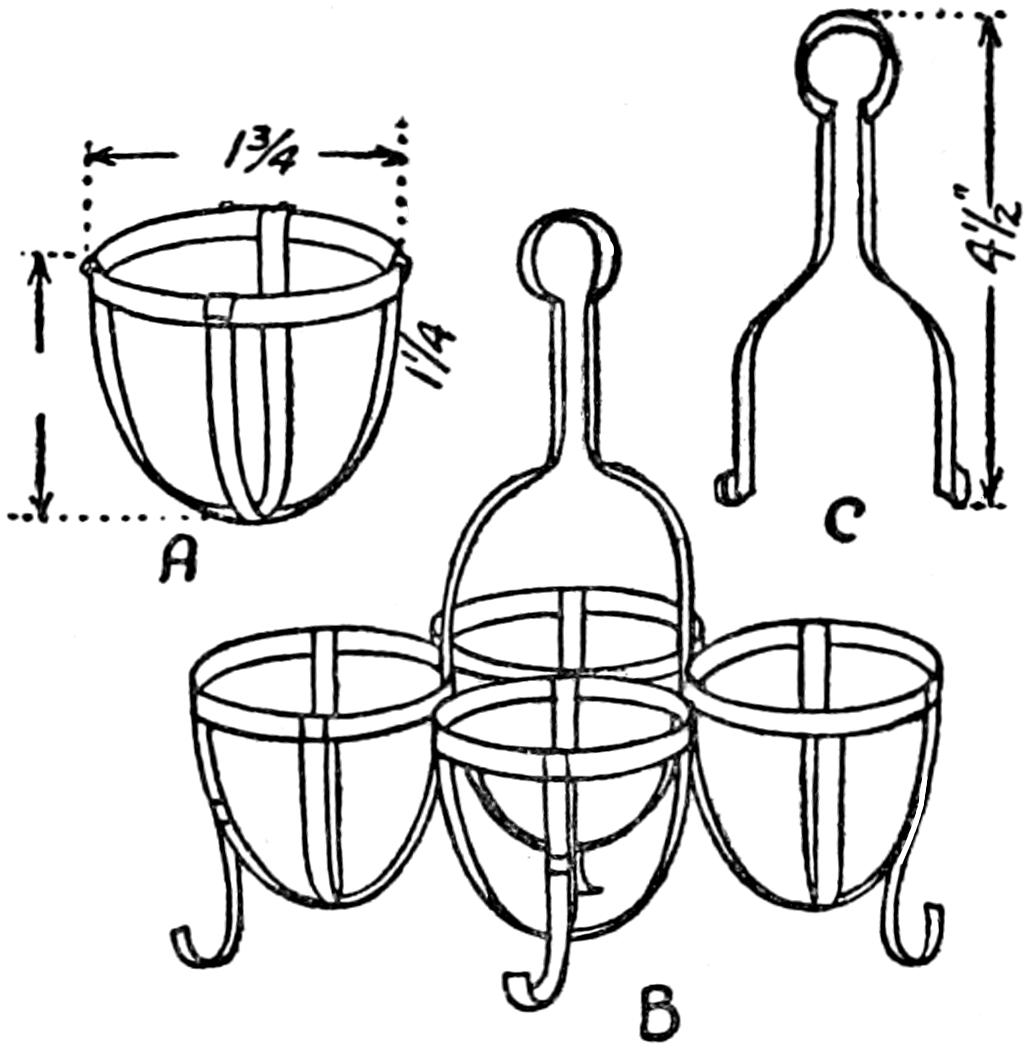
Fig. 32. how make an egg boiler
Mark, cut off and bend the ends of two strips over ¹⁄₂ an inch, for the half ovals on which the egg rests and then bend the strips to fit the shape of the egg. This done, loop the ends of each half oval over the ring and press them down hard with your pliers to hold them in place. The way an egg holder is made is shown at A in Fig. 32.
Each leg is a short strip bent over and pressed on to the top of the ring. It is made rigid by putting a binder on it and to one of the half ovals as shown at B. To make the handle take a piece of lead wire and bend it to fit the outline shown at C; then straighten[81] it out and cut off a strip of iron of the same length. Bend the ends of it over ¹⁄₂ an inch and shape it up with your round nose pliers.
Now join the four rings together with binders and loop and press the ends of the handle on to the rings that are furthest apart as shown at B. File, rub up and polish the egg boiler and give it to the chef with your compliments.
—To make this plate holder you will have to add a hand drill, a ¹⁄₈ inch twist drill, and a center punch—which are described in Chapter III—to your list of tools.

Fig. 33. an artistic venetian plate holder
The plate holder is of more simple construction than the egg boiler but as you have emerged from the[82] kitchen into the dining room you will have to do a very fine job. It consists of four legs as shown in Fig. 33, riveted to a ring.
Draw the design on paper full size and this will depend on the diameter of the plate it is to hold. Find the length of the legs with your lead wire and measure and cut off the strips of iron accordingly. Likewise find the length of iron strips it will take for the ring and allow 1 inch or over for the lap joint.
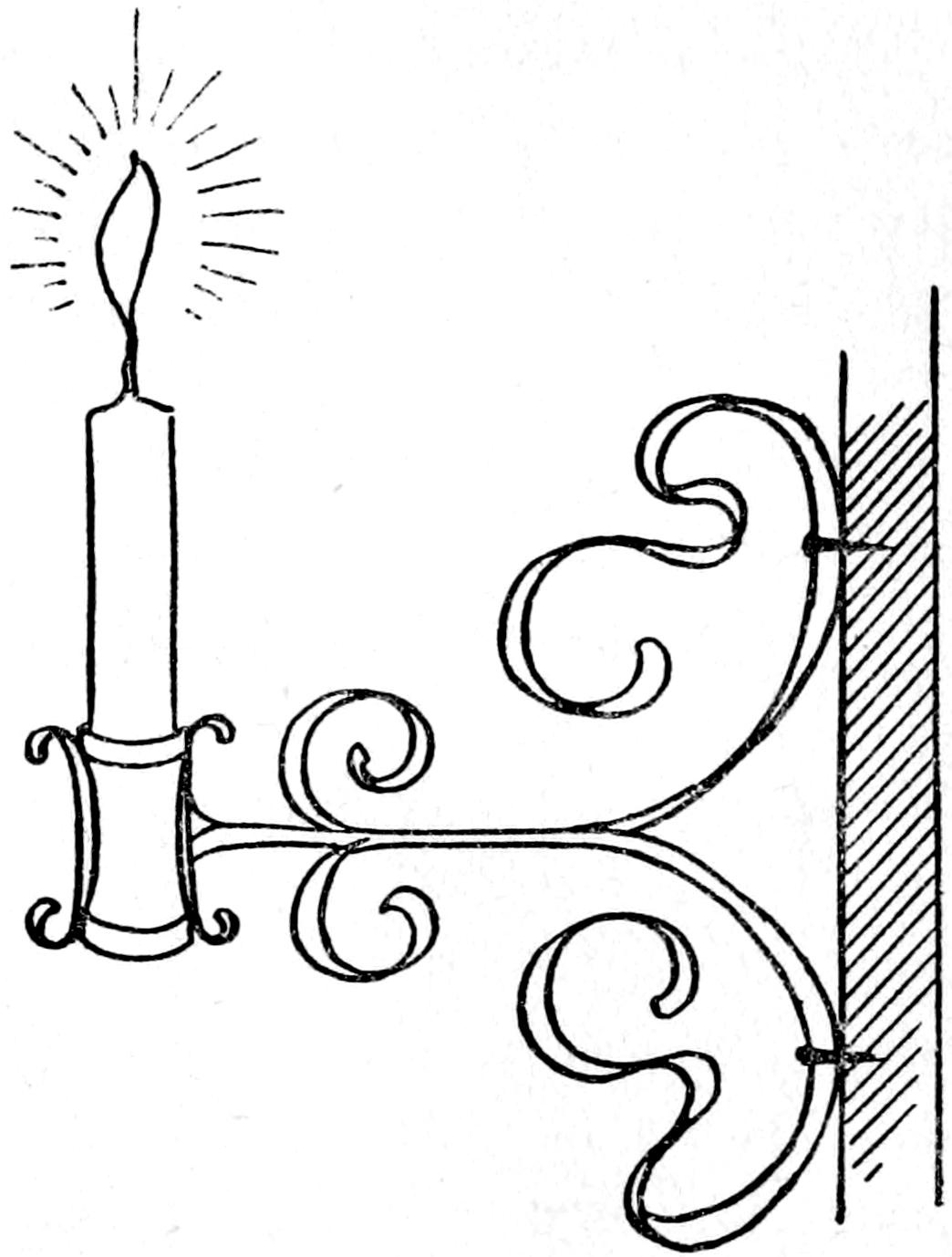
Fig. 34. a sconce for a candle
Now drill ¹⁄₈ inch holes in each strip you intend to use for the legs, half way between the top and bottom of it and drill four holes in the ring at equi-distant[83] points. Bend the strips into the artistic curves shown, using, of course, your round nose pliers to do it with, and bend the ring over a round form—a broomstick will do, but a larger form will work better.
Finally rivet the legs to the ring and see to it that you make a good job of it; slip the top of the legs into place over the plate and you will have a piece of Venetian iron work you can be proud of.
You can design and make pretty bent iron stands for vases in a manner very like that used for the plate holder; card racks, photograph frames, lamp shades, etc., can be made in the same manner; and as you become more adept at the work you can point and shape up the iron by heating it in an alcohol lamp, or a Bunsen burner and hammering it. When you can do this you will be able to make a sconce, that is, an ornamental mural[28] bracket for holding a candle as shown in Fig. 34.
[28] Mural means anything that is supported by or has to do with a wall.
Further you can twist and weave the iron strips for the sides and doors of boxes and book-cases and either line them with silk or put stained glass back of them. In fact the most beautiful things imaginable can be wrought from bent iron strips especially when rivets are used to put the work together.
—Get 25 cents’ worth of japan gold size and 10 cents’ worth of pure drop black ground in turpentine and mix them together.
[84]
If it is too thick thin it with turpentine and put it on with a soft brush. When dry it will be dead black and neither air nor moisture will spoil it.
Repoussé (pronounced re-poo′-say) is a French word and means to form in relief, and repoussage (pronounced re-poo′-sazh) is the word you want to use when you mean the process of producing designs in relief on sheet metal by hammering it on the back.
—Very few tools are needed for this kind of work but it is important to use the right kind.
The repoussé hammer is a jeweler’s hammer which has one end, or face of it flat and the other rounded like a peining hammer; it is shown in Fig. 35.
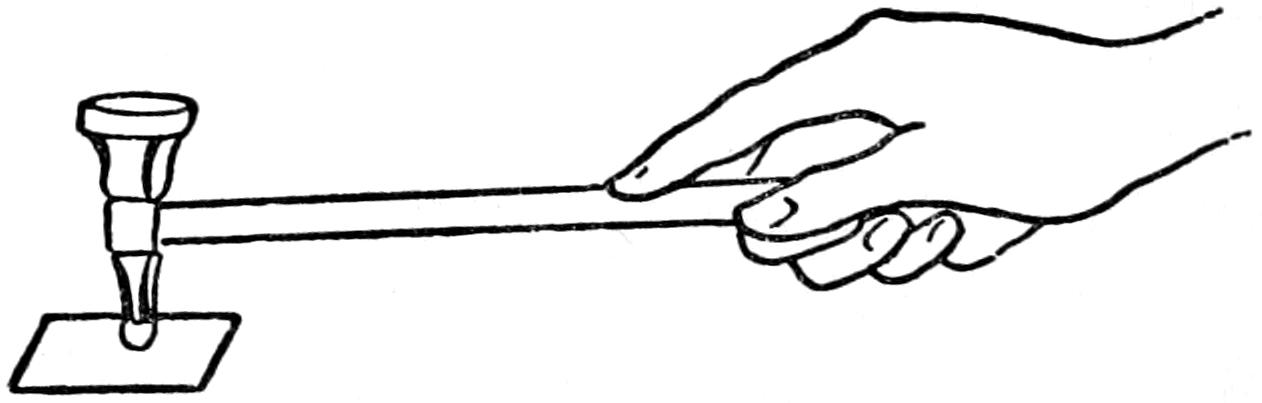
Fig. 35. how to hold a repoussé hammer
Then a number of blunt chisels and markers called repoussé tools as shown at B, Fig. 35, are needed to emboss the design in the sheet metal. These tools cost about 30 cents apiece and a set of eight or ten tools will serve you well. For the bolder parts of the work[85] boxwood punches can be used but steel punches are always used for the finer work.
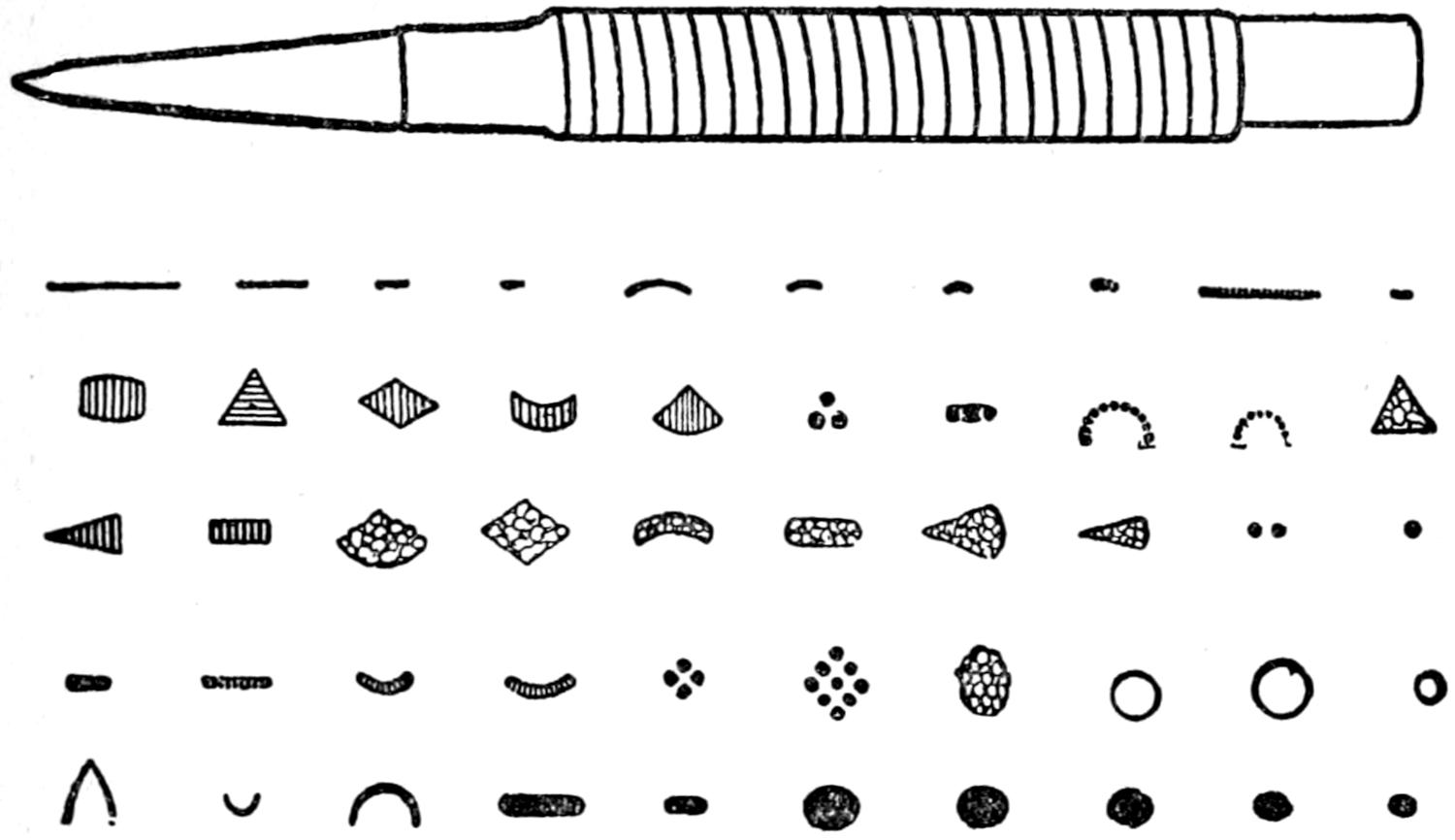
Fig. 35b. a punch and punch designs for repoussé work
—The kind of metal that is easiest to work is cold-rolled sheet copper[29] No. 32 Brown and Sharp gauge, but brass, aluminum and pewter can also be hammered.
[29] Can be bought of Patterson Brothers, Park Row, New York, or of the Frost and Adams Co., Cornhill, Boston, Mass.
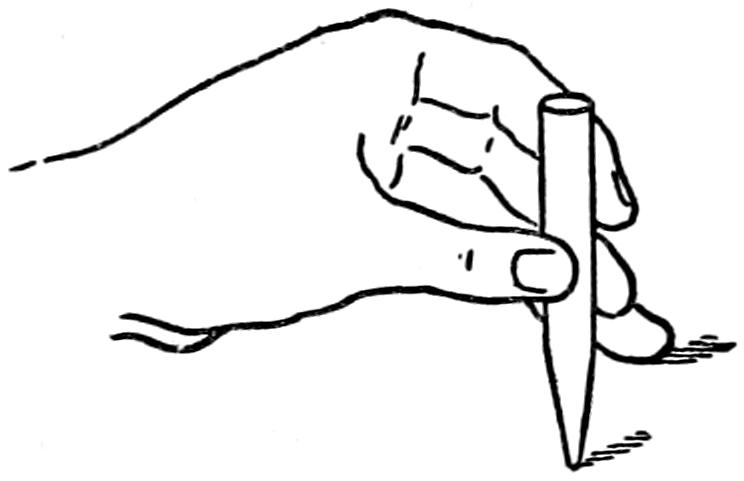
Fig. 35c. how to hold a repoussé punch
To get the work ready fasten the piece of sheet metal to a wooden block with a cement made as follows:[86] melt 1 pound of Burgundy pitch in an iron pan, or skillet, and stir in 1 pound of dental plaster of paris,[30] until they are thoroughly mixed. Then put in a tablespoonful each of tallow and of resin which will make the cement stick better.
[30] This is very fine plaster and can be bought of any dentist.
Take a board 1 inch thick, 10 inches wide and 12 inches long and make a tray of it by nailing a strip of wood around it so that it is ¹⁄₂ an inch higher than the surface of the board. Pour the cement while it is still hot on the board and press the sheet of metal hard down on it; let it get cold when it will be firmly cemented to it.
—After you have drawn the design on the sheet of metal either with a pencil or by means of transfer paper you can begin to trace the design by punching it with the straight and curved edge chisels.
To hold a chisel right, grip it between your thumb and index finger, let your next, or medius, finger lie gently on the shank of the tool and your third, or annularis, finger rest on the sheet of metal as shown at C in Fig. 35.
The handle of the hammer is long, thin and springy and you hold it by the end with your index finger laying on it as shown at A in Fig. 35. Do not strike the tool hard or the punch may go clear through the metal sheet but instead give it a succession of light, gentle taps at the rate of about 100 a minute or so and you will make the tracing nice and even.
[87]
—After you have traced the outline of the design with the chisels hold the plate over an alcohol or a Bunsen flame and when it is hot enough you can take it off of the cement.
Then cement it to the block again, but this time put the other side down. Now use your boxwood or steel punches and hammer the copper, or other metal, into bold relief or you can matt the ground with any one of the numerous punches shown at B.
 |
 |
||
| THE RING FOR THE CANDLE | |||
 |
|||
| THE CANDLESTICK WHEN DONE | |||
| THE DESIGN ON THE METAL | |||
Fig. 36. a repoussé candlestick
—This is a good piece of work for you to start with because it is at once simple, artistic and more or less useful. To make it, cut out a sheet of brass 6¹⁄₂ inches square and draw a spider and his web and a poor little fly or two making a bee-line for it as shown at A in Fig. 36.
Punch the outline with your chisels and raise the bodies of the insects with your molding tools. The[88] ground can be left flat or you can put it in with a marker. When you have the bossing done scallop the edges with your snips and bend them up so that it is 5 inches square.
For the handle cut a strip of brass ³⁄₄ inch wide and 4³⁄₄ inches long; raise the middle of it by hammering it in a groove cut in a block of hard wood; bend it and then rivet it to a corner of the brass sheet.
To make the ring which holds the candle cut out a strip of brass 1 inch high and 3 inches long and cut out three tongues as shown at B. Scribe a circle in a corner of the sheet of brass, cut three slots on it, slip the tongues through the slots and bend them over.
Rub the candlestick all over with some brass polish and then cover the bottom with a piece of green billiard cloth if you can get it, or any other kind you may have at hand. It is shown complete at C.
—The front of this frame can be made of brass, copper or German silver and the back of it can be made of a sheet of tin or brass.
You can make the frame round, oblong or square and with a round or an oval opening in it to suit your fancy. Suppose you make the outside of it 7 × 9 inches and the oval opening 3¹⁄₂ × 5 inches as shown at A in Fig. 37. Draw or transfer the design to the surface of the metal and work it into shape as I have previously described.
Do not cut the opening or trim the metal sheet to the size you want them until after you have hammered[89] it as this draws the metal out. After you have finished the front make a back for it of sheet tin or brass, 5 inches wide and 6 inches long, and bend over the edge of one end and both of the side edges ³⁄₈ inch as shown at B.
Solder the edges to the back of the frame and then solder a stay, or stand on the back of it. This completes the frame and the photograph can be slipped in it between the front and the back.
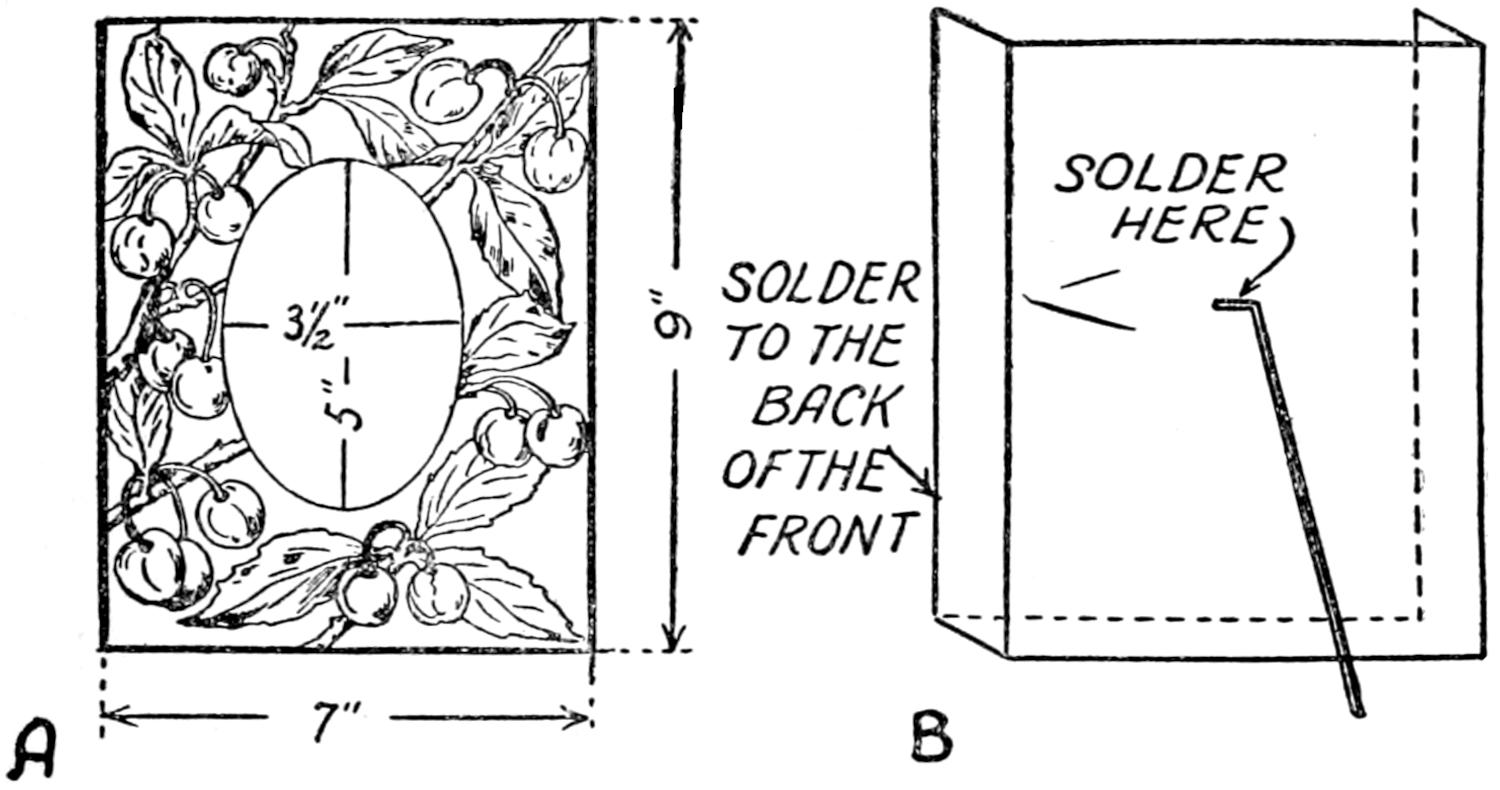
THE HAMMERED FRONT
THE BACK OF THE FRAME
Fig. 37. a repoussé photo frame
—To clean any of these metals mix some powdered rotten stone with some machine oil and rub them with a pad made of a soft flannel rag.
To polish wipe off the rotten stone and oil perfectly clean and then rub the work with a chamois skin dampened with alcohol and on which you have put some red rouge.
[90]
—You will find recipes for finishing articles in these styles in Chapter III.
This is by all odds the simplest and easiest of all art metal work and you won’t need any practice to make a good job; then the tools and materials cost but very little and the finished work is really pretty.
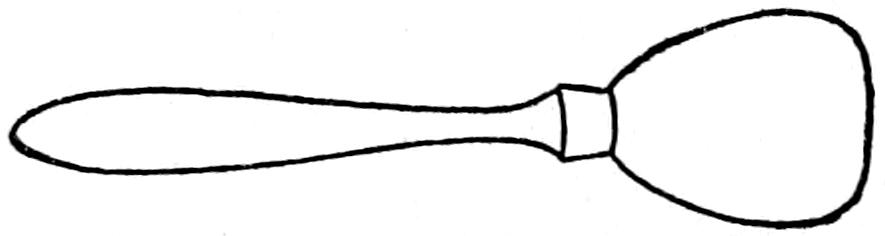 |
|
| THE MALLET | |
 |
|
| A TRACING POINT | |
 |
 |
| a MODELING TOOL | |
 |
THUMB TACK |
| b MODELING TOOL | |
 |
 |
| STIPPLING AWLS |
Fig. 38a. the tools you need for pierced brass work
—These are very few indeed and include (1) a pear-shaped mallet for stippling; (2) a tracing point; (3) a couple of modeling tools; (4) an awl with a tempered point, and (5) a metal folder, all of which are shown at A in Fig. 38.
You will also need (a) a sheet of designs; (b) a sheet of carbon, or impression paper; (c) a dozen or[91] more split shanks to fasten the edges of the work together; (d) a drawing board about 12 × 18 inches on the sides of which the sheet metal is tacked while you are working it, and (e) some thumb tacks for tacking the work to the board.
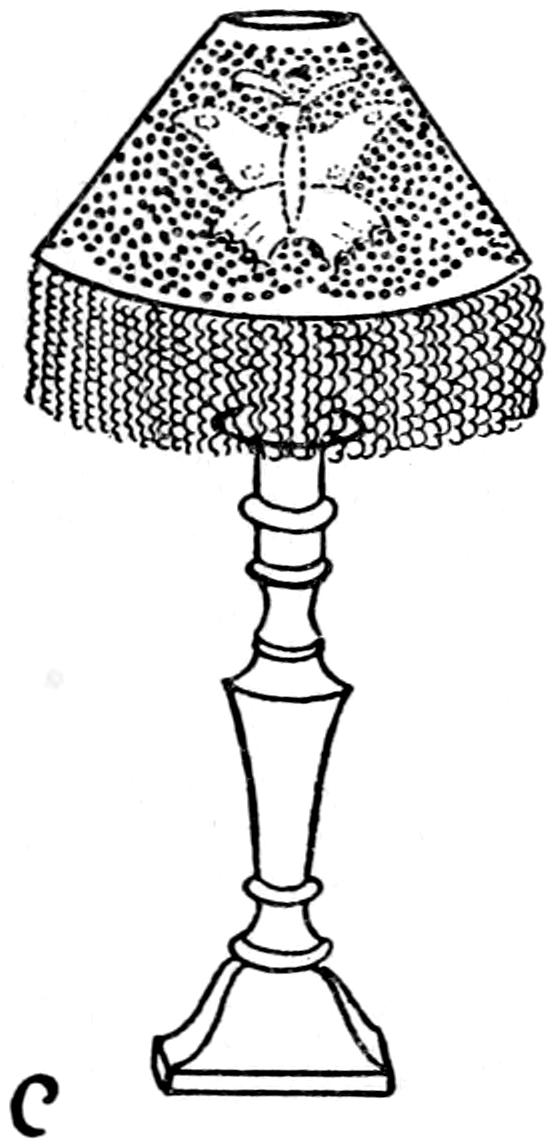 |
|
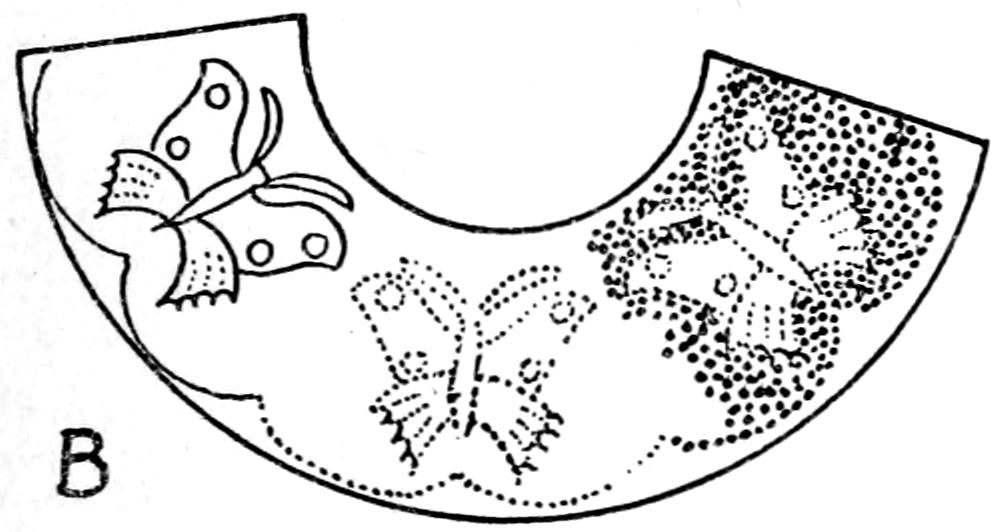 |
|
| A CANDLE SHADE | |
| THE FINISHED CANDLE SHADE |
Fig. 38b. a pierced brass candle shade
You will need too, of course, the sheet metal and this can be of brass, copper or German silver and you can buy sheets of these metals that are already cut out for candle shades, lanterns, photo-frames and numerous other articles with the designs marked on them ready to use[31] or you can buy the sheet metal and the[92] designs separately and then transfer and cut them out yourself.
[31] All tools and materials for pierced metal work can be bought of Frost and Adams, Boston, Mass.
An outfit for pierced brass work can be bought for as little as 60 cents and you can buy any number of brass or copper cutouts with the designs stamped on them for 25 cents each, or of German silver for 50 cents each.
—The first thing to do is to lay the sheet of metal with the design on it on your drawing board and fasten it there with thumb tacks.
Now with your stippling awl punch little holes about ¹⁄₁₆ inch apart all along the outline of the design. The background is then stippled with the awl, that is, dotted all over but not punched through, and the closer the dots are the prettier it will look.
Use a small modeling tool to put the veins in the leaves and after you have done this use a larger modeling tool and shape up the leaves or whatever the design may be.
To do this grip the tool in your hand and press it hard on the edge of the leaf and force it in toward the vein and at the same time ease up on it. This is all there is to the actual work of piercing brass.
After you have made the design take some brass polish, put it on a little wad of cheese cloth and rub off the remaining marks and then polish it with a clean cloth.
Since the brass or other metal for pierced brass work is very thin you will have to back it up with thin[93] wood, although candle shades and other small articles can be used as they are. A design for a candle shade is shown at B and the finished candlestick at C, while one for a toast panel that can be hung on the wall with a Venetian bent iron hanger which I described on page 76 is shown at D.
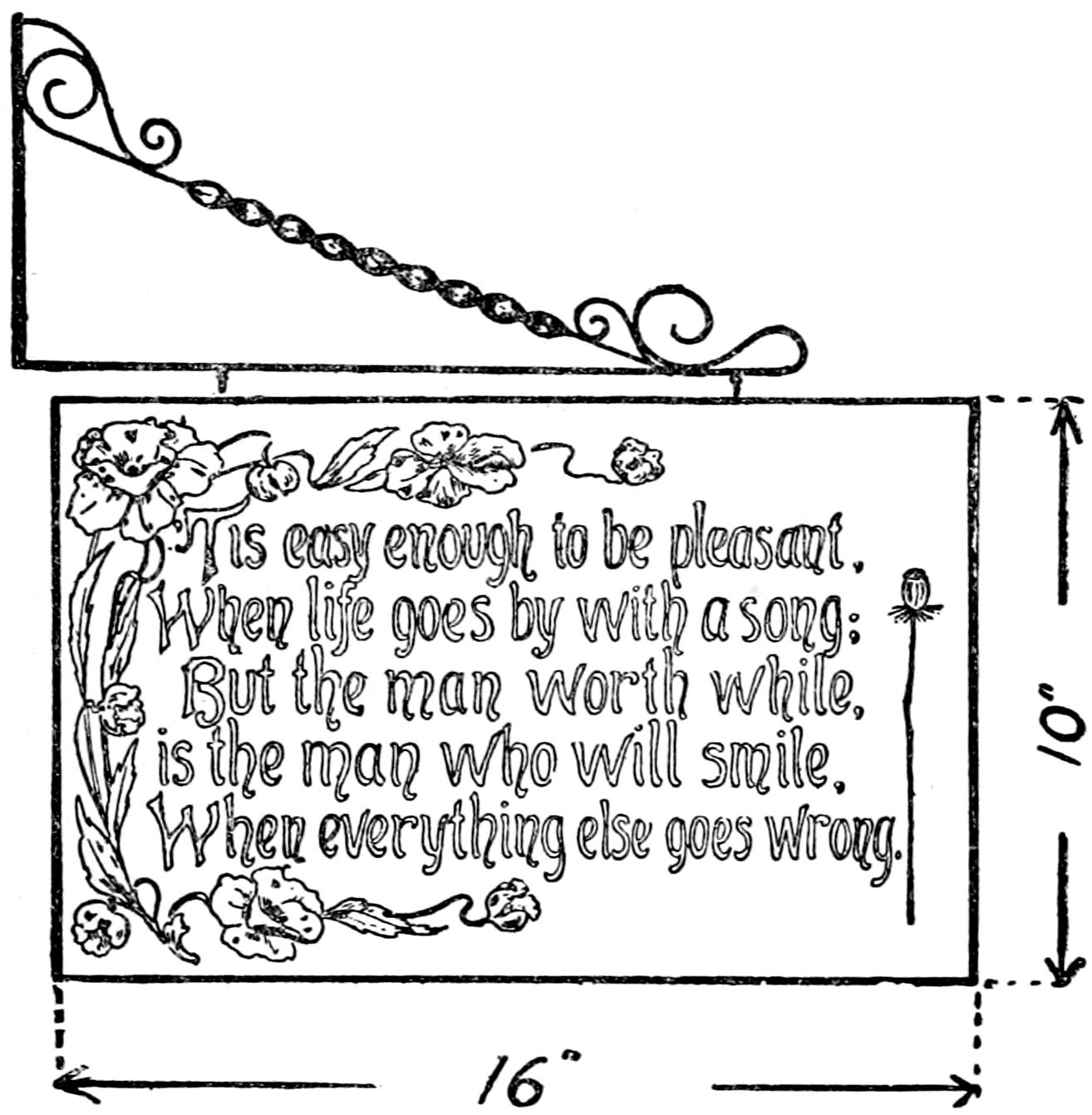
’Tis easy enough to be pleasant,
When life goes by with a song;
But the nan worth while,
is the man who will smile,
When everything else goes wrong.
Fig. 38d. a pierced brass toast sign
Since nearly all metals excepting tin and lead have high melting points, it is hard to melt them unless you have a regular furnace.
—But casting metals is a fascinating process and you can do it by melting 25[94] parts of lead and 75 parts of tin together which forms an alloy called pewter.
This alloy is as old as the hills and for ten or eleven centuries before the golden age of invention—that is to say the beginning of the 19th century—pewter utensils were used in nearly every home in every civilized country.
Then came the invention of cheap processes for making pottery and glass and those good old hard alloys known as britannia metal, which is formed of tin, copper and antimony, and German silver, which is German all right, for it was first made at Hildburghausen, Germany, but it is not silver at all for it is formed of nickel, zinc and copper, went entirely out of use.
But there is a dignity and a beauty about pewter that none of the other common metals have and it may be revived one of these days for efforts are now being made to produce it again in all its former glory.
—I do not know of any place where you can buy pewter but you can easily make the alloy yourself.
You can get the lead in your home town wherever you live at any plumbing shop but you may not be able to get the tin so easily. You can, however, get it by sending to the Conley Tin Foil Company, 521 West 25th Street, New York, and at the present time they are quoting pig tin in blocks at 75 cents a pound.
When you have the lead and the tin melt the lead in an iron ladle, see Fig. 39, over the kitchen fire and[95] skim off the dross, that is, the impurities in it that come to the surface, and then put in the tin. After both are melted stir them well and then pour the alloy thus formed, which is pewter, in a pan that is oiled with sweet oil, to keep it from sticking and so make sheets of it of whatever thickness you want.

Fig. 39. iron ladle for melting pewter
—Pewter can be worked like any other malleable metal, only easier because it is softer and more ductile, hence it can be hammered into any shape.
It can be cast as you will presently see and it can be soldered by using a flux of tallow, Gallipoli oil or Venice turpentine and pewterer’s solder, which is made of 1 part of lead, 1 part of tin and 2 parts of bismuth.[32] This solder melts at 203 degrees Fahrenheit, that is at a temperature of 9 degrees less than that at which water boils.
[32] Bismuth is a reddish white metal.
—The way in which pewter is usually cast is by making molds of iron and brass and pouring the metal into them. But you can do a very good job of casting pewter by making and using plaster of Paris molds.
In making any kind of castings you need a flask,[96] that is a wooden frame made in halves, as shown in Fig. 40; the top half of the flask is called the cope and this must be fitted with pins that set in holes in the bottom of the frame or drag, as it is called.
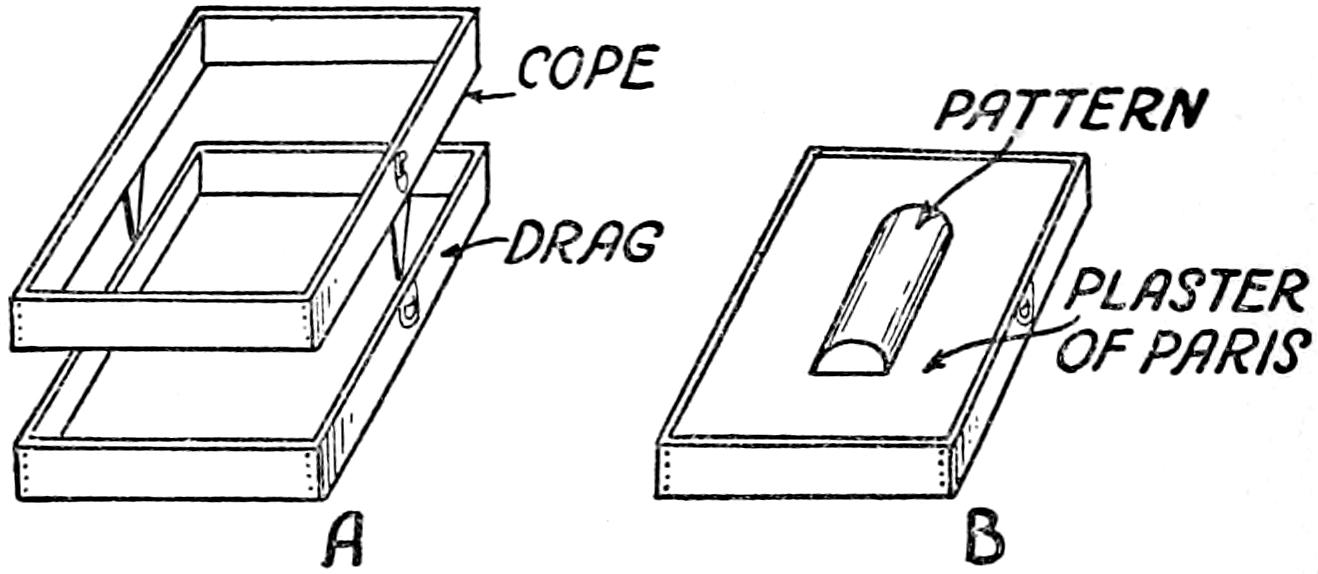
Fig. 40. how a pewter casting is made
When these pins set in the holes they keep the top and bottom parts of the flask together so that after the mold is made they can be taken apart and the pattern removed and then when they are put together again ready for the metal to be poured they will be exactly even. Make the top and bottom halves of the flask a couple of inches larger all round and a couple of inches deeper than the size of the pattern you are going to cast.
—You can saw or turn or carve out of wood anything you want to cast in pewter, provided it is not too intricate, and after sandpapering it nice and smooth all over give it a couple of coats of shellac varnish.[33]
[33] This can be bought already made at paint stores or you can make it by dissolving some yellow shellac in alcohol.
[97]
If it is your idea to make table-ware of pewter you can use ordinary china dishes for your patterns, provided they are without handles, but before making a mold with any kind of a pattern in plaster oil it well all over with sweet oil, using a brush for the purpose, so that it will not stick and then you can draw it easily.
—Lay the drag, that is the lower half of the flask, on a board or a table; mix dental plaster of Paris with water until it is about as thick as batter and fill the drag with it.
Just before the plaster begins to set, that is, harden, take your pattern, whether it is one you have made or a china dish, oil it and press it down into the plaster until it is nearly even with the top edge of the pattern and let it stay there until the plaster is hard, that is, over night.
Then brush sweet oil over the top of both the pattern and the hard plaster which must come about flush, that is even, with the top of the drag. Now put on the cope and fill it with plaster, smooth it off even with the top edge and let the plaster get hard.
Your next move is to lift the cope from the drag which you can do without trouble and then lift the pattern from the drag, using the point of a knife if it seems inclined to stick.
Drill a ¹⁄₄ inch hole through the plaster in the cope, fit the cope to the drag again and then pour in the pewter. When it is cold take the flask apart, take[98] the casting out gently and don’t spoil it even if you have to break the mold.
Where cups, tankards or other hollow vessels are to be cast make a mold for it just as though it was a solid piece; now pour in the melted pewter and when it has cooled enough to form a solid layer turn the mold upside down and let the melted metal run out which will leave it hollow. If handles are needed cast them separately and solder them on to the body of the vessel. Some finished pewter ware is shown at C.
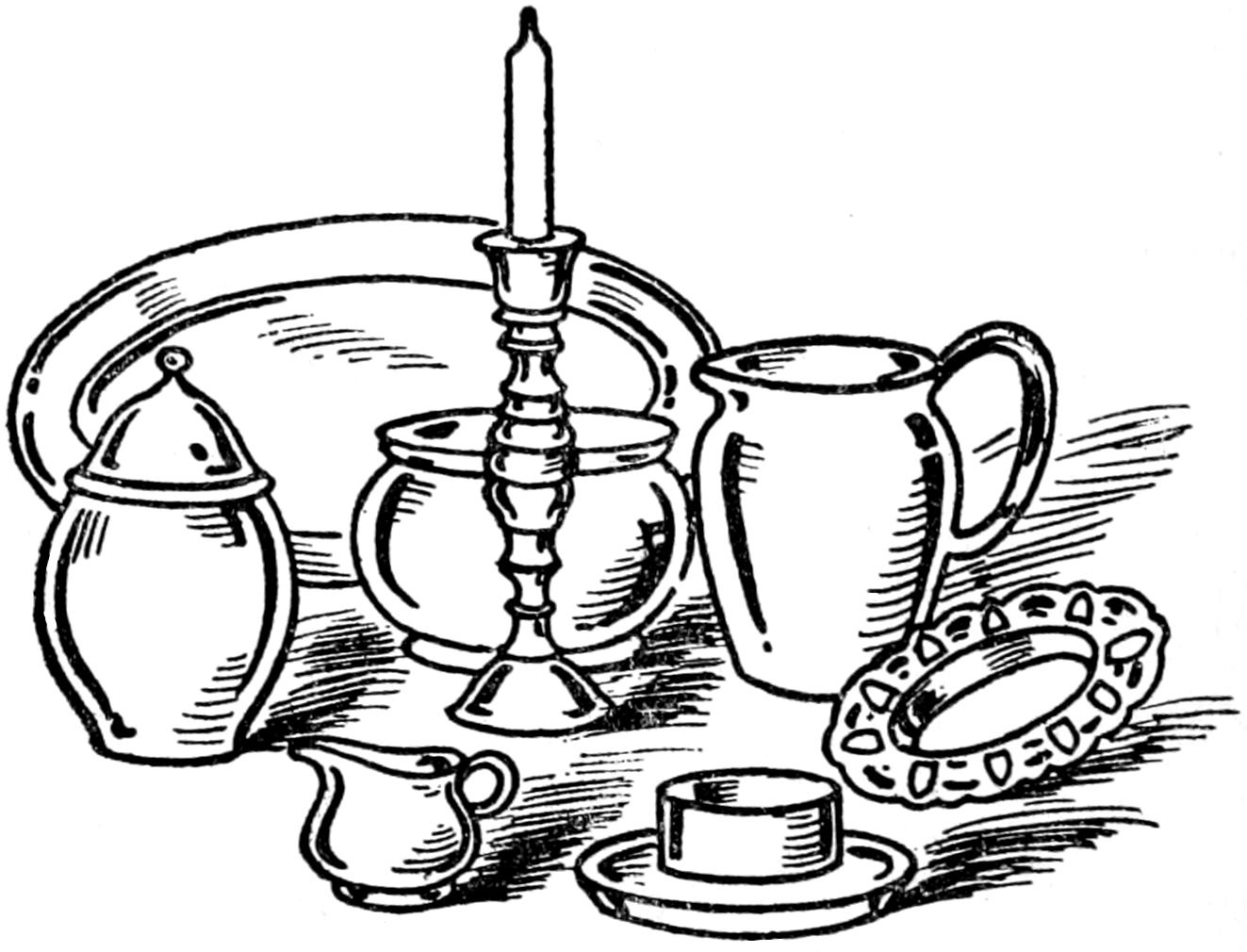
Fig. 40c. home made pewter ware
—Plates and the like can be scraped with a steel scraper and when they are nice and smooth rub them with a rag dipped in oil and whiting, but do not polish them.
If you have a turning lathe of any kind you can put your cups and other round objects in it and turn[99] it up with a bent inside turning tool, a flat tool and a round point tool such as is used for turning brass, ivory, etc., and which you can buy for a quarter apiece,[34] and this will leave the pewter bright and beautiful.
[34] These tools can be bought of Luther M. Wightman, Milk Street, Boston, Mass.
Engraving on metal is a beautiful art. The method is simple and the effect is striking but it requires a good deal of patience and long practice to do really good work.
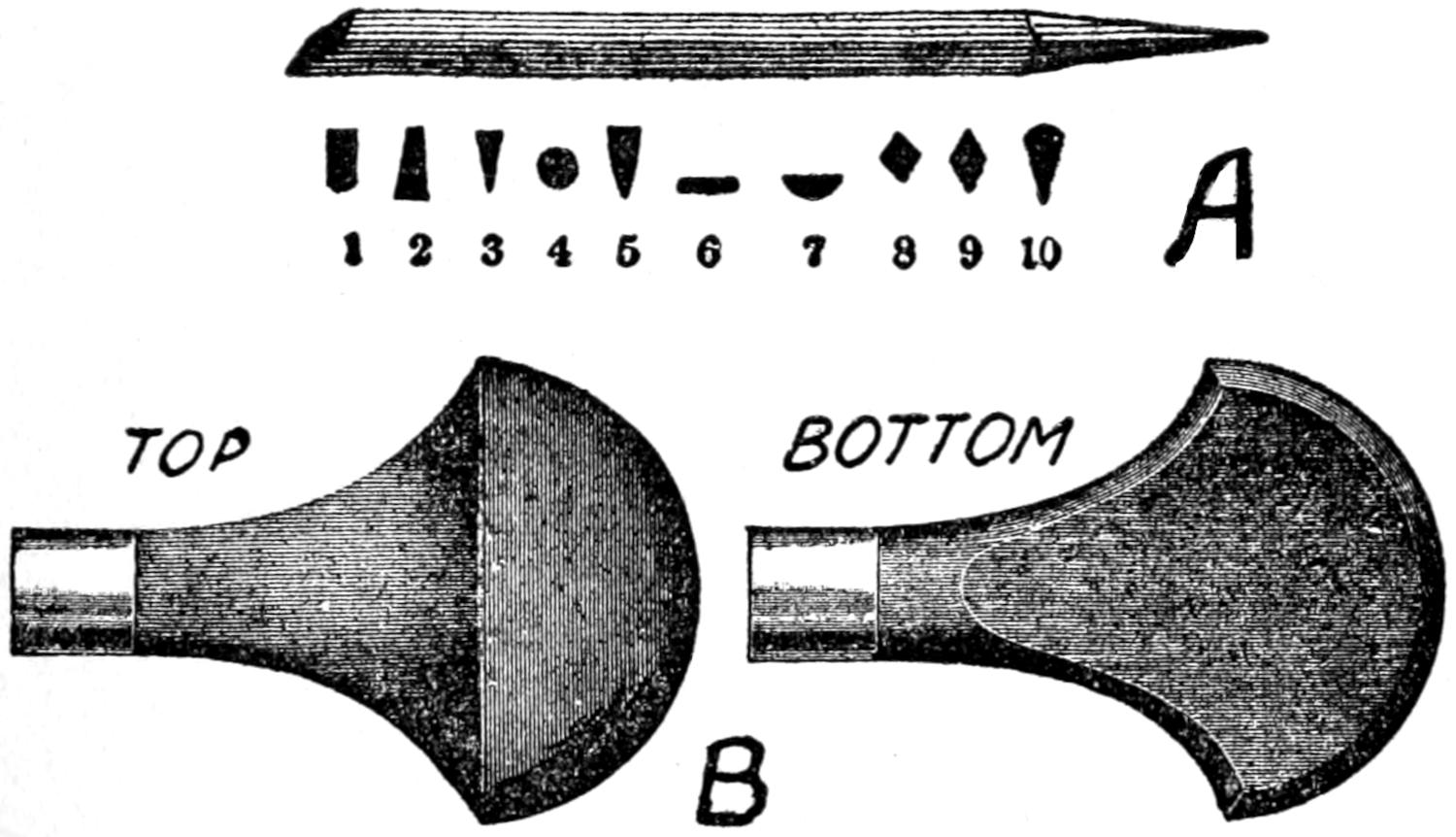
Fig. 41. tools for engraving on metal
A. Shapes of gravers.
B. Handles for gravers.
—Engraving tools, or gravers as they are called, are made in ten or a dozen shapes but the knife, round and lozenge gravers will be[100] enough to do all ordinary work with. The different shapes are shown at A in Fig. 41.
All of the gravers are about the same length, that is 4¹⁄₂ or 5 inches, and they are fitted with knob shaped handles a third of which has been cut away as shown at B, so that the graver can be gripped in the palm of the hand with the flat side against it which keeps the tool in the right position. The way to hold a graver is shown at C.
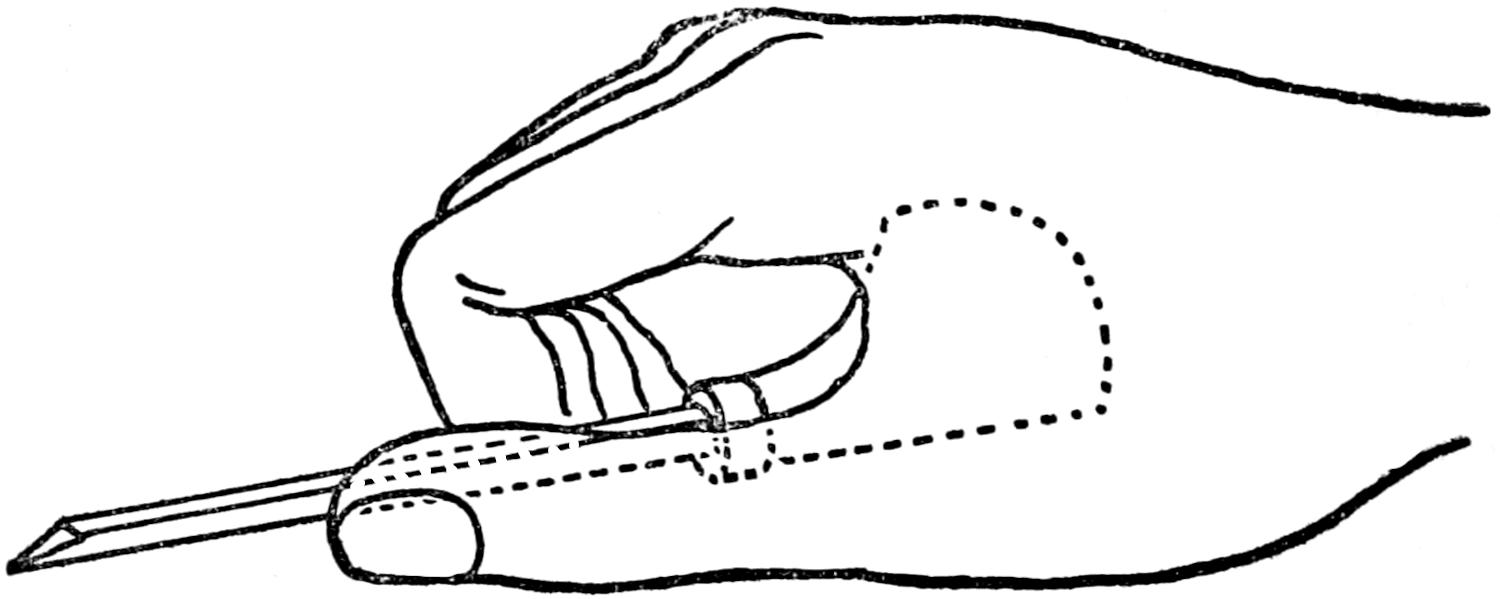
Fig. 41c. how to hold a graver
—If the object to be engraved is very small it should be fixed to a block of wood with the Burgundy pitch compound above described, but if it is a large object it need not be mounted.
In either case an engraving pad, that is, a round, thick leather pad filled with sand, is a very great convenience to rest the work on because it permits the work to be easily turned in any direction and held at any angle while it is being engraved.
[101]
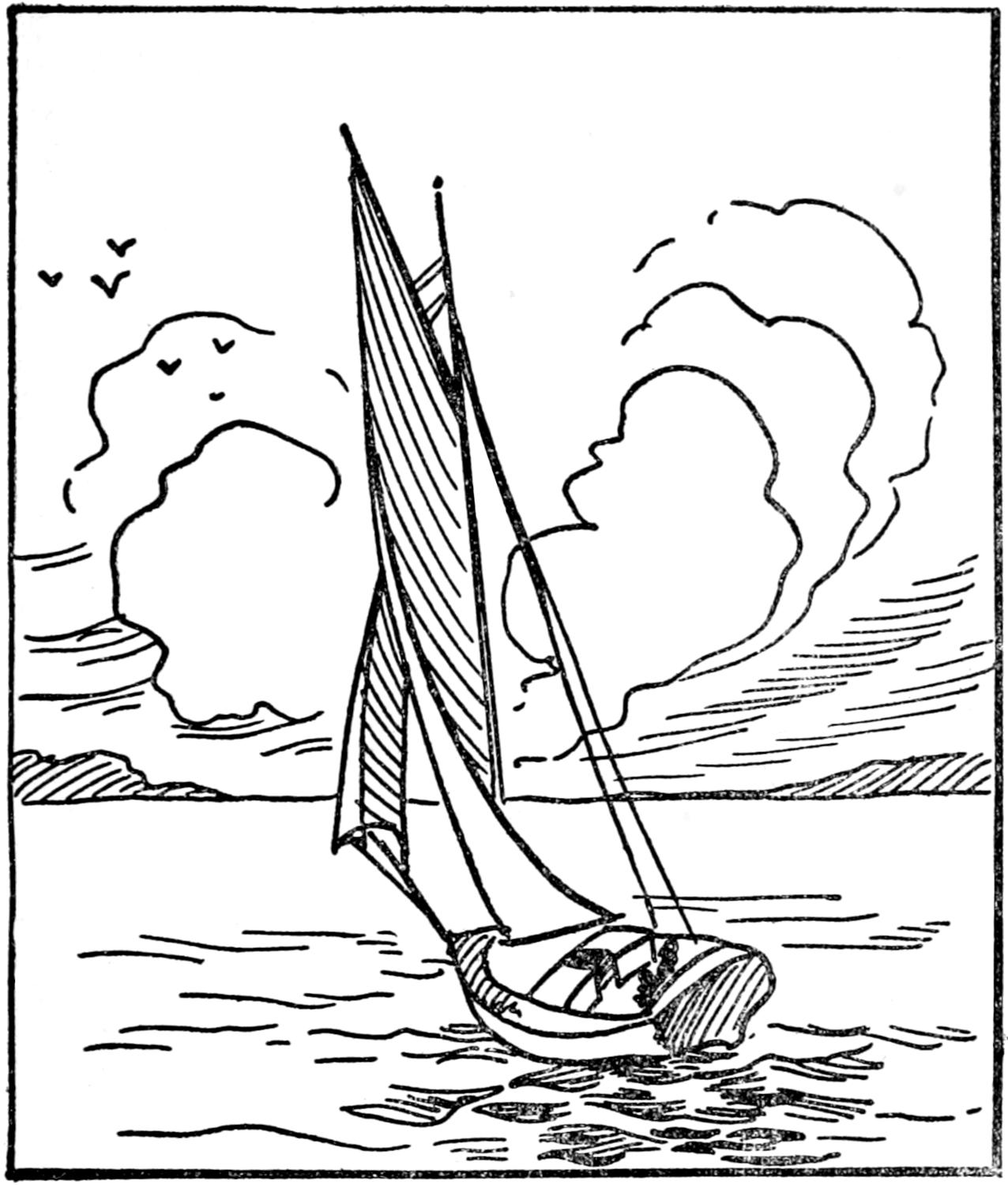
Fig. 41d. an engraving on a sheet of copper
Rolled sheet copper is a good metal to practice on and you can trace the design you want to engrave on it by dabbing a thin film of engraver’s wax[35] on the metal surface with your finger and then sketching the[102] outline with a bone stylus, that is a piece of bone having a sharp point. An example of art engraving is shown at D in Fig. 41.
[35] You can use beeswax but it is better to make a wax by melting together 3 parts of beeswax, 3 parts of tallow, 1 part of Canada balsam and 1 part of olive oil. Or you can buy a small cake of Chinese white, wet your finger, rub it on the white and then dab it on the metal surface.
[103]
A picture made by the hand and eye and without the aid of a rule and compass is called free-hand drawing.
To be able to do free-hand drawing is one of the nicest accomplishments you can have for then you can sketch the things you see and want to remember; and, further, sketches made with a pencil or pen and ink are, to my way of thinking, just as interesting as photographs provided they are well done.
—Some fellows have a natural bent for sketching and are what you might call born artists, while others seem to be entirely minus this talent and the only way they can ever learn to sketch is by following certain rules and then practicing.
Now the chances are you have a little talent but whether you have or not if you will follow the simple instructions I have written down in this chapter you will be surprised to find what really clever pictures you can draw.
—There are two kinds[104] of free-hand sketches for you to do and these are (1) of life models and (2) of still life, that is, fruit, flowers, furniture and inanimate objects of all kinds.
I shall tell you first how to make simple drawings of living figures including man and beast and by beginning where your savage ancestor left off you will be able to at least represent anything your fancy dictates.
—As you will see by looking at A and B in Fig. 42, the sketches of the man and horse consist of merely straight lines but you will also observe that A looks like a boxer because the action is there.

Fig. 42. a simple line drawing of a man and a horse
This is because when I sketched it I was careful to note the exact position of the boxer’s head, arms, legs and body as they appeared at that given moment. The keynote in sketching a figure in action is always to draw it, not as you wish or believe it to look but as it actually is.
The line sketches A and B only look as like a man[105] landing a right, and a horse coming down the home stretch as they do because (a) all the lines are properly proportioned, that is, of the right length when compared with each other, and (b) they are set in the correct positions. The way to become a good judge of proportion is always to notice the relative sizes of the things you draw.
—When you can sketch straight line figures to show men and animals in action you can then draw outlines around them and so make them much more realistic as shown at A and B in Fig. 43.
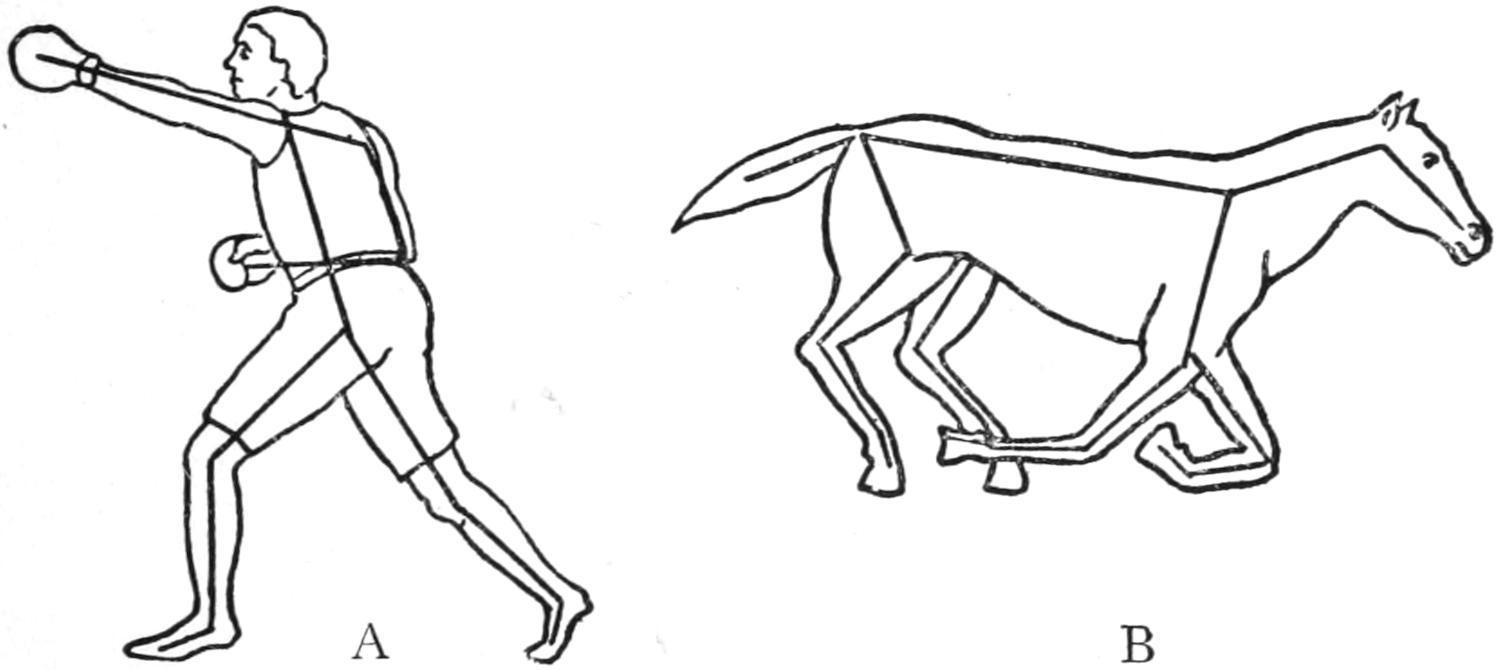
Fig. 43. simple outline drawing of a boxer and a race horse
To do this draw a straight line sketch first and then draw the outline around it, when you can rub out the straight lines if you want to. In these outline sketches you will see that only the lines that are actually needed to give the picture the contour, that is, the shape of the figure, or body, are used.
—If you[106] will remember when you are drawing a picture of the human form that the whole figure from neck to toe should be 7 times as long as the head; that the body proper, or torso as it is called, is 4 times as long as the head; that the arms are as long as the body, and that the legs should be 4 times the length of the head measured to the inside of the crotch, as you will see if you will look at A in Fig. 44, you will have it in proportion.
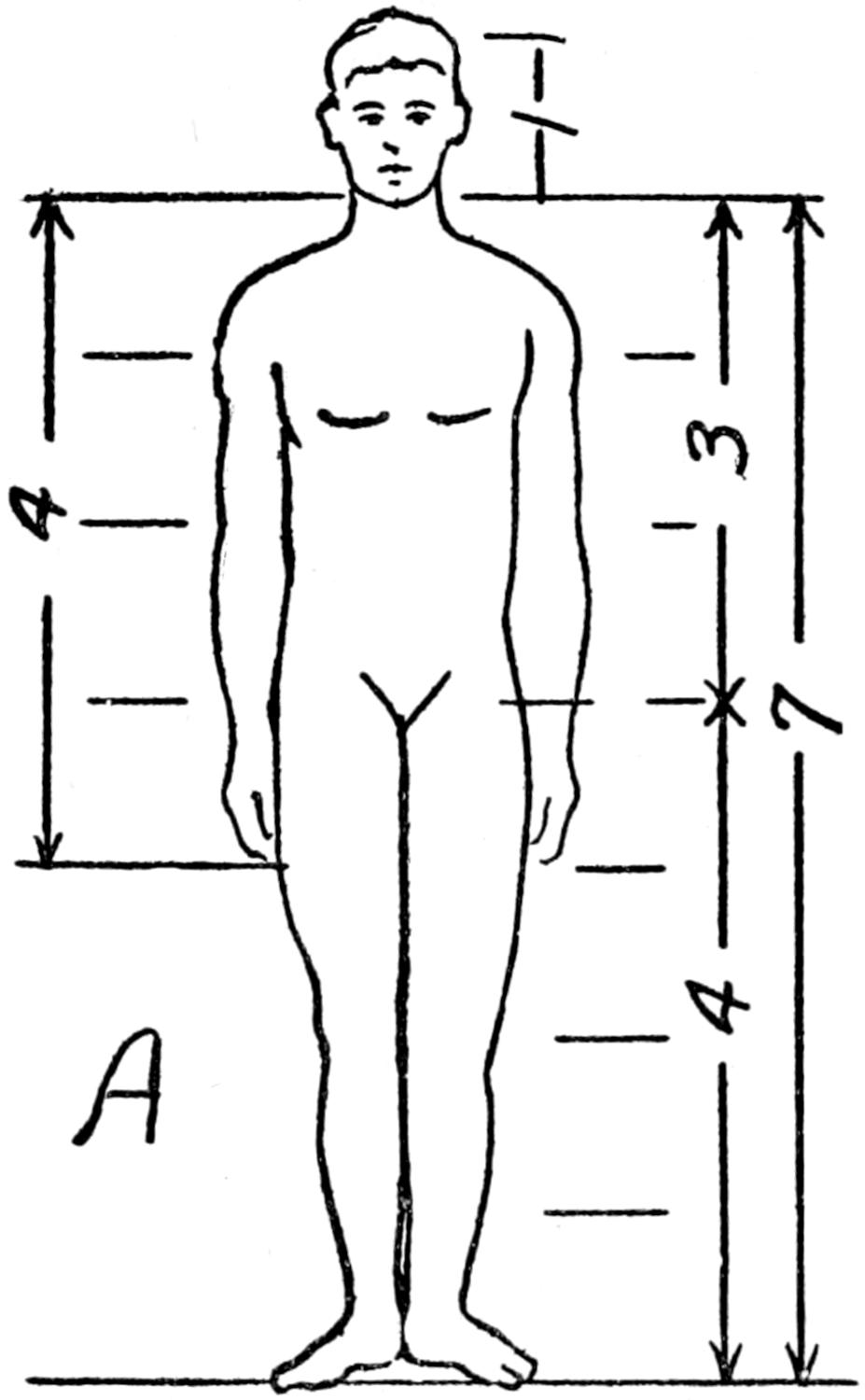
Fig. 44a. the proportions of the human body
—You can easily draw fairly natural looking faces if you will rule off a number of[107] squares on a sheet of paper as shown at B and C in Fig. 44.
The full view of the head of a human being is shaped like an egg standing on its small end, and the profile (pronounced pro´-feel) view, that is the side view of the head, is more nearly square; if in the latter case the square is divided into two triangles, the face will be found to nearly fill one of them and the hair the other.
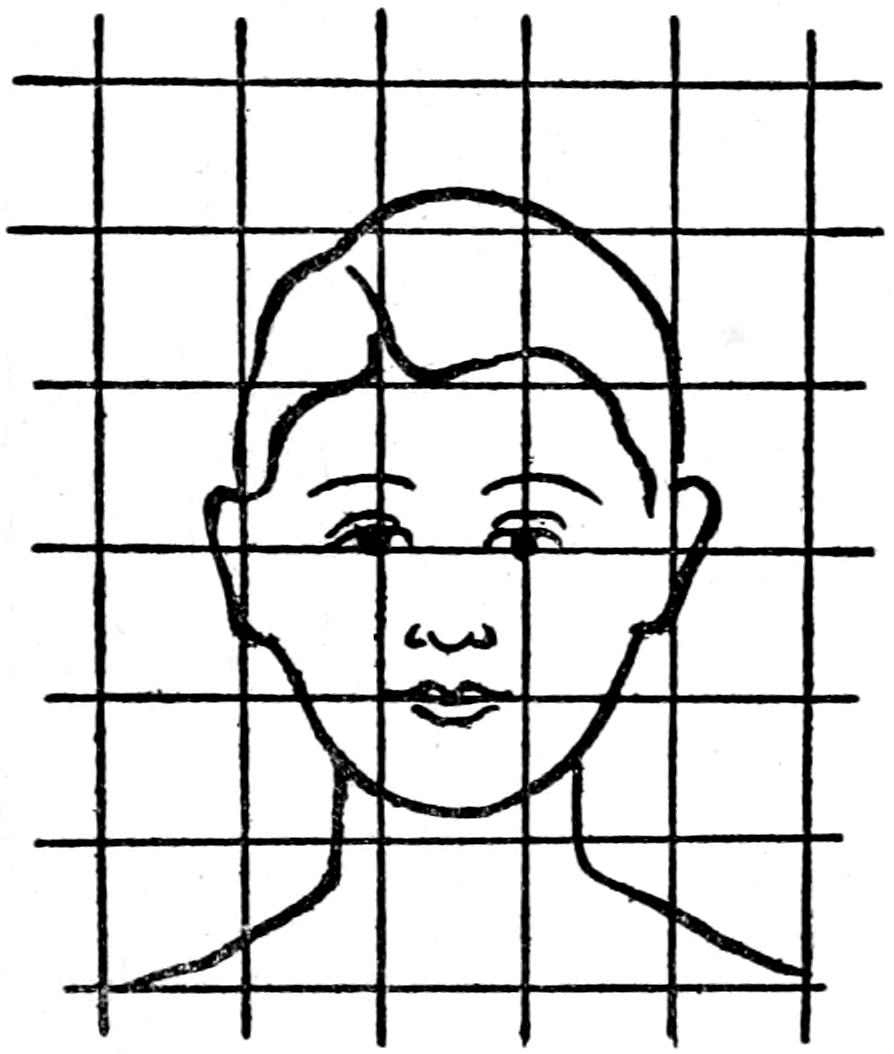
Fig. 44b. a full view of the face
Both of these figures show the right sizes to make the eyes, ears, nose and mouth, that the eyes are on a line with the helix, or upper border of the ears and that the top of the nose is on a line with the lobe, or lower edge of the ear. It is mighty good practice to sketch the faces of your friends in this fashion.
—It is always more[108] or less hard to sketch inanimate objects with anything like a true portrayal of them from memory but it is quite easy to do so if you have the object itself set up before you to pattern after and then draw it as you see it.
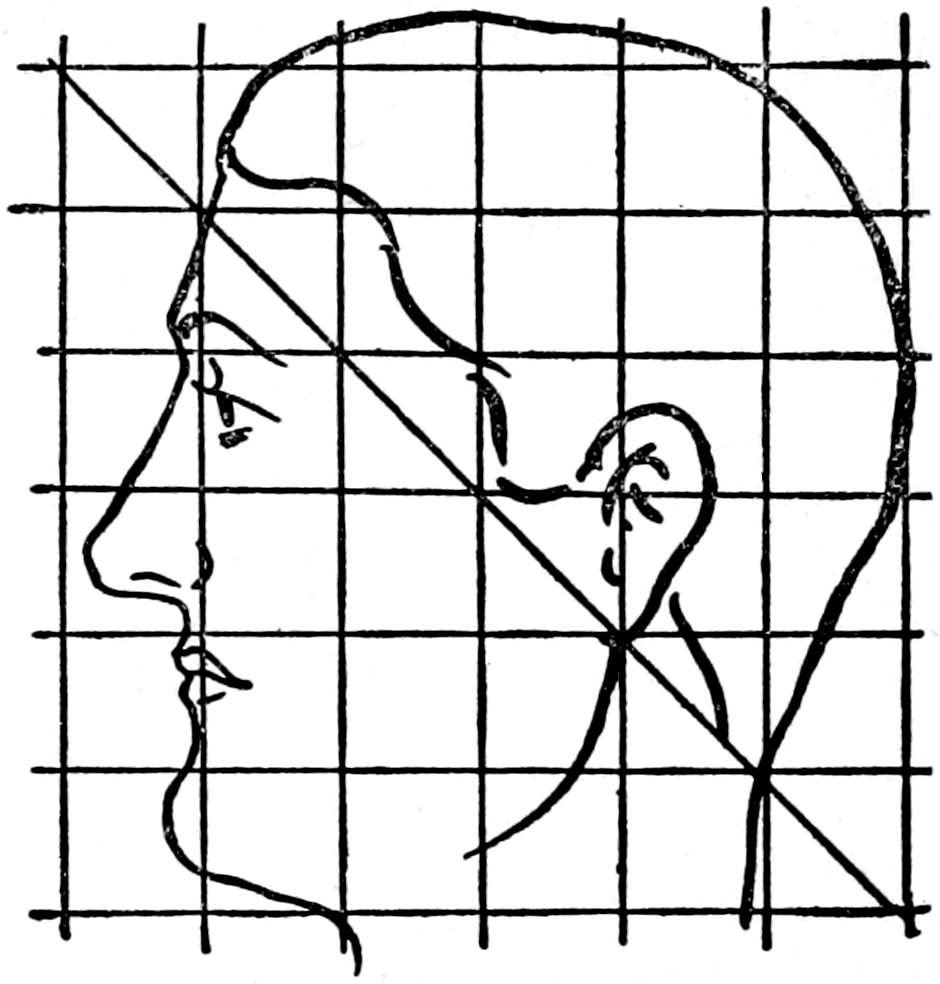
Fig. 44c. a profile view of the face
If you can do a creditable drawing in this manner with your eye and hand alone it is art, but if you use a rule or a pair of dividers to measure off the proportions and then mark them on your paper, it degenerates into a purely mechanical process; but you can take your choice and do it whichever way you want to.
—The first thing to know about drawing in perspective is what perspective means. To do a drawing of an object or a view on a sheet of paper as it appears to the eye you must draw it in perspective.
As an illustration, when you look down a railroad[109] track you will see that the rails look very far apart at your feet, but in the distance they seem to come to a point and then vanish; this is quite natural for nearby objects always look larger than when they are at a distance.
So too, when you look at the top of a box the edge a will seem longer than the edge b, which is farther away from the eye, and the lines c and d which form the other edges would meet if they were projected as shown by the dotted lines at A in Fig. 45, and the same thing is true for the front and the side of the box.
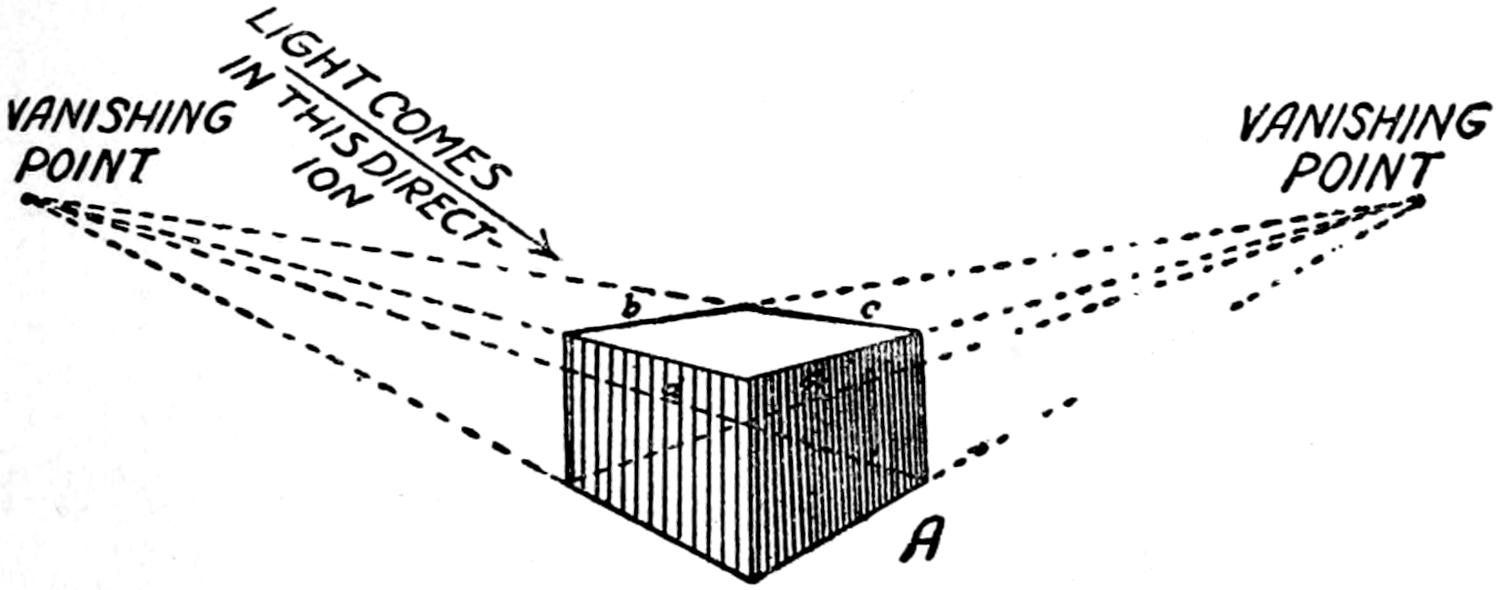
Fig. 45a. the vanishing points of a perspective drawing
—So when you draw a box or any other object in perspective the lines will meet if you draw them out far enough and then vanish, and hence this is called the vanishing point.
To find the vanishing point of the surface of an object, such as the top of a box, hold a pencil out in front of yourself at arm’s length and shut one eye, as shown at B; then tilt the pencil until it follows the[110] side line that you are going to draw; now open your eye and you will see that the line of the box that seemed at first to be straight is really slanting.
Draw a line on your paper at this slant, or angle as it is called, and do the same with the other line and draw it, when the two lines will meet and this is the vanishing point. You can draw in now the front and back lines of the top.
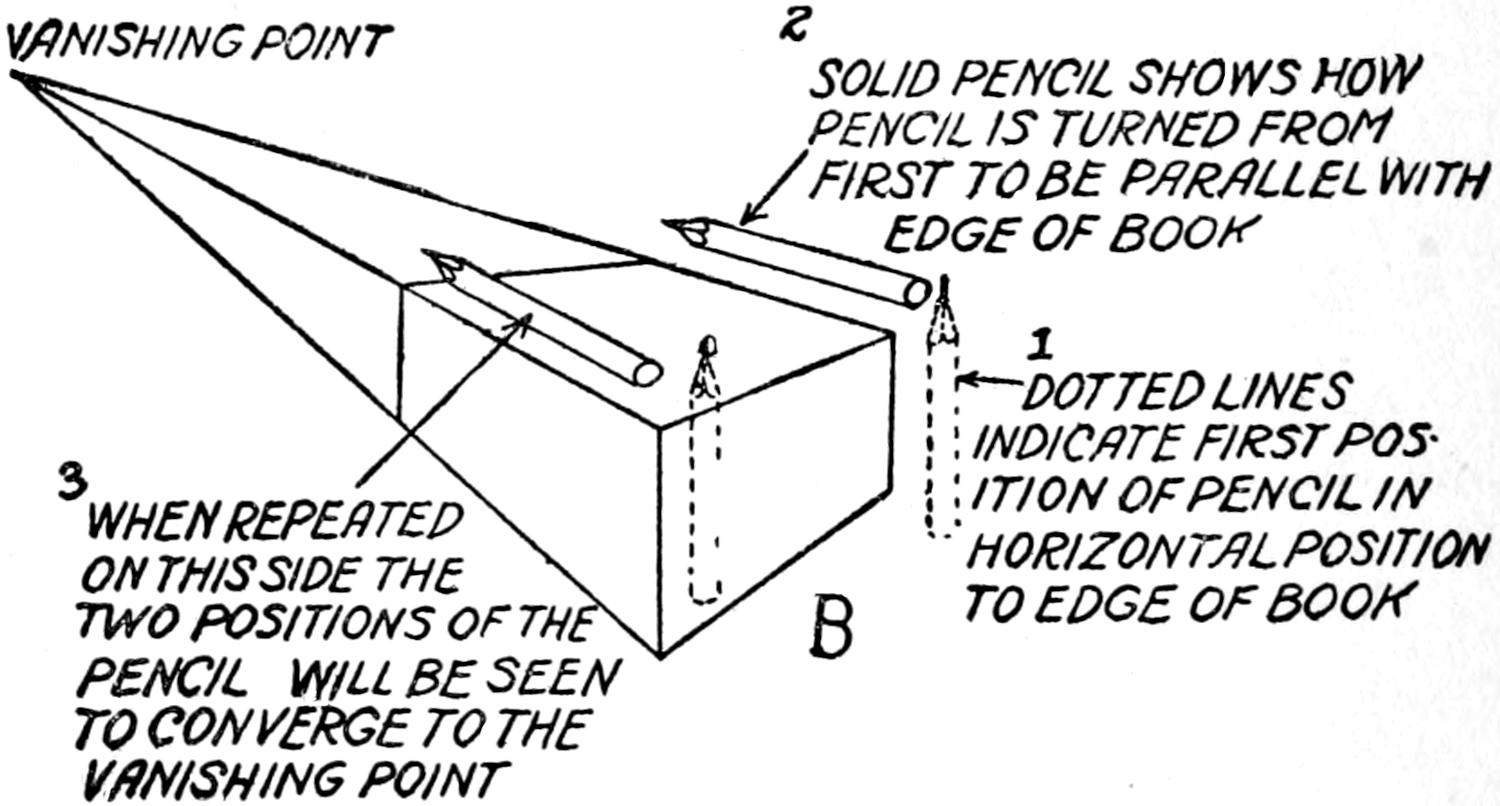
Fig. 45b. how to find the vanishing point
Houses and all other objects should be drawn with vanishing points if they are to conform to the first principles of art, but for certain kinds of mechanical drawing art is sacrificed for the sake of showing the sizes of the object and an abnormal picture results which is called an isometric perspective.
But houses and all other large objects should be drawn with vanishing points or they will not look real. A barn drawn in this way is shown at C, and you[111] will see that the roof looks perfectly natural since the lines forming it run to vanishing points.
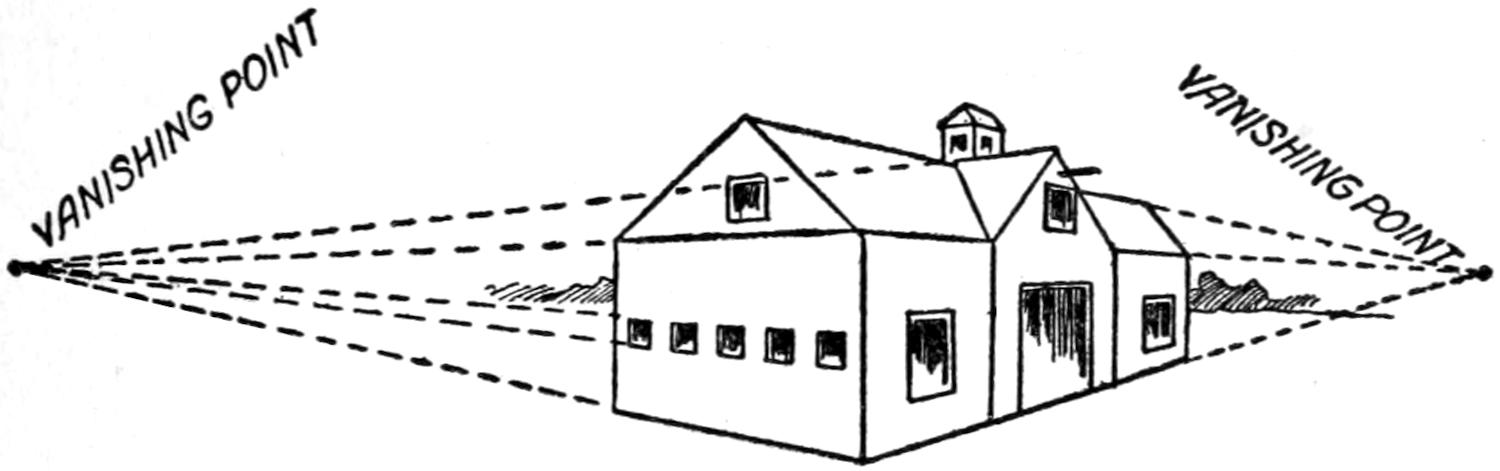
Fig. 45c. the vanishing points put to use
—When you do a drawing from an object you will see that the light falling on certain parts of it seems white, or high lights, as they are called, and on other parts where it does not fall it is dark.
To shade your drawing so that it will show the lights and shadows exactly as the object does, you should study the latter, and put the shading, as it is called, on the former just as nearly like it as you can. But in shading a drawing there must be no sharp lines to show where the light leaves off and the shadow begins, but you must make them merge gradually one into the other, as shown at A in Fig. 45.
And now we come to drawings of another kind and these are not intended to please the eye but to work from, hence they are called working drawings.
When most boys, and many men, want to make anything of wood or metal they get busy with their[112] tools forthwith and whack it out willy-nilly and of course a punk job results.
Now the right way to make an article—unless you are going to crochet a sweater—is to (1) see it in your mind’s eye, (2) then draw it out on paper to scale, and (3) build it up from the plan as the picture is called. By working this way you will be able to figure out just how much material you will need for it; see exactly how the various parts fit together, and know that it will look just right when it is done.
—Drawing instruments, or drawing tools as they are commonly called, consist for the most part of (1) one or more pairs of dividers; (2) one or more pairs of compasses with pen and pencil points, and (3) one or more ruling pens. One of each of the above tools will be enough for you to begin with. A cheap set is shown in Fig. 46.
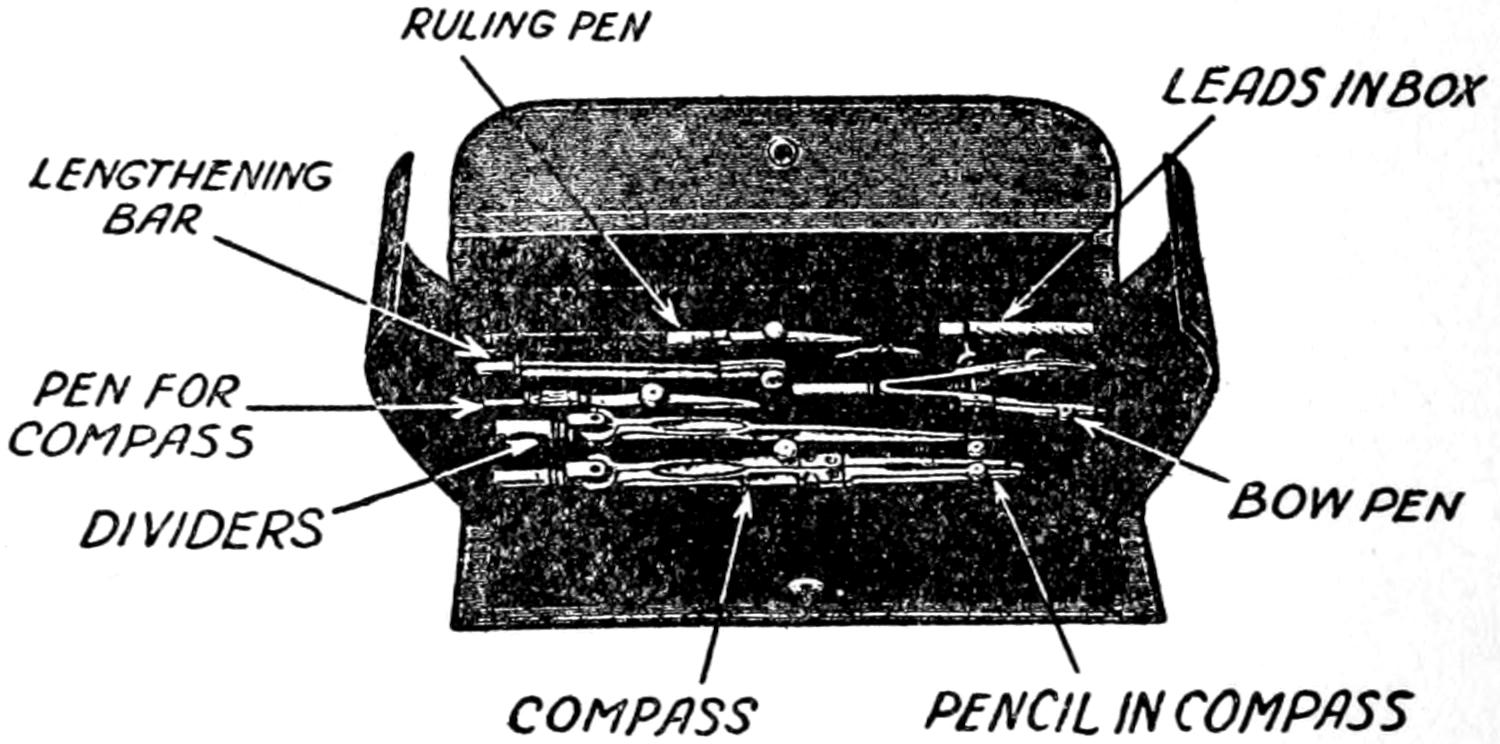
Fig. 46. the drawing tools you need
Then you will need (4) a rule, or scale as it is[113] called; (5) a protractor; (6) a T square 20 inches long; (7) a 30 degree triangle 5 inches long; (8) some drawing paper[36] not less than 10 × 12 inches; (9) a couple of medium hard (HHH) lead pencils,[37] (10) a good rubber eraser;[38] (11) a bottle of Higgins’ India ink,[39] (12) a few thumb tacks, and (13) a drawing board about 12 × 17 inches. And now let’s see what these tools and other things are for and how they are used.
[36] Get a 2-ply bristol board with a medium or smooth surface.
[37] Koh-i-noor or Venus pencils are good ones.
[38] Get Faber’s red rubber Van Dyke.
[39] This is a prepared India ink but you can make your own by rubbing up stick India ink with water.
A pair of dividers is a tool having hinged legs, the free ends of which are pointed; they are used to take, mark off and subdivide distances.
The compasses are made like the dividers, but one end has a needle point and the other is hollow so that either a pencil or a drawing pen point can be slipped into it; this tool is used to draw curves and circles, either with a pencil or in ink.
A ruling pen is formed of two bowed steel blades having a screw adjustment so that they can be forced together or drawn apart and so make lines of varying widths. Not only is a ruling pen different from a writing pen but the ink that is used with it is thicker than an ordinary writing ink. This pen is used to make straight lines by running it along the edge of a rule or T square.
A protractor is a semi-circle of brass or of German[114] silver and it is divided into 180 degrees—since it is half of a circle and there are 360 degrees in a circle. You can buy one for a quarter.
By placing the edge of your rule in the center of the straight edge of the protractor and laying it on any one of the lines—they are numbered from 0 to 180—you will find the number of degrees the edge of the rule is from the horizontal.
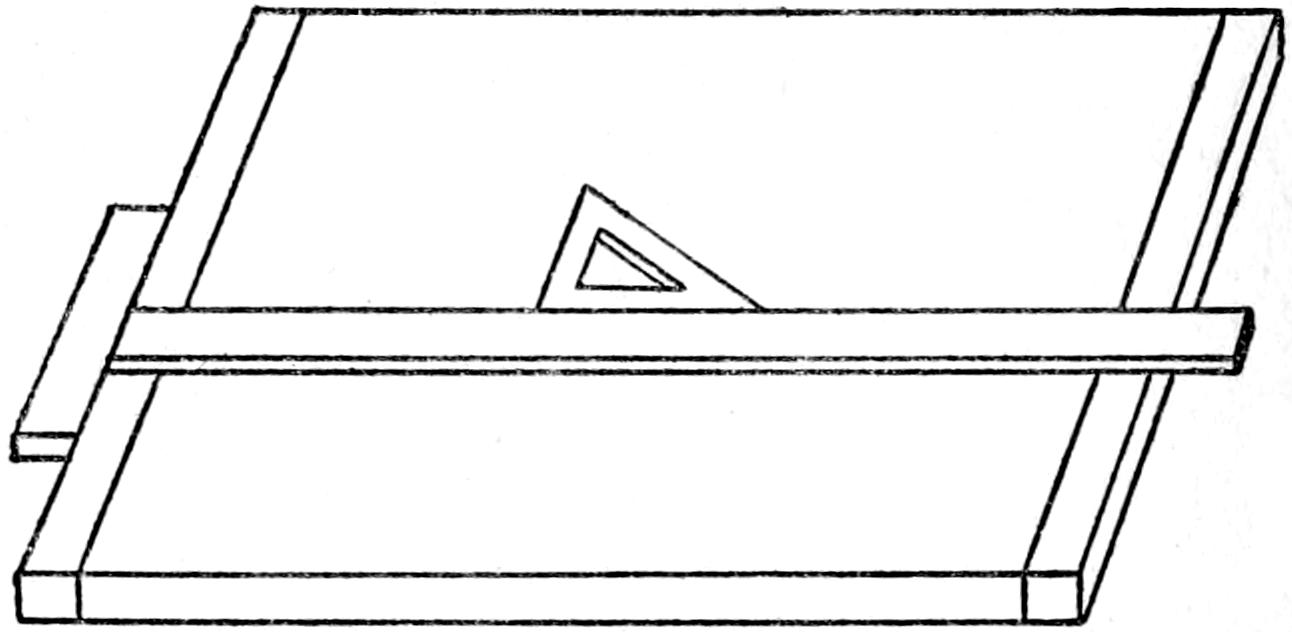
Fig. 47. the t square and triangle on the drawing board
The T square is laid with the head, that is the short thick piece, against the left hand edge of the drawing board which brings the blade, that is the long thin piece flat on and across the board. The triangle is placed against the straight edge. The triangle is laid on the board with one of its edges against the blade of the T square as shown in Fig. 47.
—There are two kinds of working drawings that will be of use to you and these are, (1) plan drawings, and (2) isometric (pronounced i-so-met´-ric) drawings and you will find both of these quite easy to do.
[115]
—Suppose now you want to draw the plans of a box which, let’s imagine, is to be 5 inches high, 6 inches wide and 8 inches long. The first thing to do is to draw out a view of the bottom, which also serves as the top since they are alike, and you will have a rectangle like that shown at A in Fig. 48, and mark the dimensions on it, that is, the width and the length of the box. This you do by running a couple of arrows in each direction and marking in the size.
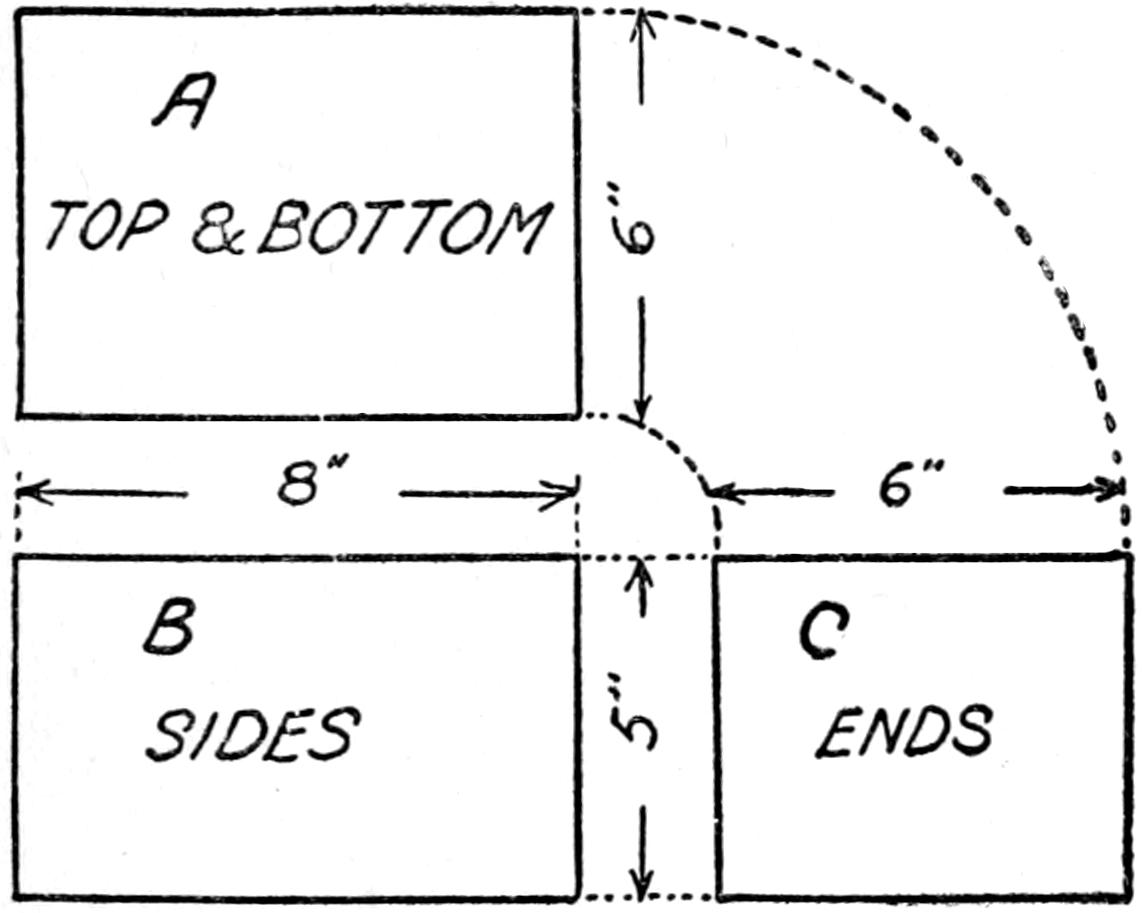
Fig. 48a. the plan drawings for a box
Next draw one of the sides as shown at B and this will give you the height and the length of the box and mark in the sizes, that is 5 and 8 inches accordingly. Finally draw the end and you will have the height and width of the box as shown at C and again you mark in the dimensions.
It is easy to see now that if you have all three dimensions,[116] namely length, breadth and thickness, and that if you make a box in wood or metal it will look like the picture shown at D which is in isometric perspective.

Fig. 48d. the box drawn in isometric perspective
—The kind of perspective drawings I told you how to do under the caption of Drawing in Perspective is true perspective but engineers do drawings which they call isometric perspective, that is, while the object seems to stand out in relief there are no vanishing points.
This kind of perspective is purely mechanical and not in the least artistic but it is a great aid when you intend to make anything, for you can still draw the lines to scale and see exactly how the finished object will look.
To make a drawing of this kind draw a line on a[117] sheet of paper near the bottom and two 30 degree lines from the ends and a vertical line through them where they meet as shown at A in Fig. 49.
Now there are four ways by which you can get the 30 degree lines on paper and these are (1) to buy isometric ruled paper, that is paper on which the lines are already ruled; you can buy this paper for 15 cents a quire of any dealer in drawing materials or of Keuffel and Esser, 127 Fulton Street, New York City. This is the easiest and best way.
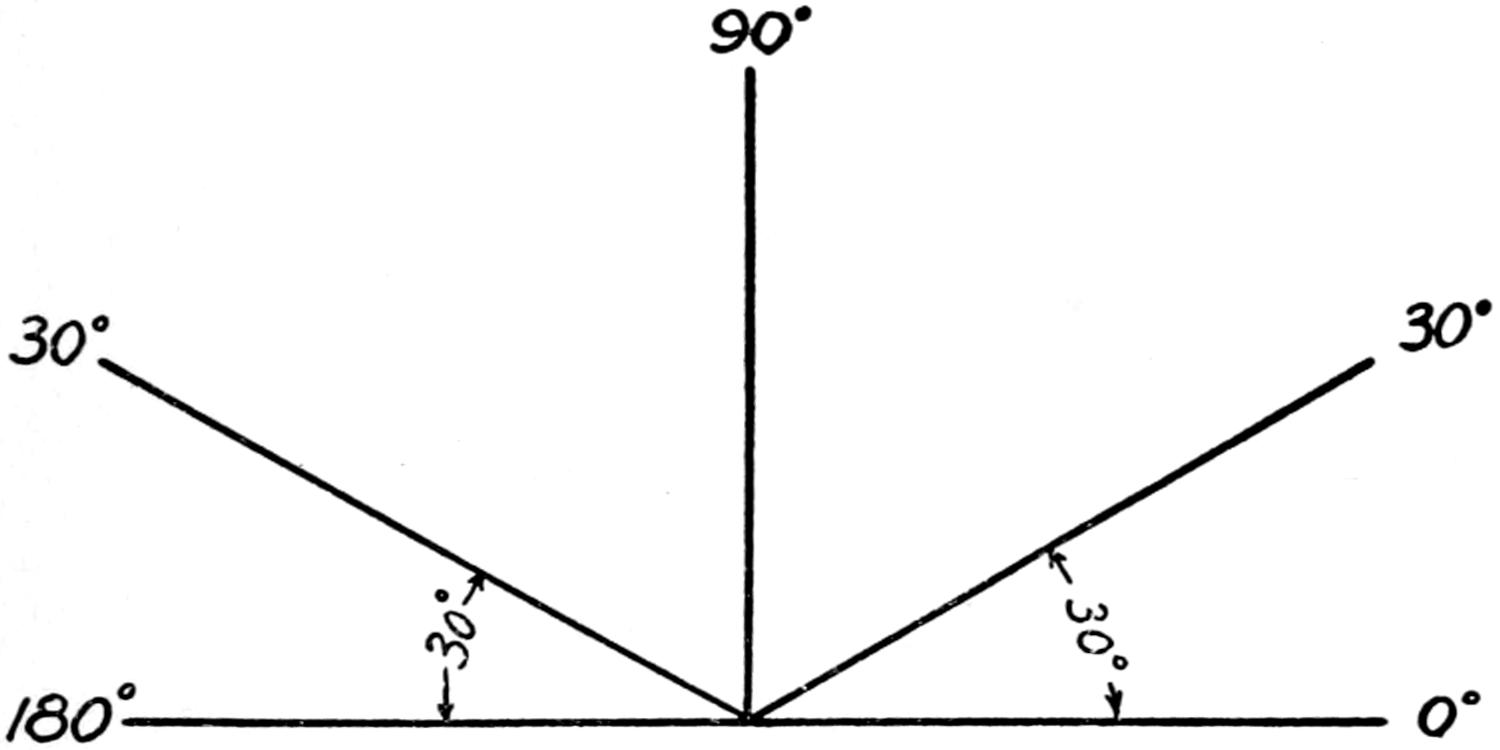
Fig. 49a. how the lines for isometric drawings are made
(2) Take a sheet of white paper exactly 5¹⁄₈ inches wide and 10 inches long and draw two diagonal lines from corner to corner so that they will cross each other, then draw a vertical line through the middle and a horizontal line near the bottom. The diagonal and horizontal lines will be 30 degrees apart.
(3) By laying a 30 degree triangle on your T square and drawing a line along the 30 degree side of it as[118] shown in Fig. 47; and (4) by laying off 30 degree lines with a protractor.
To do this tack a sheet of paper on your drawing board and draw a horizontal line near the bottom of the paper with your T square; put your protractor on the horizontal line near one end, lay the edge of the rule on the center of the protractor and exactly on the 30 degree scale mark and then draw a line.
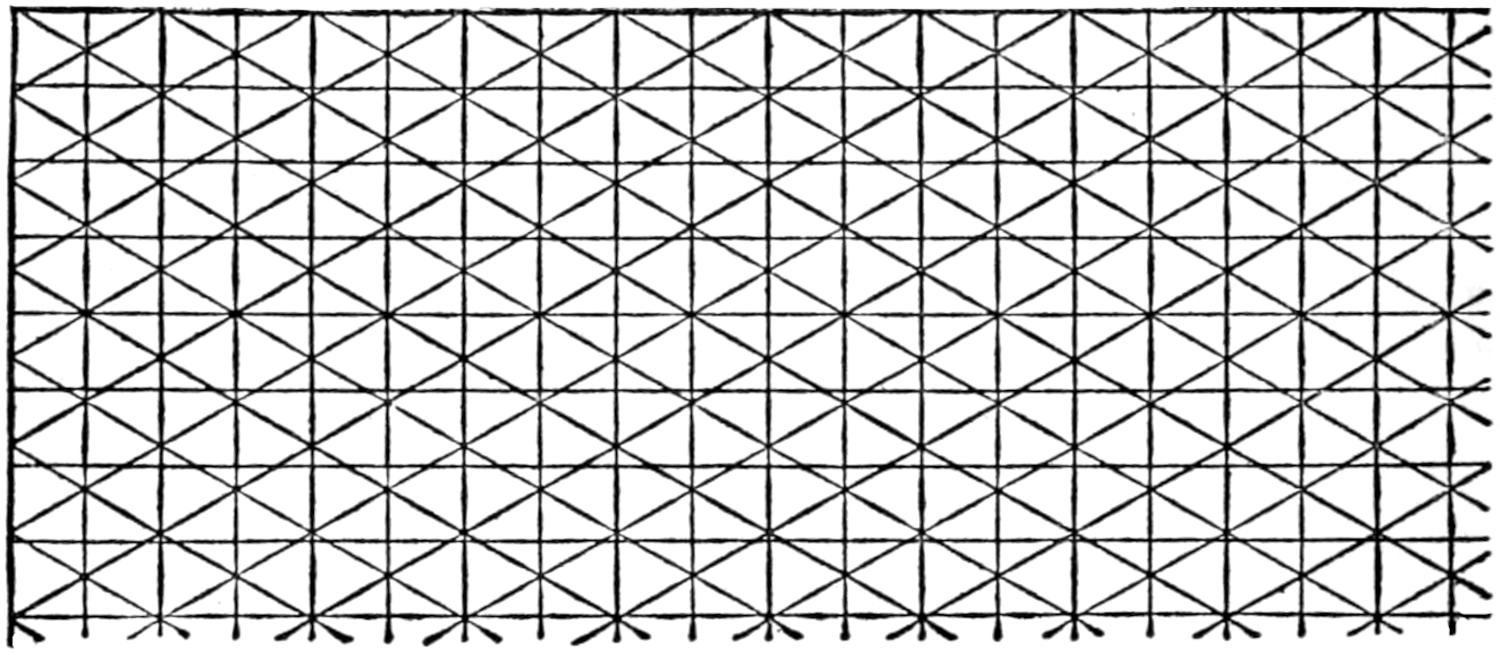
Fig. 49b. a sheet of isometric drawing paper
Slide the protractor on the opposite side of the board, draw another 30 degree diagonal line so that it will cross the first one and draw a vertical line down through the middle of the paper.
Having, now, your sheet of isometric ruled paper you are ready to do the drawing. Whatever the picture is to be, all you need to do is to follow the 30 degree lines and the vertical lines and you simply can’t help getting it in perspective.
In drawing isometric perspective circles, such as wheels, disks and the like, they are always shown as ellipses, that is, closed oblong curves. To draw an[119] isometric ellipse,[40] make it in the proportion of ⁵⁄₈ to 1, that is, if it is ⁵⁄₈ inch wide, as we will call its minor axis, then make it 1 inch long, as we will call its major axis, as shown at C in Fig. 49, and you will have one that is near enough the right shape for your purpose; thus if you want to show a tube or a pipe, draw it as pictured at C. Now with these few principles well in mind you can make a working drawing of nearly anything you please.
[40] A more complete description of isometric ellipses will be found in Inventing for Boys by the present author and published by Frederick A. Stokes Co., of New York.
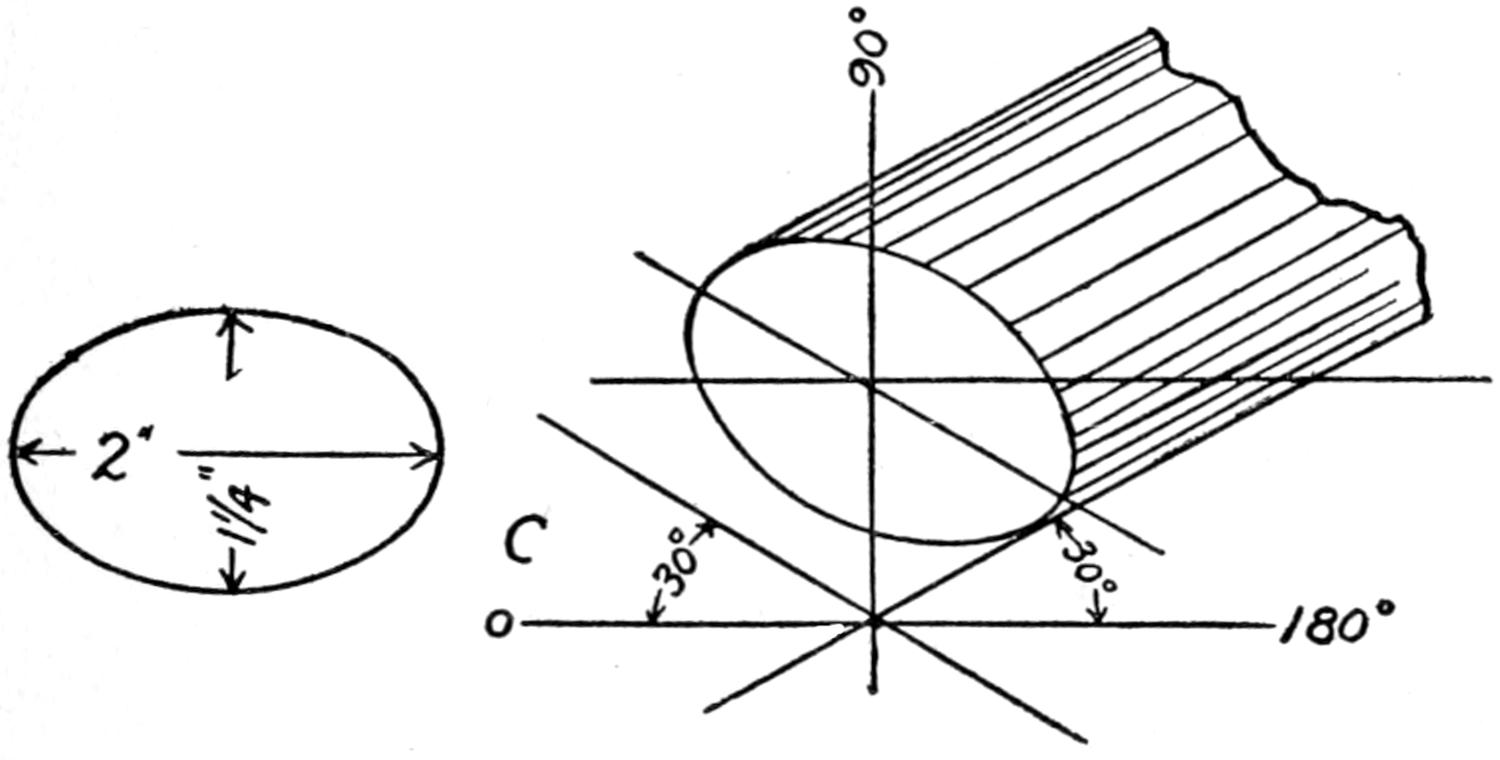
Fig. 49c. the proportions of an isometric ellipse
—Should you ever want to draw a circle and have no compasses at hand or should you want to draw a larger circle than you can with your compasses tie a bit of strong thread to a pin, make a loop in the string at whatever length you want[120] the radius—that is half of the diameter of the circle—to be.
This done, drive the pin in at the point where you want the center of the circle, put the point of a lead pencil in the loop and move it around the pin, as shown at A in Fig. 50, keeping the thread taut and a perfect circle, nearly, will result.
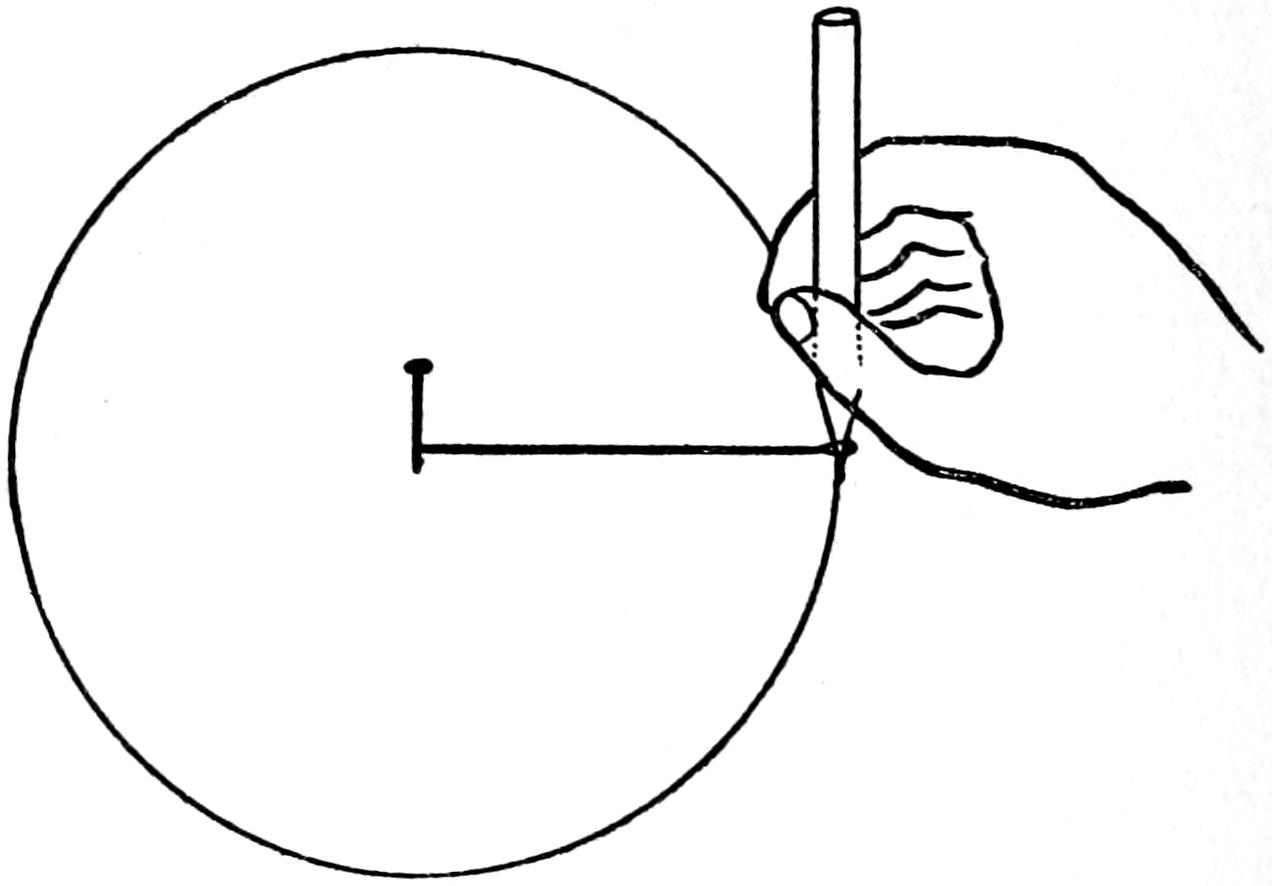
Fig. 50a. how to draw a circle with a thread
—Make a loop in one end of a thread as before and tie the other end tightly to a large pin; wind the thread around the pin until all of it is on except the loop; push the pin through the paper on which you want to draw the spiral and into the drawing board as shown at B.
Next put the point of the pencil in the loop and move it around the pin just as you did in making the circle and you will find that you have drawn a very pretty geometrical spiral which is known as the spiral[121] of Archimedes. It is so called because Archimedes was the first to explain that it was caused by a point moving with uniform angular speed and receding from the center at a constant rate.
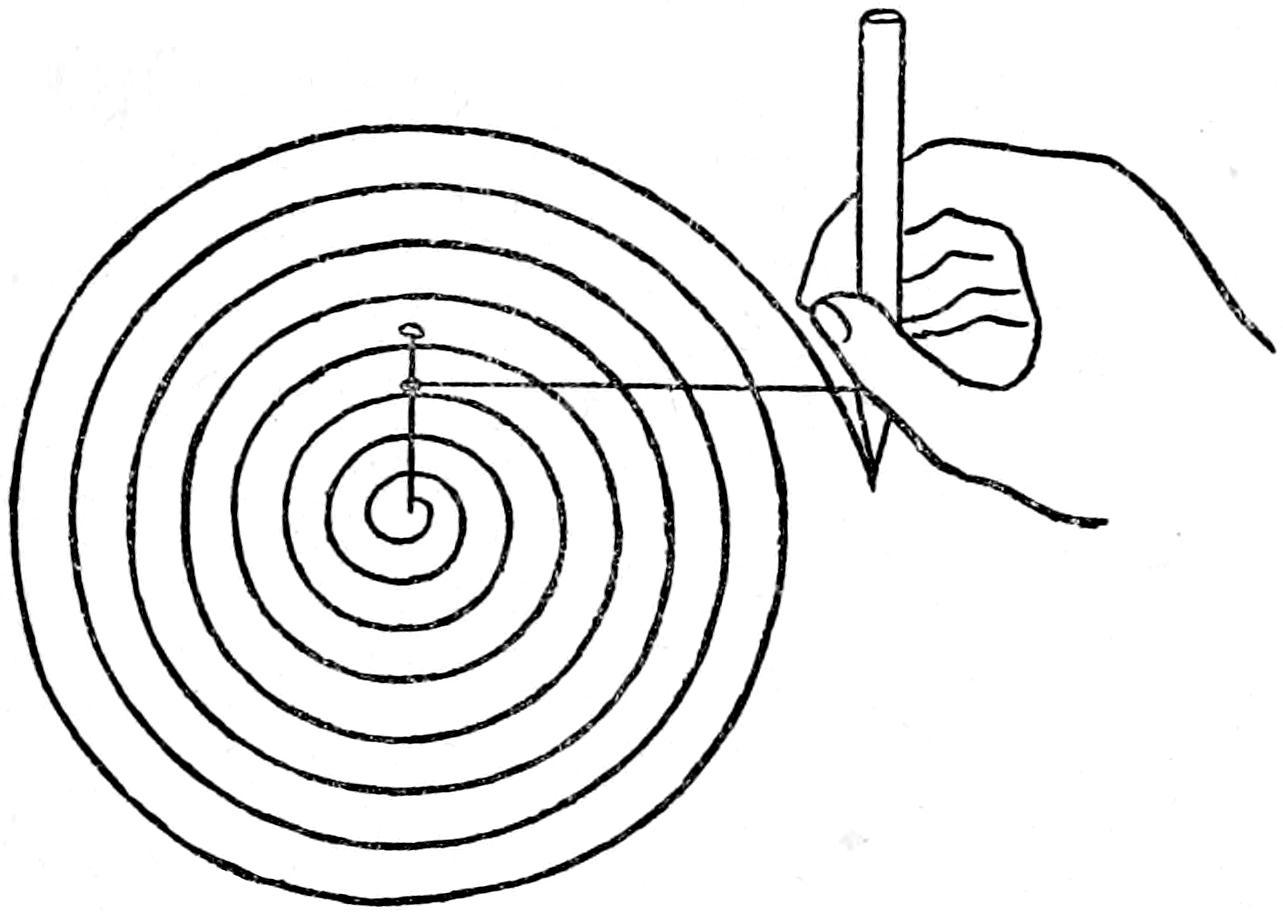
Fig. 50b. how to draw a spiral with a thread
—An ellipse can be drawn in the same way as a circle, that is, by means of a string; but instead of one pin you will need two and each pin is driven in at the foci of the ellipse you are to draw as shown at C. Simply make a loop of the string, slip it over the pins, put the pencil point in the loop and move it around the pins when an ellipse will be formed.
—A pantagraph is a simple mechanical linkage for enlarging, copying or reducing the size of a picture. It is shown in Fig. 51.
To make one of these instruments get four strips of wood about ¹⁄₈ inch thick, ¹⁄₂ an inch wide, and 18 or[122] 20 inches long. Now drill ¹⁄₁₆ inch holes ¹⁄₄ inch apart in each stick the whole length of it. In the ends of three of the sticks make a hole the size of a lead pencil.
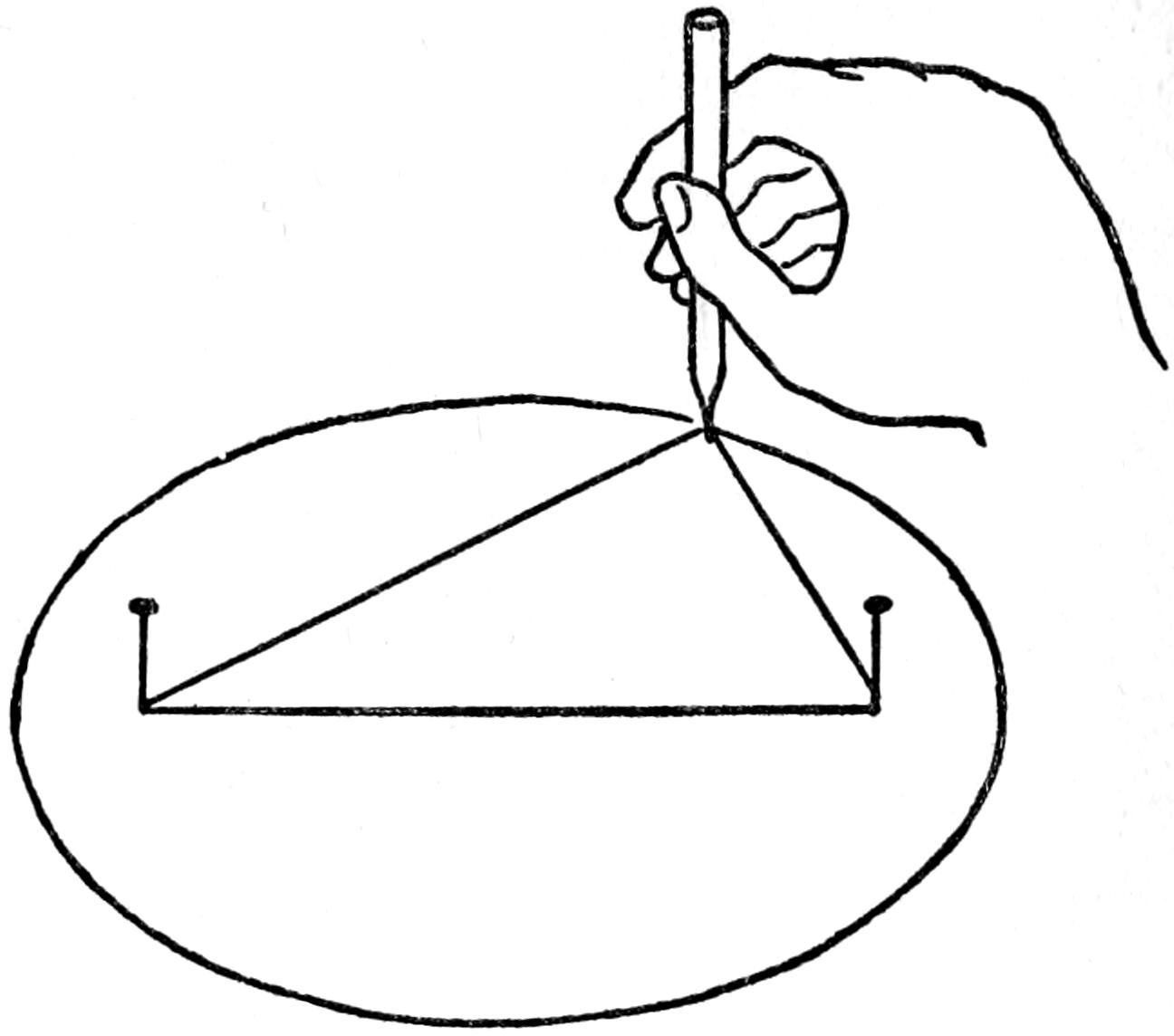
Fig. 50c. how to draw an ellipse with a thread
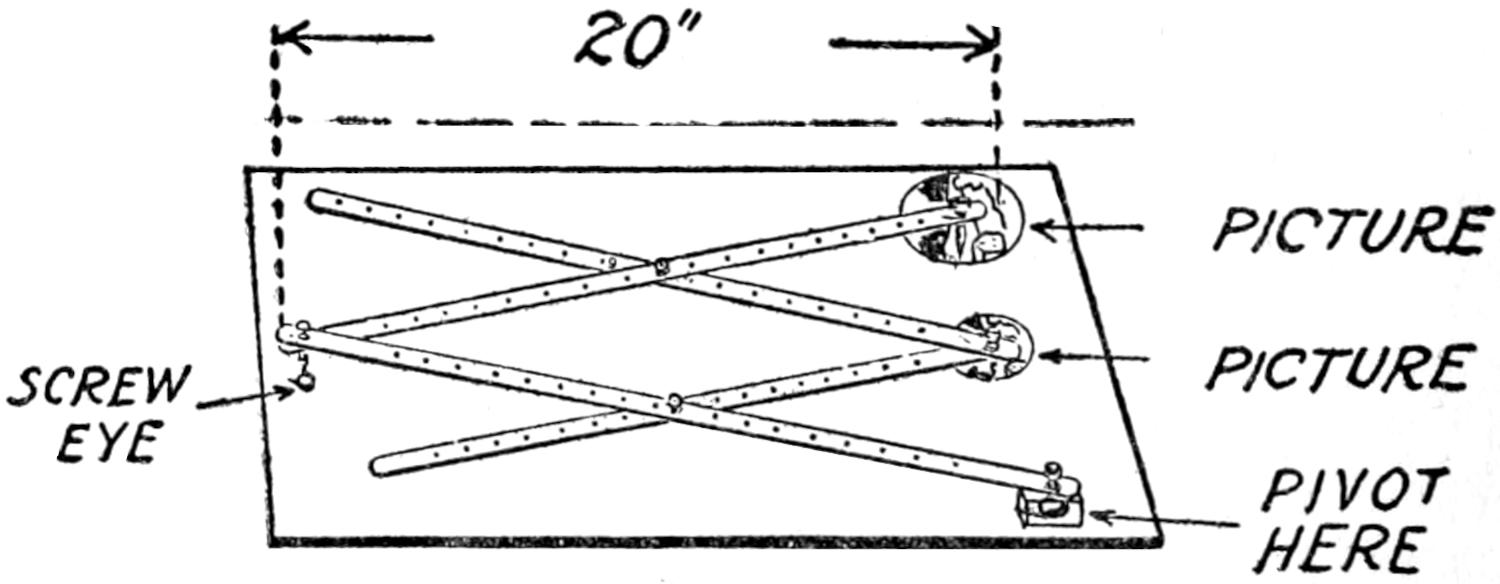
Fig. 51. how a pantagraph is made and used
Make two tin tubes each ¹⁄₂ an inch long and fit them into the holes in the ends of the sticks and push a bit of pencil through each tube; screw a block of wood[123] ¹⁄₂ an inch thick to your drawing board and screw one end of another stick to the block and the sticks together with screw eyes.
Now tack a sheet of paper under the pencil in the free end of the stick and a picture under the pencil in the jointed ends of the sticks, then trace the picture with the latter, and the other pencil will make an enlargement of the picture. By changing the position of the sticks a picture can be copied or reduced in the same way. A pantagraph can be bought for as little as 25 cents or for as much as $125.00.[41]
[41] A pantagraph can be bought of any dealer in art supplies or drawing materials.
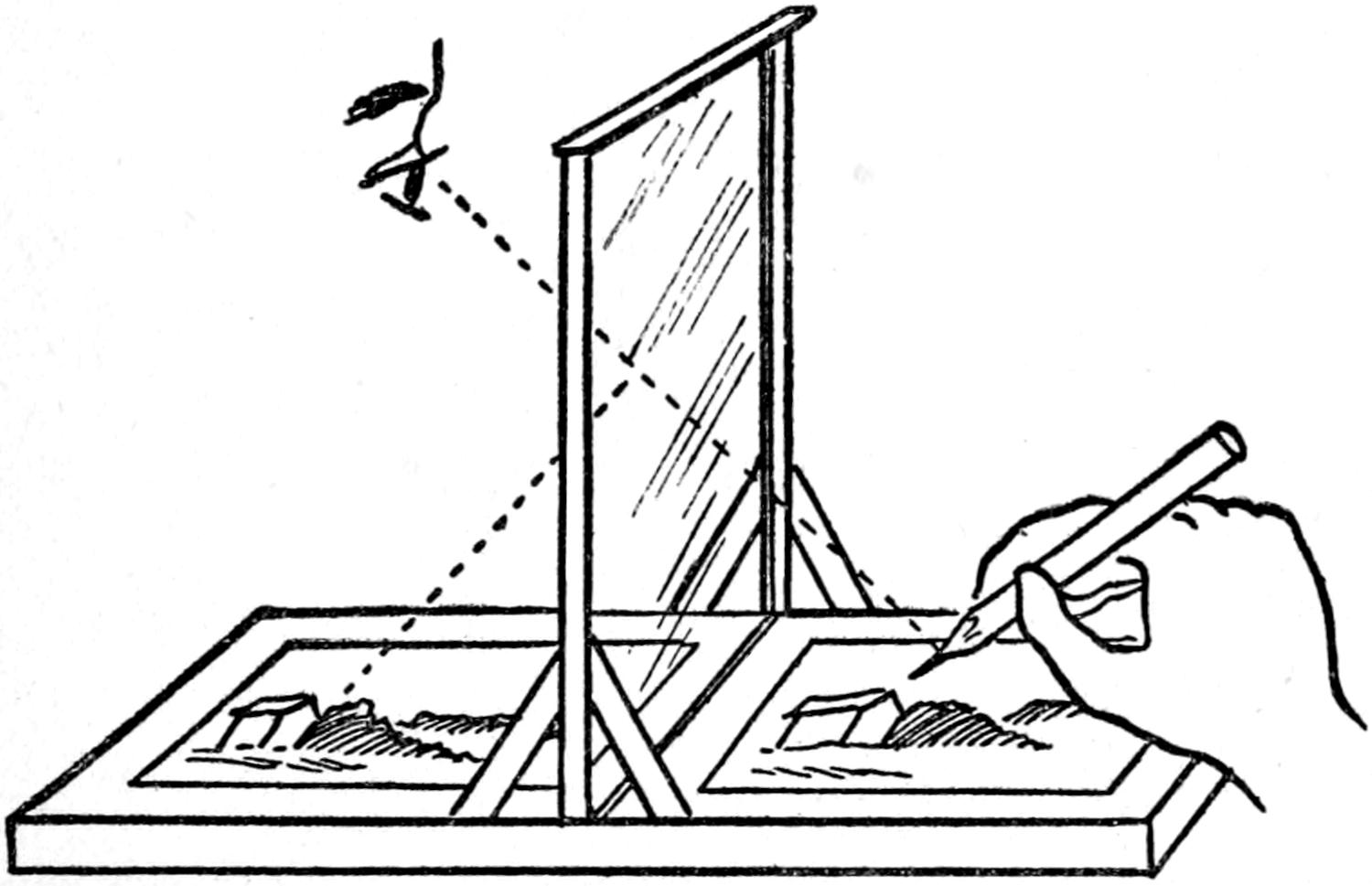
Fig. 52. how a reflecting drawing board is made and used
—This is a very simple and easily made optical apparatus for copying pictures and making drawings of flat objects. Get a smooth board, or your drawing board[124] will do; make a wood frame and fit an 8 × 10 sheet of clear glass in it and screw the frame to the middle of the board as shown in Fig. 52.
Now all you have to do is to lay a picture or a flat object, such as a leaf or a butterfly, on one side of the glass and a sheet of paper on the other side and look into the glass at a sharp slant, or acute angle would be the better term, and you will see the picture projected plainly on the paper so that you can easily draw it in with a pencil.
—A very easy and effective way to copy any picture already drawn, or even a photograph, in line, is to use tracing paper.
This kind of paper, which you can buy of any dealer in drawing materials, is quite transparent and very tough. To make a tracing lay the drawing you want to copy on your drawing board, then lay the tracing paper on top of it, rough side up, and push a thumb tack into each corner to hold them together.
Now trace the outline of the picture with a pencil and then draw in the lines with India ink. If the paper does not take the ink readily rub the surface of it with a little powdered chalk on a soft rag. You can make as many duplicate copies as you want by using a printing frame and blue paper according to the directions given in the next chapter.
—Here is an easy way to make lasting impressions of your own and your friends’ finger prints and hands.
Take a sheet of heavy glazed white paper, say 5 × 7[125] inches, and hold it over a kerosene lamp with the chimney removed and the top of the burner thrown back so that the flame will smoke like a locomotive. Keep moving the paper about to make the soot, which is simply particles of nearly pure carbon, cover the surface of the paper as evenly as possible.

Fig. 53. a lasting carbon (soot) impression of your hand
[126]
Lay the smoked paper on a table and then press the palm of your hand flat down on it; you must be careful not to press your fingers down too hard or the sharpness of the fine lines will be destroyed. To get a clear impression of the lines in the hollow of your hand press down on the back of it with the fingers of your other hand.
After you have made the print, as the impression is called, pour on some flint varnish, which is the kind that photographers use to cover the films of glass negatives. You can buy it at any photo supply house.
Pour a teaspoonful on one corner of the paper and let it flow down and across until the whole surface is evenly covered. As this is a genuine carbon process the prints cannot fade and they will last as long as the paper lasts. A print of this kind made by the author 18 years ago is shown in Fig. 53.
—Since you are of the younger generation let me tell you just what a silhouette is, and why.
It is a profile, or side view, of the head of a person cut out of black paper and mounted on a white card, or else cut out of white paper with a piece of black silk back of it so that it looks like a shadow in miniature of the sitter.
It was so called after M. de Silhouette, a French Minister of Finance in 1759; his rigid economy in the conduct of his office caused his name to be tacked on to everything cheap and as photography had not yet been discovered and painted portraits were costly, the[127] paper outlines filled in with black were the cheapest substitute known and hence the name.
But as the years rolled by silhouettes became a dignified and honored art and so when our great grandfather and grandmother wanted to have their pictures made—not taken—they went to a shears and paste artist who cut out their silhouettes.

Fig. 54. silhouettes of your great-grand-pa and great-grand-ma (when they were young)
While the art of cutting silhouettes is all but a lost one because photography is so easy and shows all the details, still you can make them with some black glazed paper and a pair of sharp shears with a little practice.
Take a sheet of black glazed paper[42] about 2 inches wide and 3 inches long and seat your sitter with the side of his or her face turned toward you. Now with[128] a pair of sharp shears begin to cut the paper, starting at the chin and going on up the face to the hair, then around to the back of the head and finally cutting out the collar and bust.
[42] Glazed paper can be bought at stationery stores or you can get it from Dennison Mfg. Co., 5th Ave. and 26th St., N. Y. C.
All the time you are cutting you must keep your artistic eye on the profile of your sitter and your mechanical eye on your shears and paper and you will be truly surprised to find how little knack it takes to get a reasonably faithful likeness. A pair of silhouettes are shown in Fig. 54.
—Of course you know what transfer pictures are. There are very few boys indeed who have not bought and used little 5 cent packages of jim-crow transfer pictures and you will remember that usually only about half of the picture transferred came off. But this was because they were made for fun and not for real work.
Now transfer pictures, or decalcomania (pronounced de-cal´-co-ma´-ni-a) or decalcomanie as the French call it, from the Latin de which means down, plus calquer, which is Latin for trace, plus mania which is Greek for madness, are used by hundreds of thousands by painters and decorators in every line of work. These pictures are made with skill and care and when used properly will not break or come off.
These transfer pictures can be bought in 10,000 different subjects and cost from 1¹⁄₂ cents to a couple of dollars each. The pictures include every subject imaginable from simple little flowers to birds with wonderful plumage and from cupids in groups to[129] world’s fair buildings; then there are letters and monograms and beautiful crests and coats-of-arms in gold and brilliant colors.
When you get ready to do decalcomanie write to Palm, Fechteler and Company, 67 Fifth Avenue, New York, or to their western branch at 54 West Lake Street, Chicago, Ills., for a price-list and this will give you a description, the height and length of each picture, the number of pictures on a sheet and the price per sheet.
—The regular pictures can be transferred to wood, metal, painted surfaces, etc., but instead of soaking them in water alone as you used to with the toy pictures you give the face of them a very thin coat of a good, quick drying, rubbing varnish which you can get at a paint store, or better, use a transfer varnish which you can buy of the above company for 35 cents for a ¹⁄₂ pint can.
After you have applied the varnish to the face of the picture let it dry until it is very tacky; now put the face of the transfer down on the surface, wet it with water on a sponge and roll it down hard with a felt roller.
In a couple of minutes wet the paper again thoroughly with water and peel it off; roll it down at once with a wet felt roller and tap it off with a piece of chamois skin. After the design or picture has dried for 20 minutes or so, the varnish around it can be removed by dampening it with dilute turpentine, ammonia or, better, with a detergent made of equal[130] parts of turpentine and crude oil and immediately rubbing it away lightly and quickly with a dry, soft rag.
After the picture has been transferred as above, it should be given one or more protecting coats of varnish the next day.
[131]
Since the slogan you press the button and we’ll do the rest has come to be so well known everybody makes photographs. But there are a number of kinks in and side issues of photography that are amusing, instructive or useful and which if you do not already know about will prove of service to you.
—This is the very simplest and one of the most useful kinds of photography. You need but very little material to make the pictures with and the little you need will cost less than a dollar.
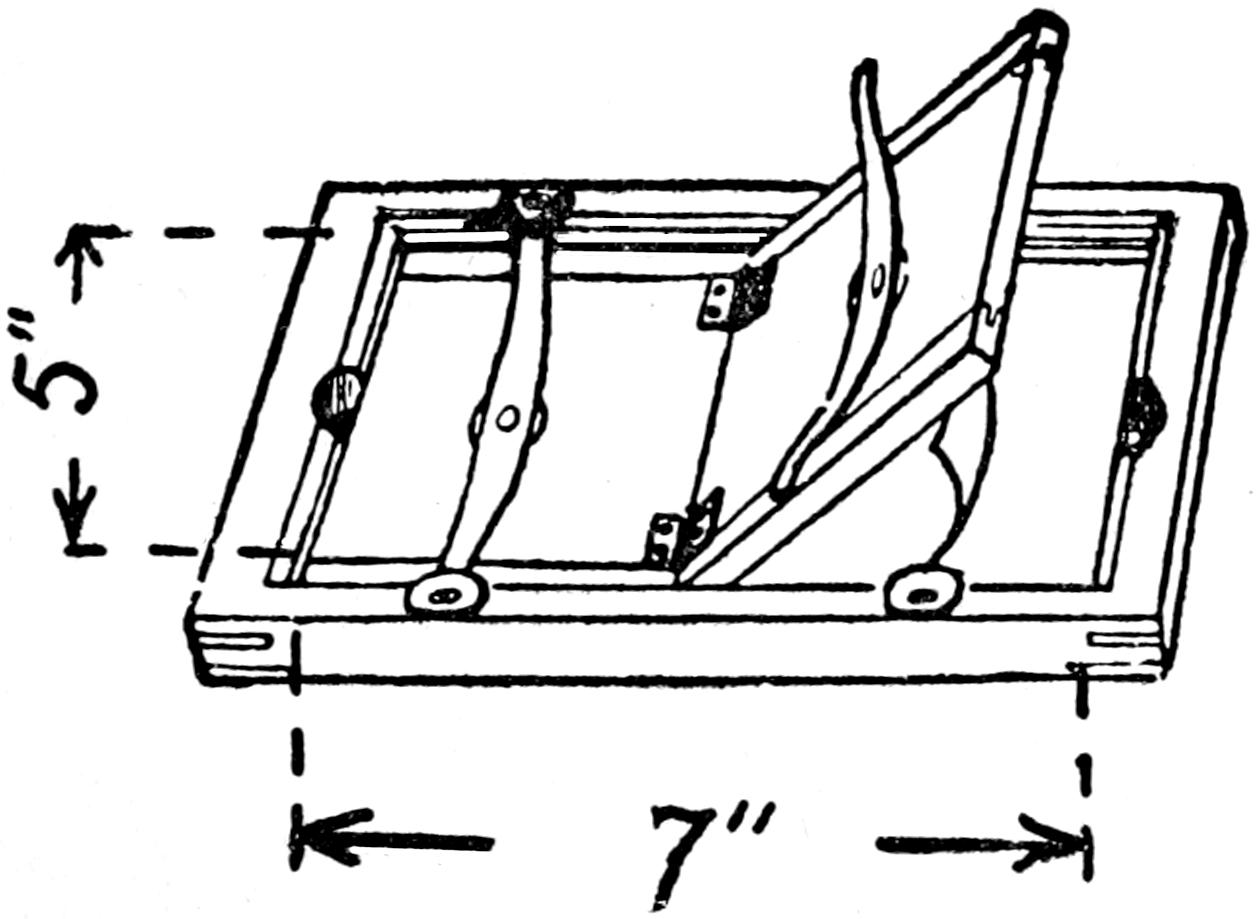
Fig. 55. a photo printing frame
[132]
—Buy, or you can make, (1) a 5 × 7 printing frame as shown in Fig. 55 and get a sheet of clear glass to fit it, and (2) a couple of dozen sheets of 5 × 7 blue-paper[43] which you can buy at any photographic supply house.
[43] You can make blue print paper by dissolving ammonium ferric citrate in warm water and coating the surface of the paper with it by floating it on top of the solution.
Now take one of the drawings you have made on tracing paper or on tracing cloth with India ink as I described in the last chapter and lay it with its inked surface on the glass; lay on this a sheet of blue-paper with its sensitized side on the tracing paper or cloth; put the back of the printing frame on top of the blue-paper, press the springs into place and set the frame in the sunlight.
Every few minutes open a half of the hinged back of the printing frame and take a look at the blue paper to see if the printing is far enough along. When the lines of the drawing show plainly on it take the print out of the frame and wash it, as it is called, by letting water run on it or by putting it through several changes of water.
When it is well washed hang it up on a line by a corner to dry and you will have a good, clear print with white lines on a blue ground. In this way by using a negative that you have made with a camera, especially if it is a marine view, you can get some very pretty and artistic pictures.
—If you like[133] nature you can use the above process of contact printing to fine advantage. Instead of blue paper it is better to use what is known as solio paper[44] or silver paper.[45]
[44] Solio paper is coated first with gelatin and then with silver.
[45] Silver paper is coated first with albumen and then with silver.
To make a contact silver print first put a finely veined leaf, the filmy wing of a butterfly, a piece of delicate lace or any other thin, translucent object on the glass in the printing frame, lay a sheet of solio, or silver paper over it, then put the back in the frame and fix the springs.
Set the frame so that the sunlight will fall full on the glass side of it. From time to time open half of the hinged back and see how the print is coming on; make the print a couple of shades darker than you want it when finished, but be careful not to overexpose it for silver paper prints much quicker than blue paper.
—To tone a silver print means to change its color and give it more brilliancy and this is done by putting it in a chemical solution made of chloride of gold, or toning bath as it is called.
To fix a print means to treat it so that the light will no longer act upon it and this is done with a solution of hyposulphite of soda or just hypo as it is called for short.
The easiest way to tone and fix your silver prints is to buy a bottle of solio toning solution[46] which is[134] a combined toning and fixing bath. Take the print from the frame and do not wash it but put it into a tray in which you have mixed 2 ounces of solio toning solution and 4 ounces of cold water.
[46] It can be bought at any store where photographic materials are sold or you can make it yourself from the formula given on this page.
When the print takes on the proper color put it into another tray containing a solution made of 1 ounce of salt and 32 ounces of water; let it stay in this bath for 5 minutes to stop the toning. Now put the print into another tray and wash it in 16 changes of water or in running water for an hour. If you make a half or a dozen prints at once you can tone and fix them at the same time.
—To make a combined toning and fixing bath mix up two solutions, called stock solutions, as follows:
—Dissolve in 20 ounces of cold water 2 ounces of hypo, 1¹⁄₂ ounces of alum in crystals and ¹⁄₂ an ounce of granulated sugar. Then dissolve ¹⁄₂ an ounce of borax in 2 ounces of hot water and mix it with the hypo solution; let it stand over night and then pour off the clear liquid.
—Dissolve ³⁄₄ of a grain of pure chloride of gold and 32 grains of acetate of lead in 4 ounces of water.
Now when you want to tone a picture or half a dozen 4 × 5 prints, take 4 ounces of the stock solution A and ¹⁄₂ an ounce of the stock solution B and pour[135] them into a tray and tone them as I have previously described.
—When you can buy a real camera for two or three dollars it seems of little use to make one, so just consider the camera I shall describe as a scientific curiosity rather than an apparatus of utility.
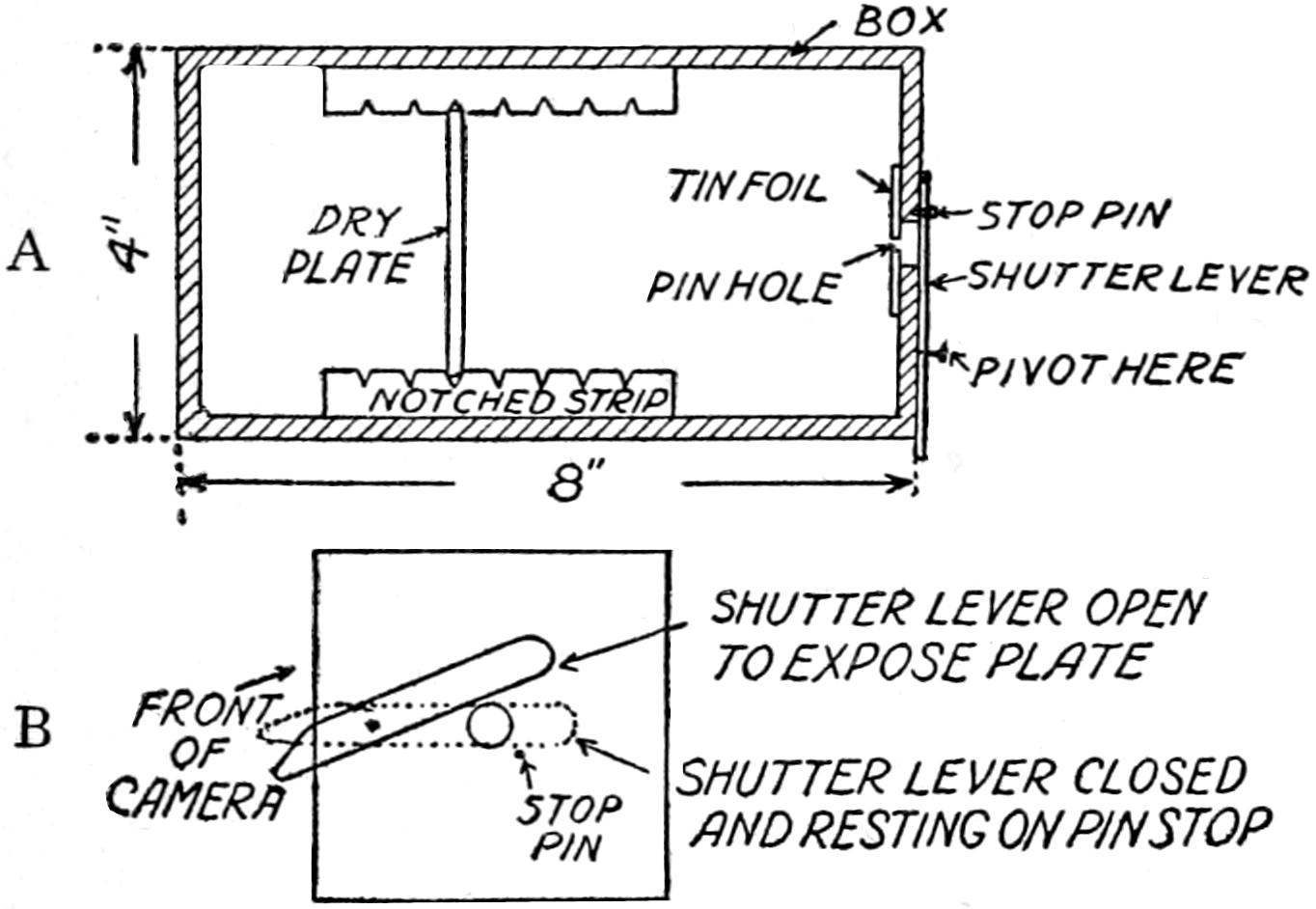
Fig. 56. an easily made pin-hole camera
A. Cross section showing the notched strips.
B. The way the shutter works.
To make a pin-hole camera, so called because a pin hole takes the place of a lens, form a box of pasteboard or of thin wood 4 inches square and 8 inches long; cut a hole ³⁄₈ of an inch in diameter in one end for the pin hole. Fit a strip of wood ¹⁄₂ an inch thick and 4 inches long, having notches cut into it to a depth of ¹⁄₈ inch, to the sides of the box as shown at A in Fig. 56. These notched strips are to hold a[136] sensitized dry plate.[47] Next make a shutter, that is, a little device to open and close the pin-hole; it is simply a bit of sheet brass 2¹⁄₂ inches long, ¹⁄₄ inch wide at one end and ¹⁄₂ an inch wide at the other end as shown at B. Drill a hole ¹⁄₈ inch in diameter in the center of the strip of brass and pivot this to the front of the box so that it is on a horizontal line with the center of the hole.
[47] A dry plate is a sheet of glass coated on one side with gelatin and bromide of silver which makes it sensitive to light.
Now to make the pin-hole, and certainly no pin-hole was ever more important than this one. Glue a thick piece of nice smooth tinfoil over the hole on the inside of the box and with a fairly good-sized pin, or better a needle, prick a smooth hole in the center of it.
You are ready now to take a picture and to do so slip a sheet of ground glass[48] into the grooves in the camera up close and then farther back until you can see the picture plain. This done take the camera into your dark-room,[49] and load a dry plate into it, put the cover on the box and fasten a black cloth over it with a rubber-band as shown at C in Fig. 56.
[48] You will find directions for making it in Chapter IX.
[49] A dark room must be used because a ray of any kind of light except red will spoil a dry plate the instant it strikes it. A red-lamp can be bought for a quarter or you can make one and either use a sheet of red glass or red dark-room paper.
Go out and point your camera at the object you want to photograph, be it a landscape, a seascape or a scapegoat, press down on the lever for a second, let[137] go of it when it will drop back and cover the pin-hole again and the exposure is made.
—Next take your camera into your dark-room and develop the plate, that is, immerse it in a chemical solution called a developer to bring the picture out on it. To do this you must get a tray and put the exposed dry-plate in it, film side up, and pour the developer over it.
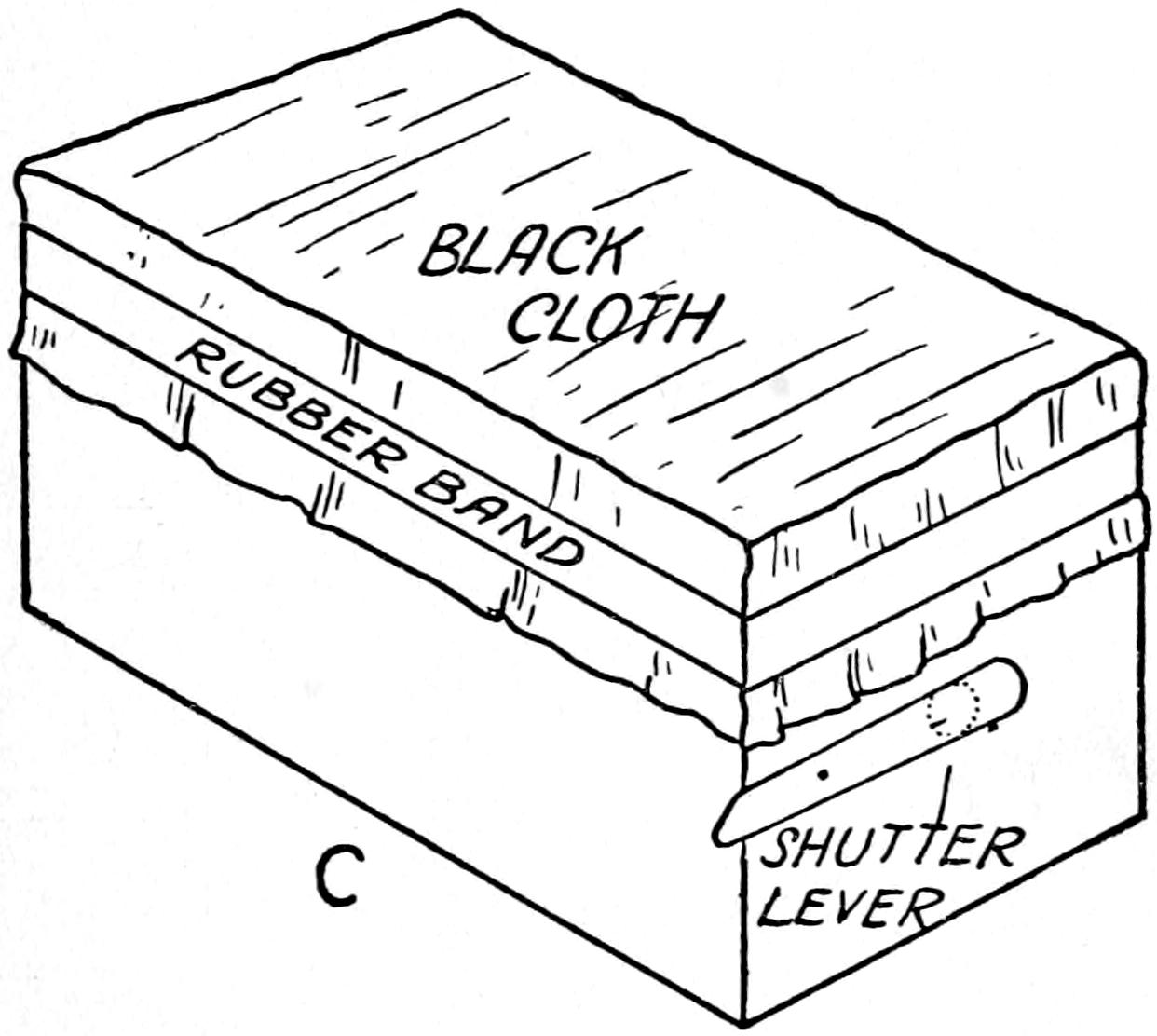
Fig. 56c. the pin-hole camera complete with cloth and rubber band
Rock the tray after you have poured the developer over the plate to keep the solution flowing forth and back evenly over it all the time. When you see the image very plainly take the plate out of the developer, wash it in clean water and then lay it with the film side up in a tray containing the fixing bath.
[138]
Let the negative—when the plate is exposed and developed it is called a negative—remain in the fixing bath until all the white parts, that is, the free silver which was not affected by the light, have disappeared and then let a gentle stream of water run on it for an hour or wash it in 16 changes of clean water. Stand it in a negative rack over night to dry and then you can make prints from it.
—You can make a good, tried and true developer in two solutions as follows:
Pyro Solution, A.—Take 1 ounce of pyrogallic acid, called pyro for short, dissolve it in 28 ounces of water and then add 20 minims of sulphuric acid.
Soda Solution, B.—Dissolve 2 ounces of desiccated[50] carbonate of soda and 3 ounces of sulphite of soda in 28 ounces of water.
[50] Desiccate means thoroughly dry.
When you want to develop a plate mix ¹⁄₂ an ounce of the pyro solution and ¹⁄₂ an ounce of the soda solution with 4 ounces of water and to do this you need a graduated glass.
—To make a good fixing bath for dry plates dissolve 1 ounce of hypo, 60 grains of sulphite of soda in crystals and ¹⁄₄ ounce of borax in 20 ounces of water. A developer can only be used for one or two plates but you can fix 50 plates in the same fixing bath.
—To take real pictures[139] you want a real camera. Now there are many kinds of hand cameras but there is only one size that I am going to try to interest you in and that is one which will make pictures 3¹⁄₂ × 4¹⁄₂ inches.
With a camera of this size you can take nicely proportioned little pictures to give to your friends, to keep in your album, to make enlargements of and to make lantern slides of by direct contact printing and this will save you a lot of trouble.
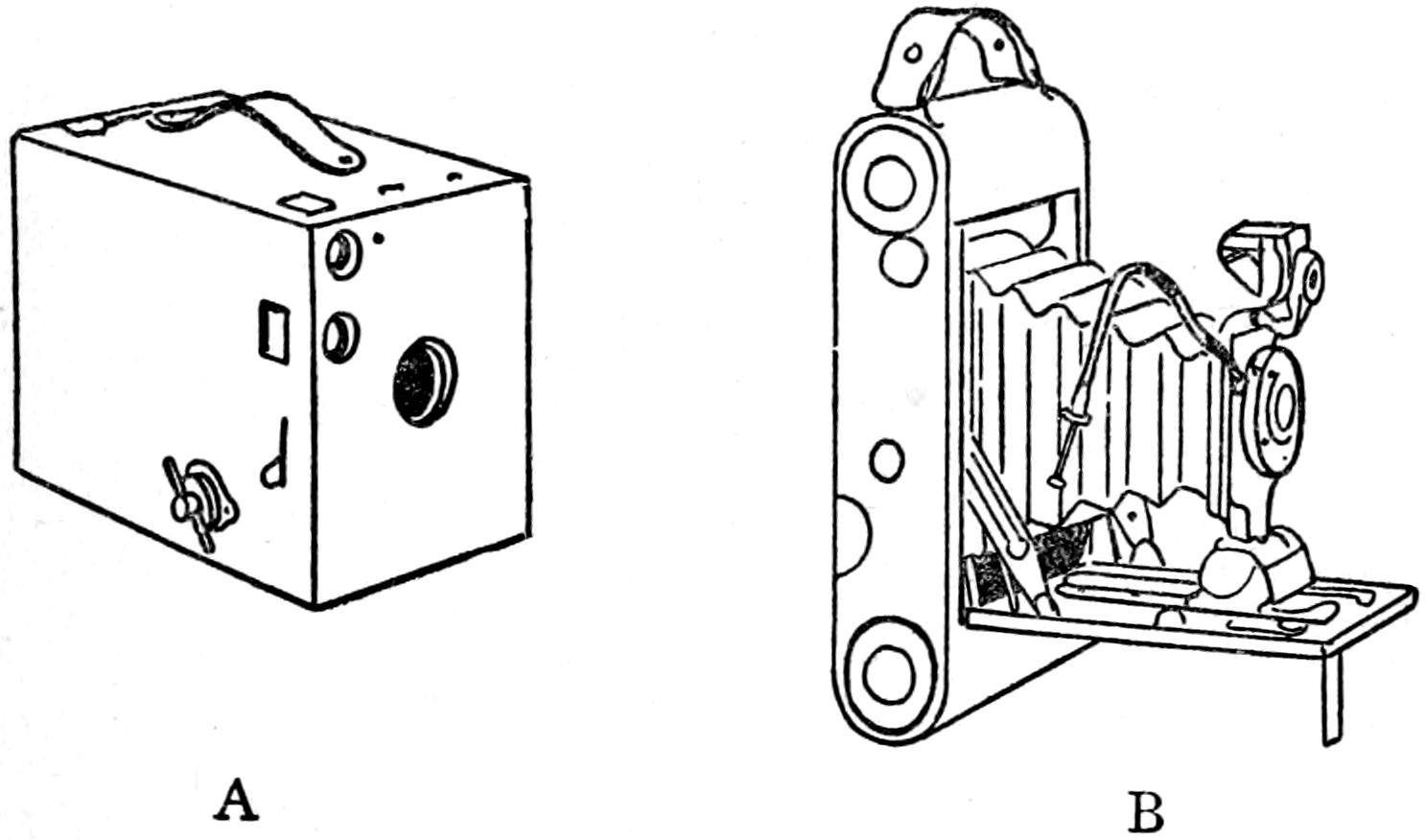
Fig. 57. two cheap and good cameras
A. A Brownie box kodak.
B. A folding kodak.
The cheapest 3¹⁄₄ × 4¹⁄₄ camera you can buy is a No. 3 Brownie box kodak,[51] see A Fig. 57, which costs about $3.00. A folding No. 3 Brownie camera, shown at B, will serve your needs much better and this one will cost you in the neighborhood of $5.50, or you can[140] buy a Graflex camera[52] for $75.00 if father is rich and mother doesn’t care.
[51] These cameras can be bought most anywhere or you can send to the Eastman Kodak Company, Rochester, N. Y.
[52] With this kind of a camera you can see the object you are photographing up to the very instant you snap the shutter.
Every good camera has what is called a rectilinear lens, that is, a compound lens formed of two achromatic lenses, which means that each acromatic lens is made up again of two lenses one of which is of crown glass and the other is of flint glass, and these two latter lenses are cemented together with Canada balsam.[53]
[53] This is a clear gum that is obtained from a tree called the Canada balsam.
Now whereas a common convex lens will produce all the colors of the rainbow around its edges when a ray of light passes through it, an acromatic lens lets through only the white light and while a single convex lens makes the straight lines of a building curved in the picture, an acromatic lens keeps all the lines straight, or rectilinear, and hence its name.
These little cameras are filled with mechanical snap shutters and they use roll films, that is the sensitive silver and gelatine emulsion is spread on a thin celluloid film instead of on glass plates. These roll films come on spools in lengths of ¹⁄₂ and 1 dozen each and they can be loaded into the camera in daylight. The same kind of developing and fixing solutions are used for films that are used for dry-plates.
—To make an enlarged picture of a small negative take[141] out the back of your camera and get two perfectly clear sheets of glass to fit the opening.
Make a box of ¹⁄₄ inch thick wood, 6 inches wide, 6 inches long and 7 inches high and have the top of it separate so that it can be lifted off and put on the box. In the middle of the top near one edge cut a hole 1¹⁄₄ inches in diameter and put an electric light socket—to which a cord and plug is fixed—in it as far as it will go and then screw in a nitrogen 100 watt electric lamp[54] which gives about 75 candle power, as shown at A in Fig. 58.
[54] The Delco Light Co., 52 Park Place, New York, sells these lamps and all other electrical supplies.
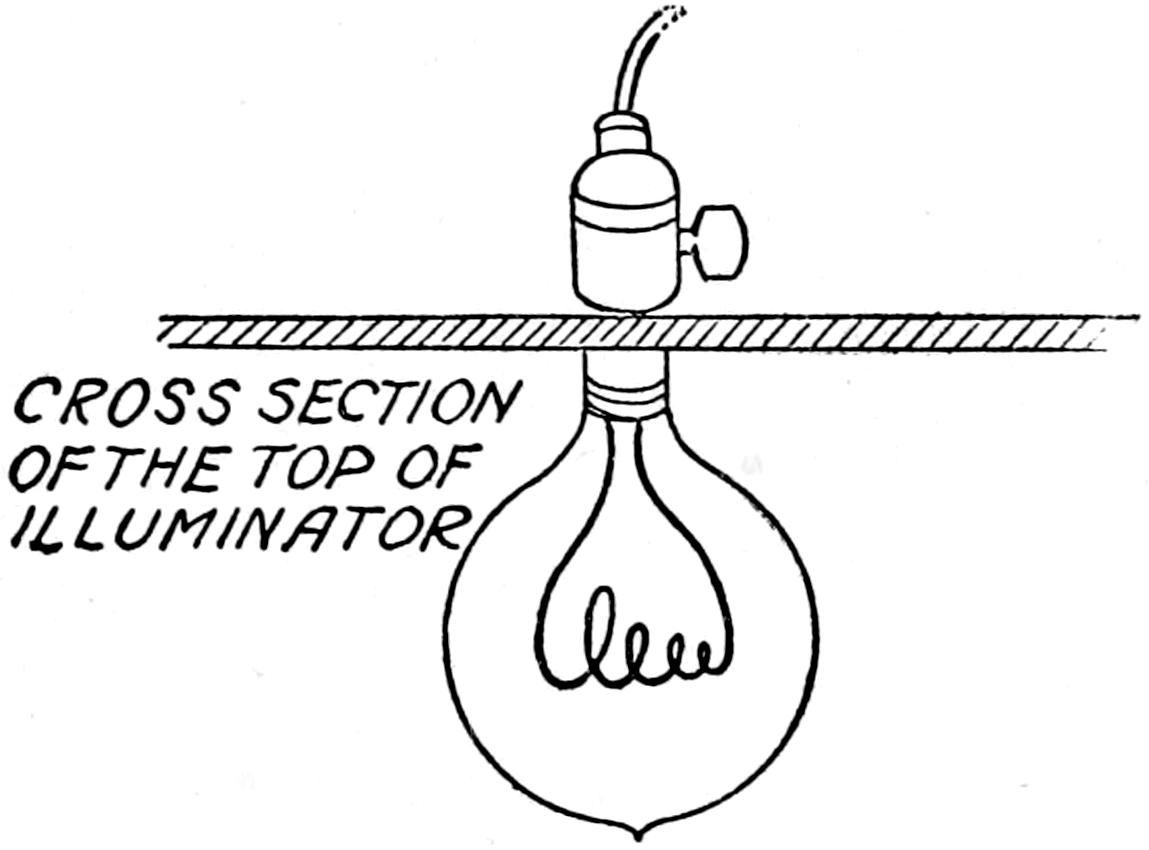
Fig. 58a. a home-made enlarging apparatus
The lamp set in the top of the illuminating box.
Cut a hole out of the front board 3¹⁄₂ x 4¹⁄₂ inches and fasten a sheet of ground glass[55] or, better, of opal glass[56] over the opening. Get a sheet of bright[142] tin 6 inches wide and 10 inches long, bend it into a semi-circle and set it in the box so that it will reflect the light from the lamp in front of it through the ground glass screen as shown at B.
[55] Ground glass can be bought at a glazier’s or you can make it as explained in Chapter IX.
[56] Opal glass.
Next make a stand for holding the bromide paper[57] which is to be used for the enlargement. About the easiest way to do this is to take a 1 inch thick board 6 inches wide and saw off a piece 12 inches long. Fasten your drawing board to it with a couple of angle blocks as shown at D, and you are ready to make an enlargement.
[57] Bromide paper is a paper sensitized with a compound of silver and bromine.
—When you have the apparatus ready set the camera and the illuminator, as the box with the light in it is called, on another table. Put the negative between two plain sheets of glass and then fasten them to the camera with a couple of large rubber bands; set the illuminator with the ground-glass screen close up against the negative in the back of the camera, as shown at C.
Now set the drawing board stand about 4 feet away from the lens of the camera to make an 8 × 10 enlargement. Open the shutter, turn on the light and focus the camera, that is, move the stand to and from the camera until the enlarged picture is sharp. When you get it so, close the shutter and cover up the cracks where the light leaks through with a dark cloth.
Make the room perfectly dark except for your dark-room light and then put a sheet of bromide paper on[143] the drawing board with thumb tacks. Open the shutter of the lens and expose the paper to the light passing through the negative and then close it again. The bromide paper is developed and fixed just like a dry plate when your enlargement is done.
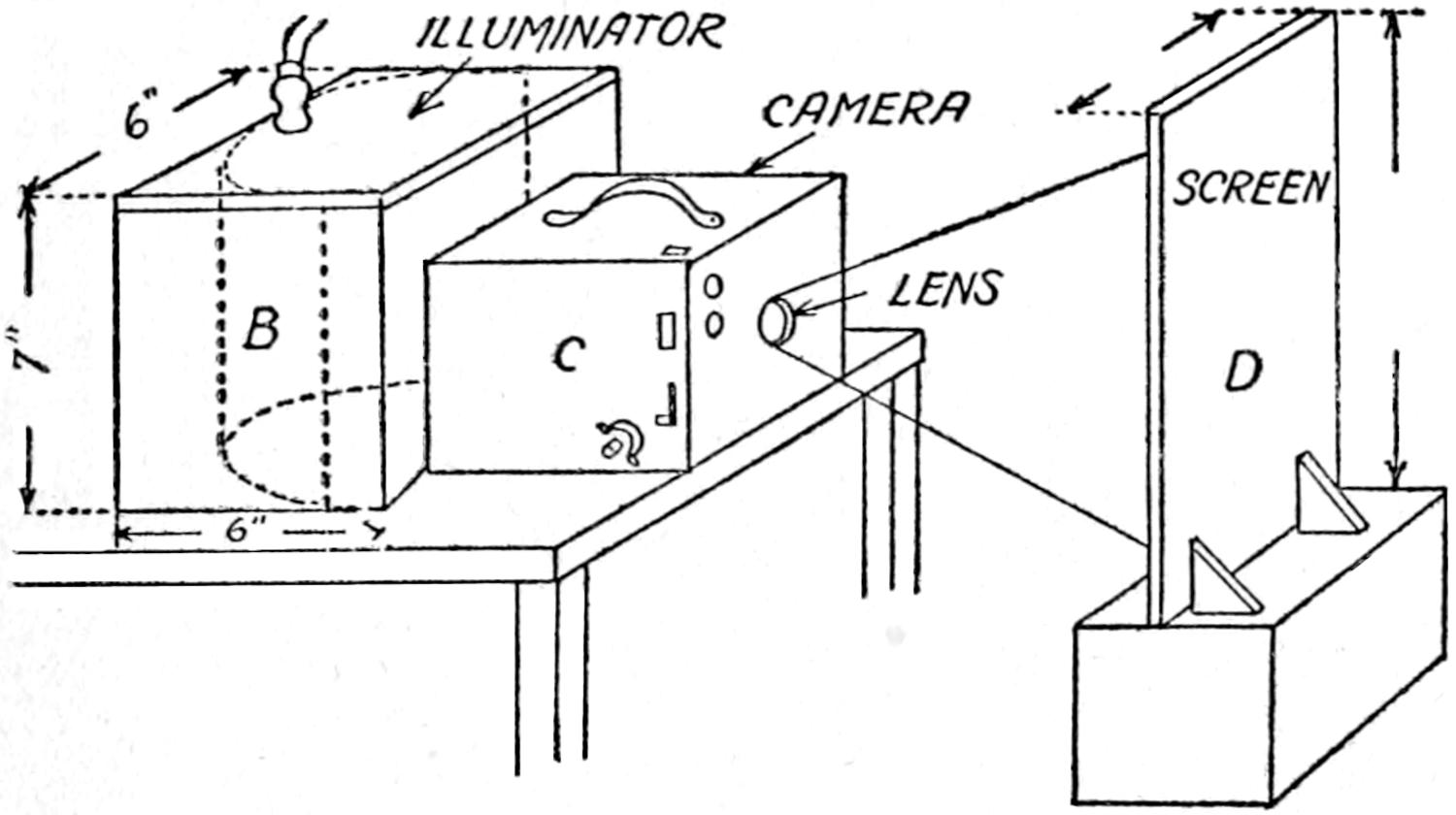
Fig. 58b. a home-made enlarging apparatus
B. The illuminator showing the tin reflector in it.
C. The camera.
D. The stand for holding the bromide paper.
In handling bromide paper you must be almost as careful as you are with dry plates or films. Before making a picture it is a good scheme to test the length of time to expose the paper. To do this take a sheet of bromide paper and cut it into strips 1 inch wide and 10 inches long; fasten a strip at a time diagonally across the board and expose the first one for say 5 minutes and then develop it, when you can usually tell about how long the exposure should be.
—A good stock solution developer for bromide paper, velox paper,[144] films and dry plates can be made by adding these chemicals to 25 ounces of hot water in the order named and stirring in each one until it is dissolved; elon ¹⁄₈ ounce; desiccated sulphite of soda 1⁷⁄₈ ounces; hydrochinon ¹⁄₂ ounce; desiccated carbonate of soda 5¹⁄₄ ounces; potassium bromide 30 grains and wood alcohol 3 ounces.
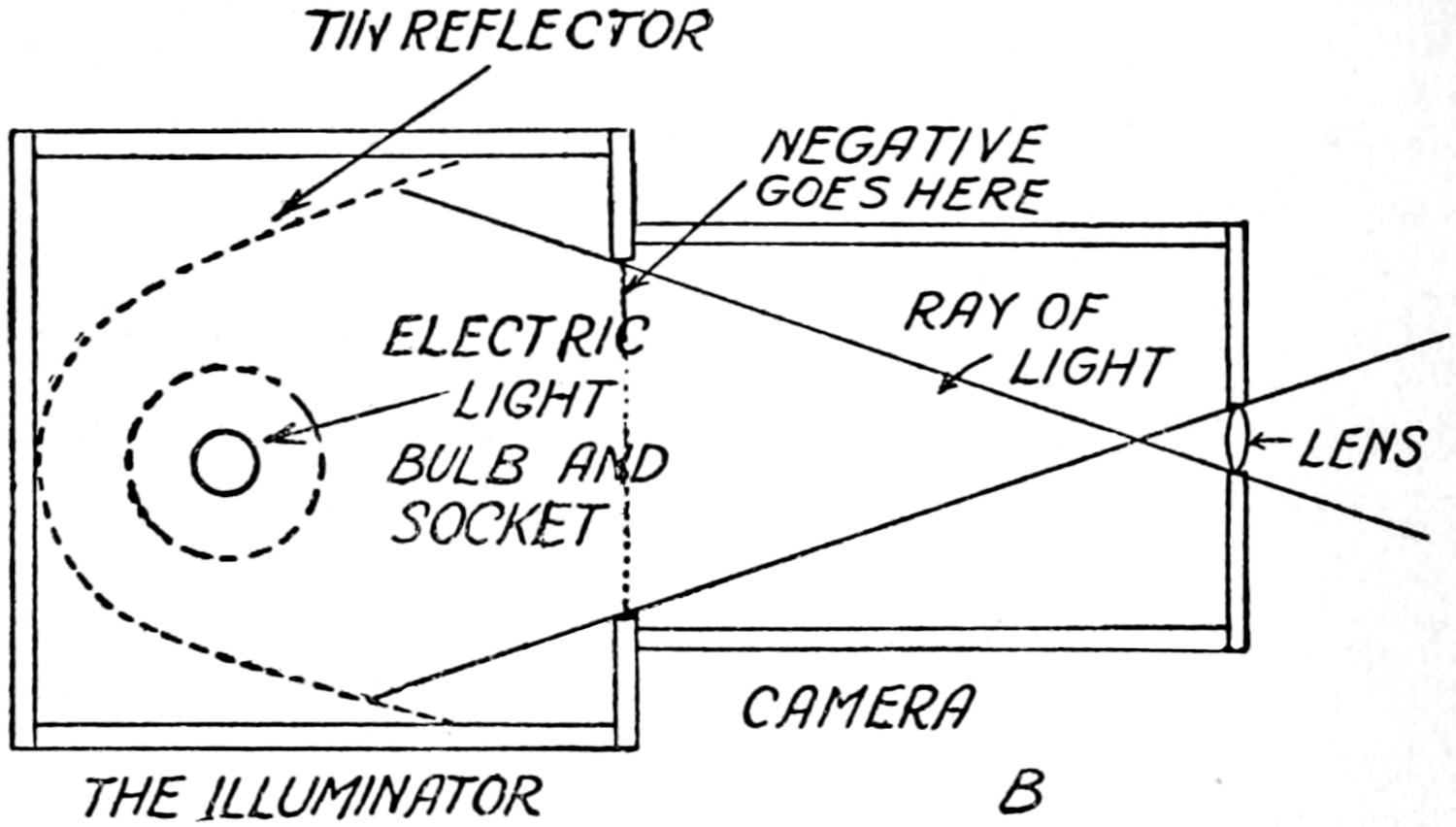
Fig. 58c. a home-made enlarging apparatus
E. Cross section top view of the enlarging apparatus.
This developer will keep for a long time if the bottle containing it is kept full, otherwise the air will act on it. To develop six 8 × 10 bromide prints use 1 ounce of the stock solution and 6 ounces of water.
To fix bromide prints keep them moving in a bath made by dissolving 8 ounces of hypo in 2 quarts of water and then adding ¹⁄₄ ounce of metabisulphite of potassium and ¹⁄₄ ounce of powdered alum. Let the prints remain in this bath for about 10 minutes and then wash them thoroughly.
[145]
—A reflectoscope is a kind of magic lantern but instead of using transparent glass slides you can use any picture or opaque object such as the works of a watch, your hand, etc, and throw an image of it on the screen.
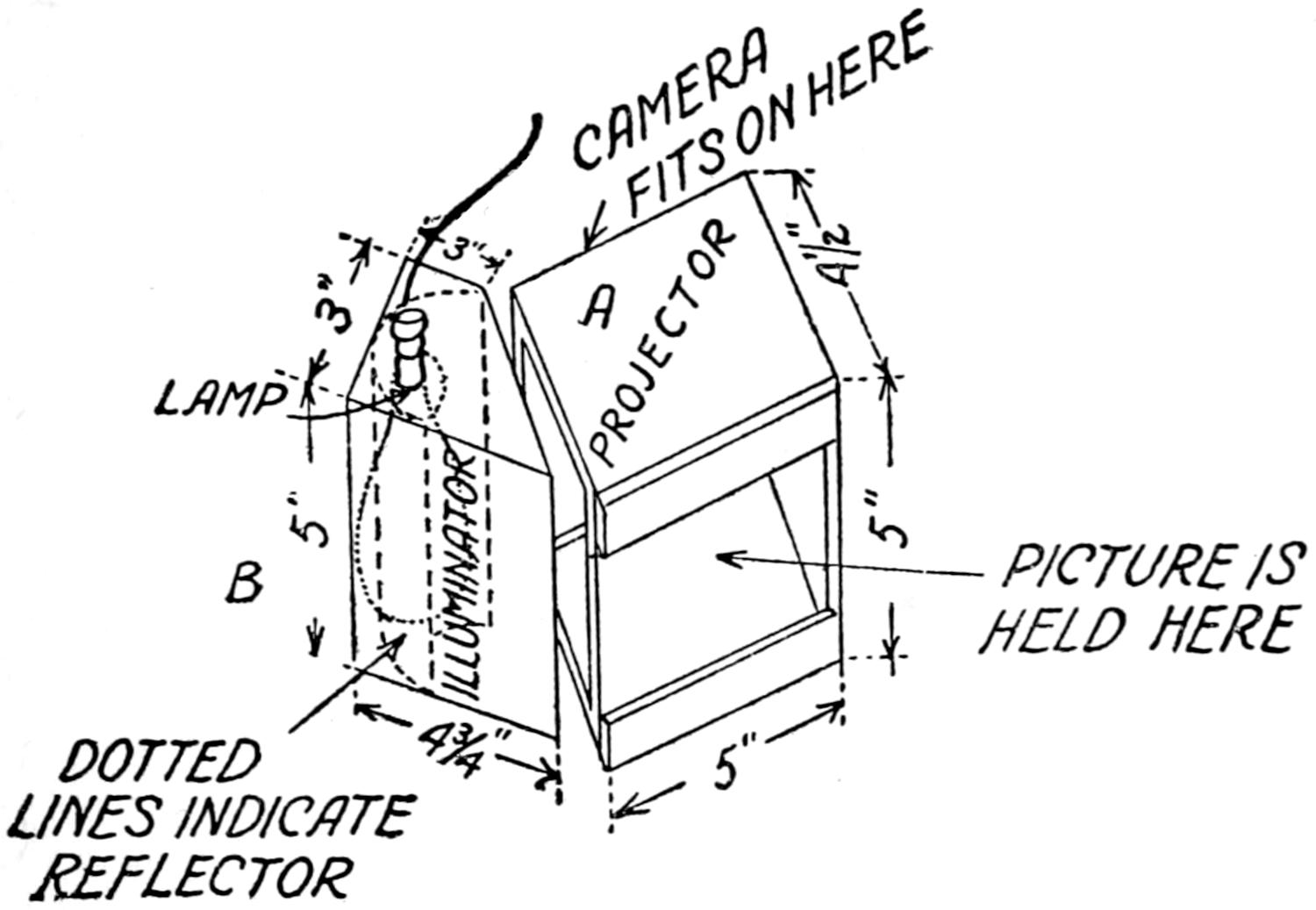
Fig. 59 a cheaply made reflectoscope
A. The projector.
B. The illuminator.
If you have a folding camera[58] you can convert it into a dandy reflectoscope, so get busy with your tools. Make a box—it is really two boxes fastened together—of the peculiar shape shown in Fig. 59, and it can be of wood or of metal as you wish.
[58] A box camera can not be used because its focus is fixed.
First make the larger box, which we will call the projector, and this should be 4¹⁄₂ inches long, 5 inches[146] wide and 5 inches high[59]—and leave the front, back and one side off. To the top and bottom fasten on two wood cleats ¹⁄₂ an inch square and 5 inches long to fix the projector to the camera with. This box is shown at A in Fig. 59.
[59] It must fit the back of your camera.
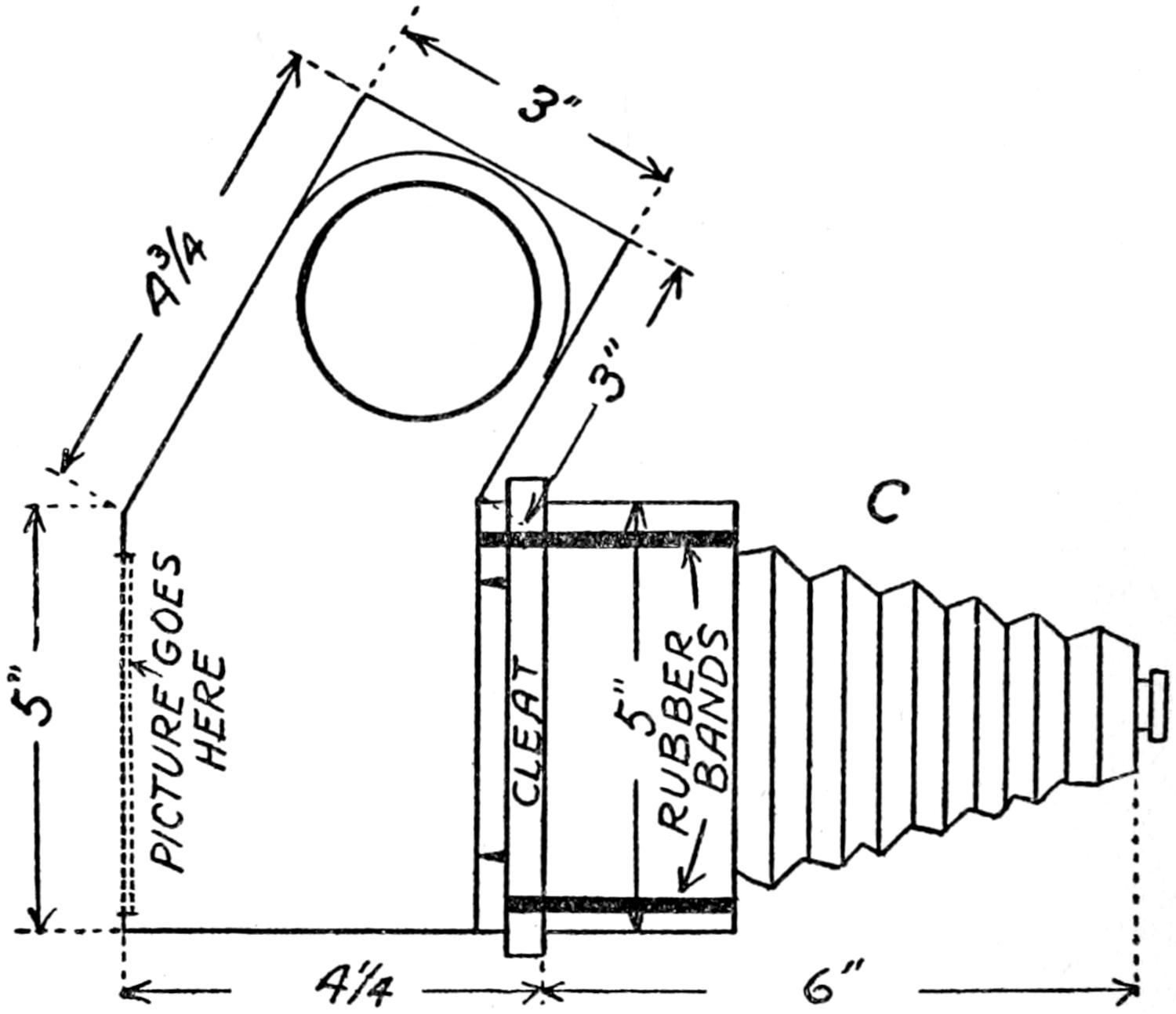
Fig. 59c. a cross section top view of the reflectoscope
This done, make another box for the illuminator 3 inches wide, 3 inches long on one side, and 4³⁄₄ inches long on the other side, and 5 inches high. Bend a piece of bright tin for the reflector and set this in the back as shown at B.
Cut a 1¹⁄₄ inch hole through the top for an electric lamp as described in the directions for making an enlarging lantern; the top should be tight fitting but so[147] made that it can be taken off and put on at your pleasure.
Now glue, screw, solder or otherwise fix the two boxes together and the reflecting part of the apparatus is done. To complete it fasten the back of your camera to the cleats on the top and bottom of the box with strong rubber bands as shown at C, which is a top view of the reflectoscope.
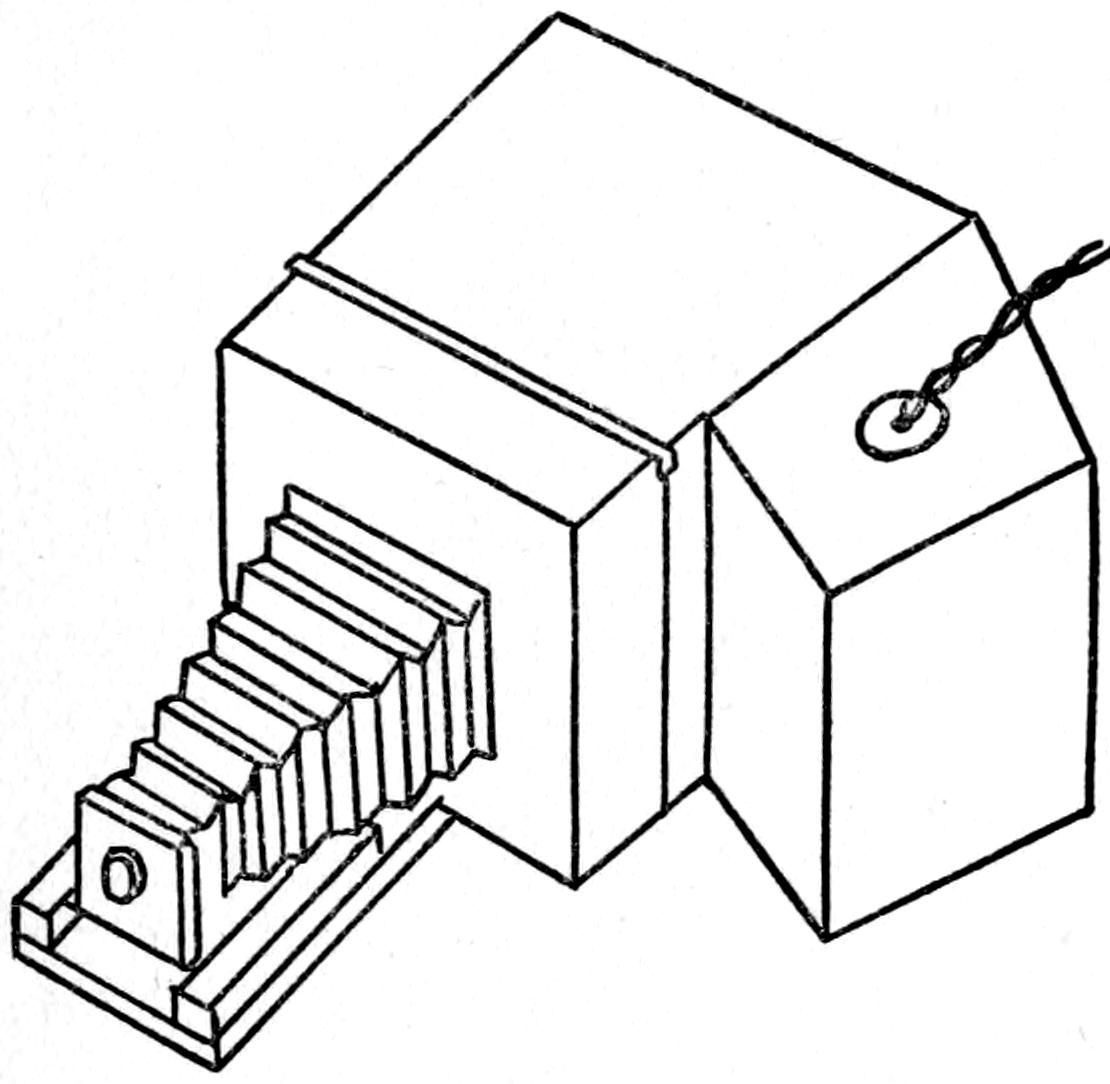
Fig. 59d. the reflectoscope ready for use
—Tack a white sheet to the wall and set the reflectoscope at a distance of about 10 feet from it with the lens pointing toward it, of course.
Next turn on the light in the box and turn off all the lights in the room and make it as dark as you can. Hold a picture of any kind against the opening in the back of the projector box and then focus the camera[148] until the picture on the screen is as sharp as you can get it.
The way the reflectoscope works is like this: the picture is projected upon the screen in virtue of the fact that the direct light from the lamp, as well as that portion of it which is reflected back by the tin, is thrown against the surface of the picture or object held in the opening; from this the light is reflected through the lens which enlarges it and projects it on the screen.
—To make a magic lantern out of a camera is just as easy as it is to make a reflectoscope but you will have to buy a condensing lens[60] and this will cost 50 cents to $1.00, according to size.
[60] The L. E. Knott Apparatus Co., Boston, Mass., sells a 2 inch condensing lens for 50 cents; a 3 inch one for 75 cents, and a 4¹⁄₂ inch one for $1.10.
For this lantern you can use either a box or a bellows camera, though the latter is better because the picture can be focused. Whichever you use make a base of a 1 inch thick board, 5¹⁄₂ inches wide and 14 inches long and nail or screw two strips of wood ¹⁄₂ an inch wide, ³⁄₄ inch high and 8 inches long along the edges on one side as shown at A in Fig. 60.
If your camera is of the box kind set it in between the strips on the base on the front end, but if it is of the bellows type then you will have to make a shelf for it as shown at B to hold the camera in place as shown at C.
[149]
Next make an illuminator as described above in the text How to Make an Enlarging Apparatus, but instead of covering the front with ground glass make a board to fit it and cut a hole in it the exact size of the condensing lens. This lens is a plano or a double convex lens as shown at D and while it should be 4¹⁄₂ inches in diameter to get all of the picture on the screen you can use a lens as small as 2 inches though all of the picture will not show.
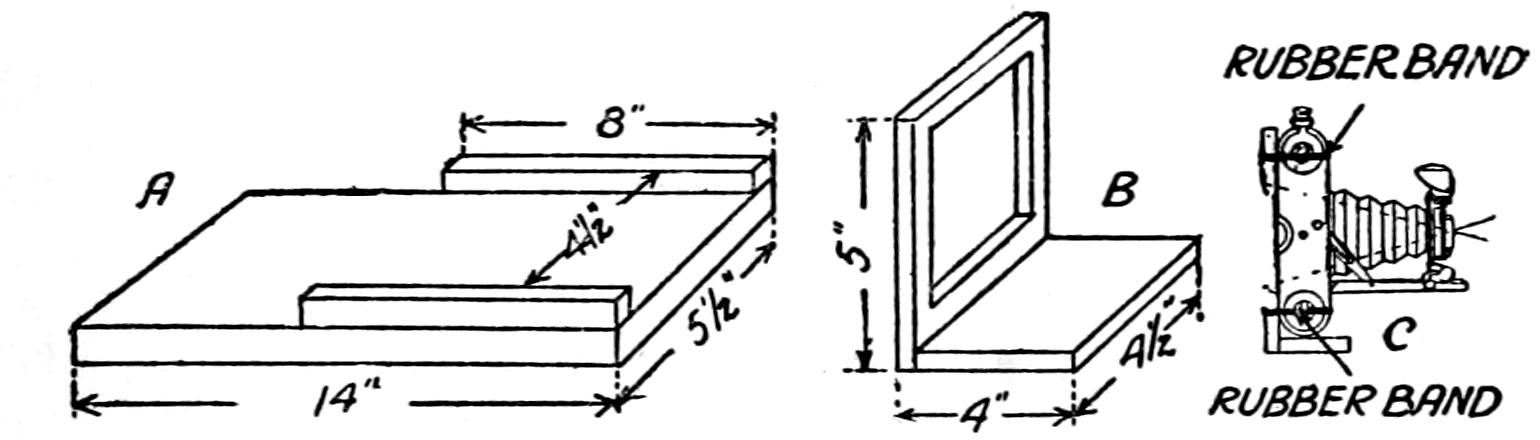 |
||
| THE BASE OF THE LANTERN | THE FRAME TO HOLD A POCKET FOLDING CAMERA | HOW THE CAMERA IS FIXED TO THE FRAME |
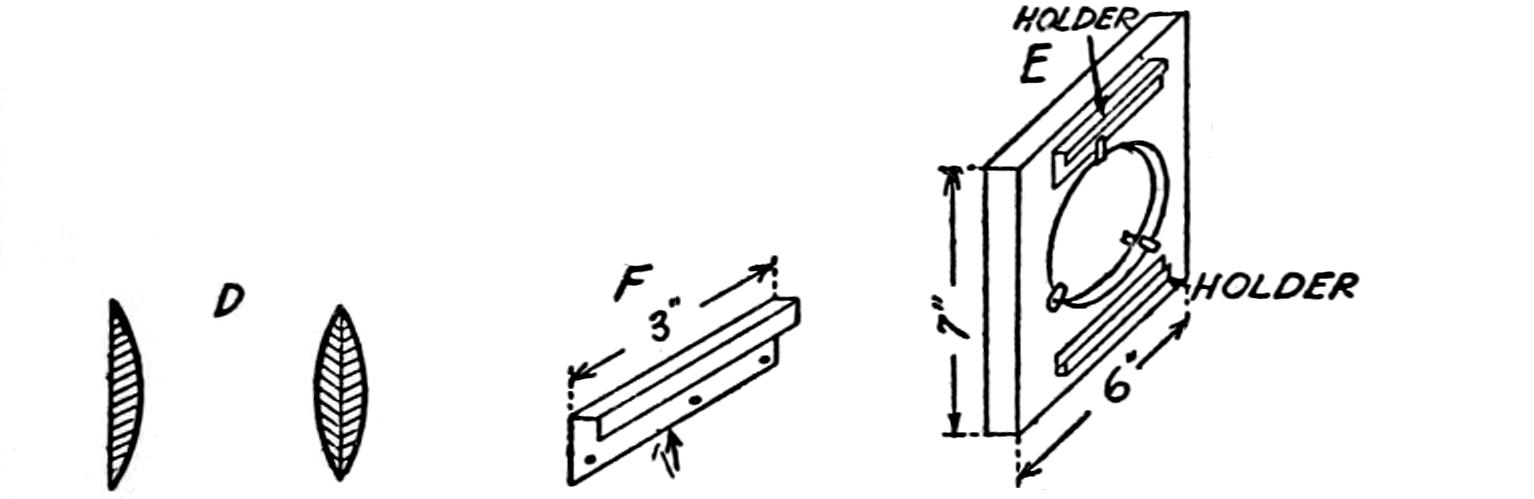 |
||||
| PLANO CONVEX | DOUBLE CONVEX | ONE OF THE LANTERN SLIDE HOLDERS | FRONT BOARD ILLUMINATOR | |
| CONDENSING LENSES | ||||
Fig. 60. the parts of a home-made magic lantern
Cut out six clips of sheet brass ³⁄₁₆ inch wide and ¹⁄₂ an inch long and punch a hole in the end of each piece. Screw three of these clips to each side of the board at equi-distant points around the hole so that the end of each one projects over the edge of the hole ¹⁄₈ inch. Now put the lens in the hole and adjust the ends of the clips so that they will hold the lens in place as shown at E.
[150]
The next and last thing to do is to cut two strips of tin or brass 1 inch wide and 3 inches long and bend each one over the long way as shown at F; punch three holes near the lower edge of each one and screw one of them above and one below the condensing lens on the board 3¹⁄₄ inches apart as shown at E. These bent strips form the holder for the lantern slides. The magic lantern complete is shown at G.
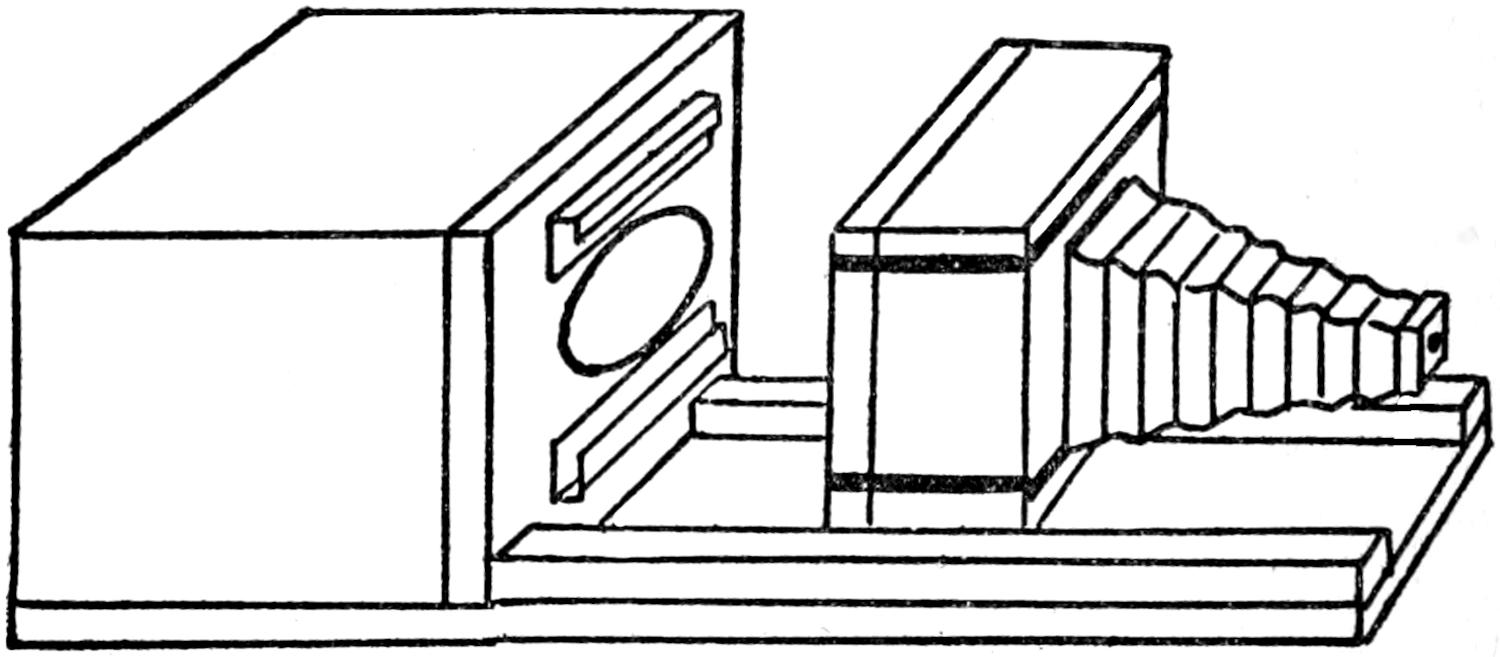
Fig. 60g. the magic lantern ready for use
—Tack a bed-sheet up on the wall; turn on the light in the illuminator and turn off all the lights in the room; slip a lantern slide upside down in the holder and then push the rear end of the camera—having first taken out the back—close up to the lantern slide holder.
If you are using a box camera move the whole lantern back until the picture is as large as you want it and it is still bright enough. If it is a pocket folding camera you can focus it and get a picture with much better definition.
—A lantern slide is[151] a sheet of glass with a transparent picture on it. A standard lantern slide is 3¹⁄₄ × 4¹⁄₄ inches and one of this size can be used in any full sized magic lantern or stereopticon.[61]
[61] A stereopticon is really two magic lanterns, but the word is now often used to mean a high-grade magic lantern.
To make lantern slides by direct contact printing is not a hard thing to do at all, and all the equipment you need to make them besides the chemicals is a printing frame. Put a sheet of clean glass in it and lay your negative on it with the film side up.
Now lay the lantern slide plate[62] with the film side down on the negative just as though you were going to make a print, but you must make it in your dark room, using a white light to expose it of course, for it is just as sensitive as a dry plate or a film. When you expose it hold the printing frame about 12 inches away from the light.
[62] Lantern slide plates can be bought at any photographic supply house.
A lantern slide plate is developed, fixed and washed exactly like a dry plate but to get the best results you should use the kind of developer called for in the directions that come with the plates.
When you have the lantern slide made, place a sheet of clear glass of the same size—called the cover-glass—on the film side of it and bind the edges with passepartout binding, that is a strip of paper gummed on one side. It is then ready for use.
—You can make radium photographs, or skiagraphs as they are[152] called, with any one of a number of radioactive substances and at a very small outlay.
The four most important radioactive substances, if we except radium itself, are black uranium oxide, pitchblende, thorium nitrate and uranium nitrate. You can buy any one of these substances in a glass stoppered bottle for $1.00 or the set of four for $3.50.[63]
[63] The L. E. Knott Apparatus Co., Boston, carries these radioactive substances in stock.
While the radioactivity of these substances is low it is sufficient to make a shadow-picture—and this is all that an X-ray picture is—of a coin or other small object if it is laid on top of a dry plate sealed in a black paper envelope, which is opaque to the light.
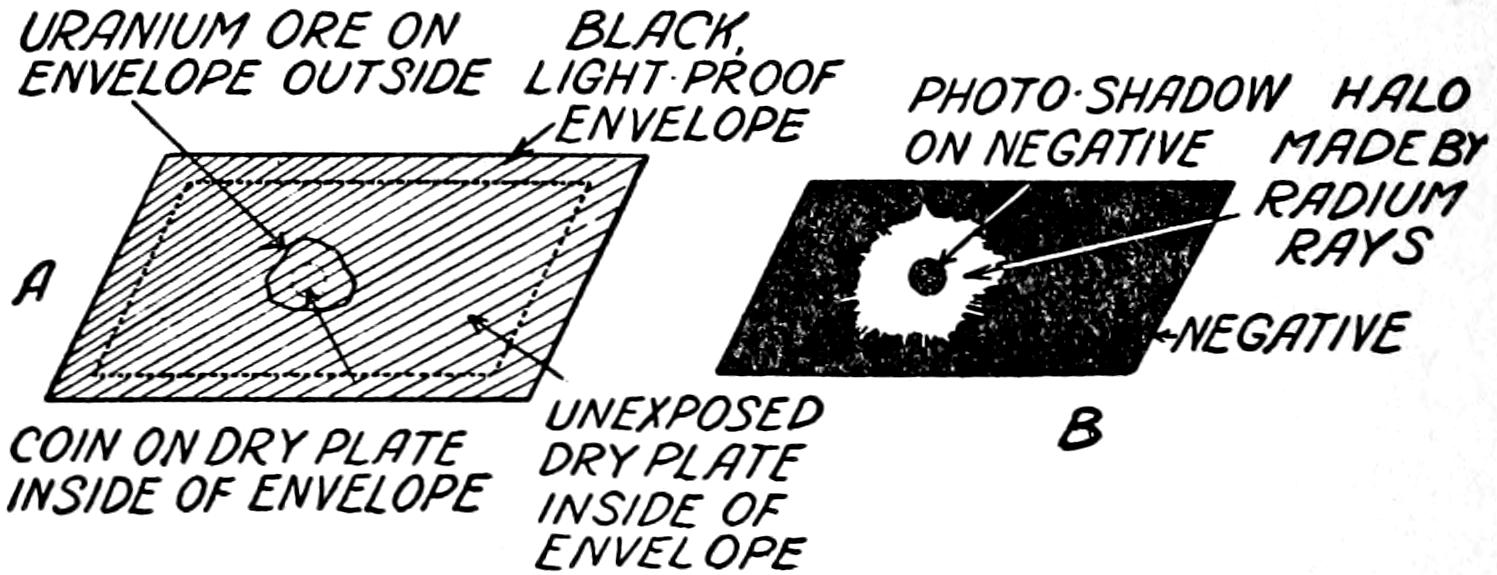
Fig. 61. a photograph of a coin made with radium
That is, the coin is laid on the envelope containing the dry plate, and the bottle with the radioactive substance in it is laid on top of the coin. Let them remain undisturbed in this way for a couple of days and you will find on developing the plate a very good radiograph, or shadow picture of the coin as shown in Fig. 61.
[153]
—When photography was young Sir John Herschel, the great astronomer, got up what he called magic photographs and these have been worked under the name of spirit photographs by half of the mediums in the business.
The idea is to show the victim of superstition his future wife or her future husband. To this end the medium shows a piece of perfectly blank paper about an inch square. She—sometimes it’s a he—then dips the bit of paper into a saucer of what seems to be ordinary, common every day water and with much dignity and mysticism presses it to the forehead of the aforesaid ninny who would fain know what the partner of his, or her joys and sorrows will look like. (What’s the use when they will know so well afterward?)
Be that as it may, when the medium removes the bit of paper from the simpleton’s forehead a photograph has really and truly appeared on it and—there you are! (Fifty cents, please.)
Now the trick is done like this and you can have some fun repeating it. Print some photos postage-stamp size of boys and girls on ordinary silver paper and fix them in hypo dissolved in water but don’t tone them; wash them well and then soak them in a saturated solution[64] of bichloride of mercury which[154] will bleach out the picture and leave the paper perfectly white again; this done dry the paper and put it away until you want to use it.
[64] A saturated solution of bichloride of mercury is one in which all of the mercury has been dissolved in the water that it will dissolve at its present temperature and pressure.
When you do, make a strong solution of hypo, soak the picture in it for a minute or two, press it to your subject’s forehead and the picture will appear.
—Of course you know that when an object very near the camera is photographed it will look proportionately larger than when it is photographed a little way off from it. It is simply a case of exaggerated perspective.
Hence the camera is an apparatus very well adapted for camouflage as the French call faking. You can easily try it out by having a friend lean back in a chair and put his feet on the table. (If the table is of highly polished mahogany request him kindly to take off his spurs first.)
Stand your camera in front of him so that his feet will be nearest the lens and then take his picture. The result is that he will be about all boots and very little head.
Another and deeper dyed trick is to photograph a fellow—choose one who is noted for his whaling yarns—with a fish dangling at the end of a pole and line as shown at A in Fig. 62. This will make the fish loom up as big as the cod in a Scott’s Emulsion ad., and the boy will be the size of the lone fisherman as shown at B. It will be some time before the scales will drop from the eyes of the person who is sizing up the picture.
[155]
You want to use a small stop in your lens when you make a picture of this kind so that the definition will be as sharp in the foreground as it is in the background.
Fig. 62. one way to catch a cod
A. How it is done.
B. How it looks when done.
—The word caricature (pronounced care´-i-ca-ture) means a portrait in which some part of it is distorted so that it produces a comical effect.
Now there are a lot of ways to make photographic caricatures but one of the best is to use what is called a special foreground. This foreground is a sheet of cardboard or a piece of muslin stretched on a frame about 1¹⁄₂ feet wide and 2¹⁄₂ feet long.
Draw on the cardboard or muslin any kind of a funny little body such as an anemic fellow in a bathing suit, or a lank athlete rowing in a tub, or a gilded[156] youth riding a donkey; and finally cut out a place around his collar for the neck of the sitter. Seat your subject and have him hold the foreground as shown at C in Fig. 62 so that his head comes just above the collar of the picture and then take a photograph of him.
Fig. 62c. how caricatures are made
If now the background—that is the ground back of the sitter—and the foreground—namely the one painted on the cardboard—are of the same shade you can trim the print so that it will look exactly as if your friend was in the Orient on his way to Mecca. (If you will keep this picture for 20 years the fellow who sat for it will gladly pay you a hundred dollars for it.)
[157]
If there ever was a boy who did not want a printing press I have yet to meet him. Ever since the day when Gutenburg[65] invented movable types, and that was some 500 years ago, every boy—and not a few men—have wanted to set a few stickfuls of type and run off some impressions on a press, and many thousands of them have gratified that highly civilized ambition.
[65] Johanne Gutenburg was a German printer. He invented movable types about the year of 1450.
But you fellows of to-day have all the best of it, for you can buy a printing outfit complete for $1.50 on up to anything you want to pay for it. After all is said and done though, you can get more real enjoyment out of a small self-inking press than you can out of a larger one. Not only is there a lot of fun in printing cards, etc., for yourself but there is money in it too, if you go about it the right way, but that is another story.[66]
[66] To make money out of job-printing on a small scale read Money Making for Boys by the present author and published by Dodd, Mead and Co., New York City.
—There are two kinds[158] of printing presses made and these are (1) hand inked presses, and (2) self-inking presses.
You can make a printing press out of wood but to do a good job you must have a press built of iron and properly machined, that is finished up, for to do good printing a good outfit is needed to begin with.
Small hand inked and self-inking presses are sold in the toy departments of nearly all stores at prices ranging from $1.50 to $5.00 and this will include a font of type. Many of these little presses are made which use type about half the length of regular type and if you get a press of this kind you will never know the real joy of printing.
—The Excelsior is the name of a small self-inking printing press that has been on the market for 50 years and it is a good one. The description of it which follows will fit any other model self-inking press just as well, for they are all built on the same principle.
There are seven chief parts to this press and these are (1) the body; (2) the type bed; (3) the platen; (4) the ink-roller carriage; (5) the ink table; (6) the chase, and (7) the handle, all of which are shown in Fig. 63.
The body of the press serves to support all the other parts. The bed, as you will see, is really a part of the body casting and the feet of the type rest against it. For this reason it must be perfectly smooth and even, and it is planed off, that is machined, to make it so.
[159]
The platen is pivoted to the middle of the body and it swings up to and parallel with the bed and away from and out at an angle to it. The card, or sheet of paper to be printed is laid on the platen and is brought up and into contact with the type which rests on the bed. A pair of grippers are hinged to the platen to hold the paper in place while it is being printed but releases it when the platen moves back.
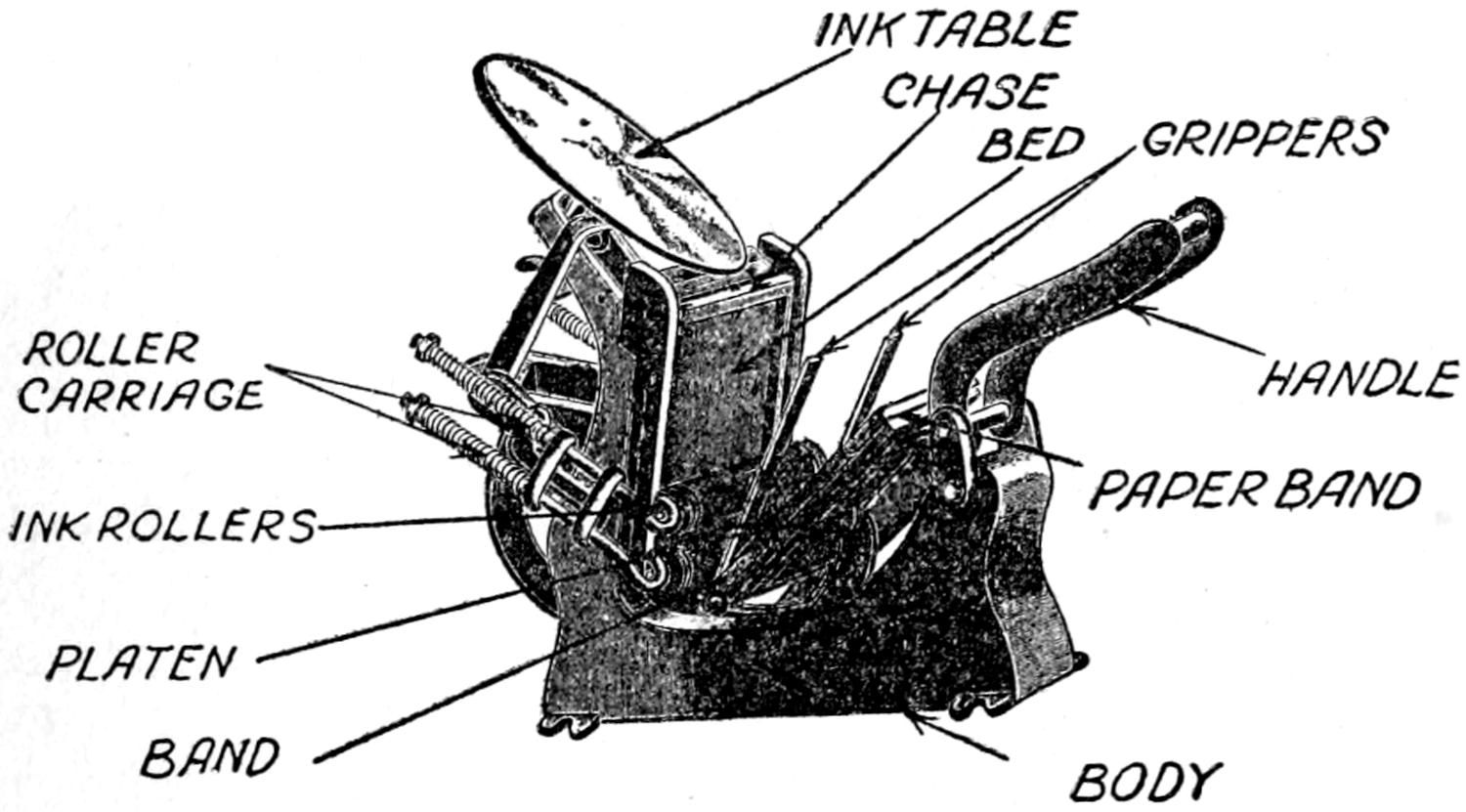
Fig. 63. a model self-inking printing press
The ink-roller carriage is connected by levers to the platen and when the latter moves to and fro the rollers run over the type to ink it; the rollers get their ink from the ink table and this is a disk which revolves and on which the ink is spread; the ink table is made to revolve a little at a time so that the rollers will pass over every part of it in every direction and so distribute the ink evenly.
The type when set is locked in an iron frame called[160] a chase and this fits on the bed; and finally all the movable parts are coupled to the handle and when this is moved up and down it makes them perform their various functions.
—Let’s suppose now, that you have the type set in the chase and the chase is fixed in the press; that you have put some ink on the ink-table and a card or a sheet of paper on the platen.
Now when you press down on the handle it moves the platen up, the grippers hold the card, or sheet of paper to it, the arms pivoted to the platen pull the ink rollers up and over the type and on to the ink table which turns through a small arc, that is, part of a circle, by a ratchet so that it keeps a fresh surface exposed to the ink rollers all the time.
When the card, or paper makes contact with the type you pull the handle up; this swings the platen back; the grippers relax their pressure; the ink-rollers move down over the face of the type; you take out the printed card or sheet with your left hand and put in a blank one with your right hand, when you are ready to make another impression.
It may surprise you to know that any one can print from 500 to 600 cards an hour and if you are expert you can run off from 1,000 to 2,000 cards per hour.
—The Excelsior press comes in three sizes and the price depends on the size of the chase. (1) A press having a chase 3 × 5 inches costs $5.00 and this is large enough to print cards, labels, envelopes, etc.; (2) a 5 × 8 press costs $18.00[161] and this one will do nice jobs up to postal card size; and (3) a 6 × 10 press costs $25.00 and is large enough to print bill-heads, letter-heads and circulars, or you can print a little newspaper on it.
—Your outfit will, of course, depend largely on the size of press you have.
—A couple of dollars will buy all the fixtures you need and these consist of (a) a font of type, (b) some leads, (c) a type case, (d) an assortment of furniture, and (e) a can of black ink.
A font of type means enough of a kind having the same face and body and the right amount of each letter to set up an ordinary job. You will find more about type under the next heading called Type and Typesetting. Leads are thin strips of type metal less than type-high which are used to separate the lines of type; and a type case is a shallow wooden tray divided into little compartments called boxes in which the letters of a font of type are kept apart.
—The fixtures of a press of this size include all of those named above and (a) three fonts of type, (b) type cases for them; (c) a set of gage pins, and (d) a pair of tweezers, or a bodkin. The gage-pins are pinned into the paper backing on the platen to keep the card or sheet from slipping and to hold it in its proper place. The tweezers, or bodkin, which is a large needle, is used for picking out type from a form when you are correcting it.
—This outfit should have[162] all the fixtures of both of those described above and you will need not less than four fonts of type, while a composing stick, which is a little metal tray to hold the type in as you set it, is a necessity. These fixtures are shown in Fig. 64.
 |
 |
 |
||||
| PAPER GUAGE | ||||||
| D—A BOUGHT GUAGE PIN |  |
A—WOOD FURNITURE | B—A LEAD | |||
 |
||||||
 |
A BODKIN | |||||
| C—A COMMON PIN BENT FOR A GUAGE PIN |  | E—REGULAR PRINTER’S TWEEZERS WITH COARSE SERRATED FLAT POINTS | 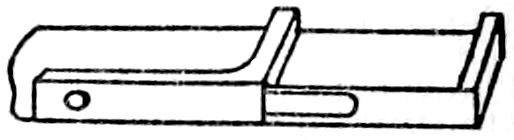 |
|||
| A COMPOSING STICK | ||||||
Fig. 64. an outfit for a model press
—In looking over type catalogues you will see that the fonts are listed as 4A, or 8A-10A, etc. Now this means that in the 4A font there are 4 capital A letters and that all of the other letters are in proportion to the A’s that are likely to be used, thus:
A 4A FONT

| A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z | |
| No. of letters to font |
4 | 2 | 3 | 3 | 5 | 2 | 2 | 3 | 4 | 2 | 2 | 3 | 3 | 4 | 4 | 3 | 2 | 4 | 4 | 4 | 2 | 2 | 2 | 2 | 2 | 2 |
With an 8A-10a font there are of course twice as many of each capital letter as in a 4A font while of[163] the lower case letters, which means the small ones, there are 10 a’s and the number of the others are in proportion to their use, thus:
AN 8A-10a FONT

| a | b | c | d | e | f | g | h | i | j | k | l | m | n | o | p | q | r | s | t | u | v | w | x | y | z | |
| No. of letters to font |
10 | 4 | 6 | 8 | 18 | 4 | 4 | 8 | 10 | 2 | 3 | 8 | 6 | 10 | 10 | 6 | 3 | 10 | 10 | 10 | 6 | 4 | 4 | 2 | 4 | 2 |
—For card work you want a plain block letter font like that shown at A, a script like B, or an old English like that shown at C.
For envelopes, bill, letter head and other job work three fonts of engraved plate style as shown at D, E and F will give good results.
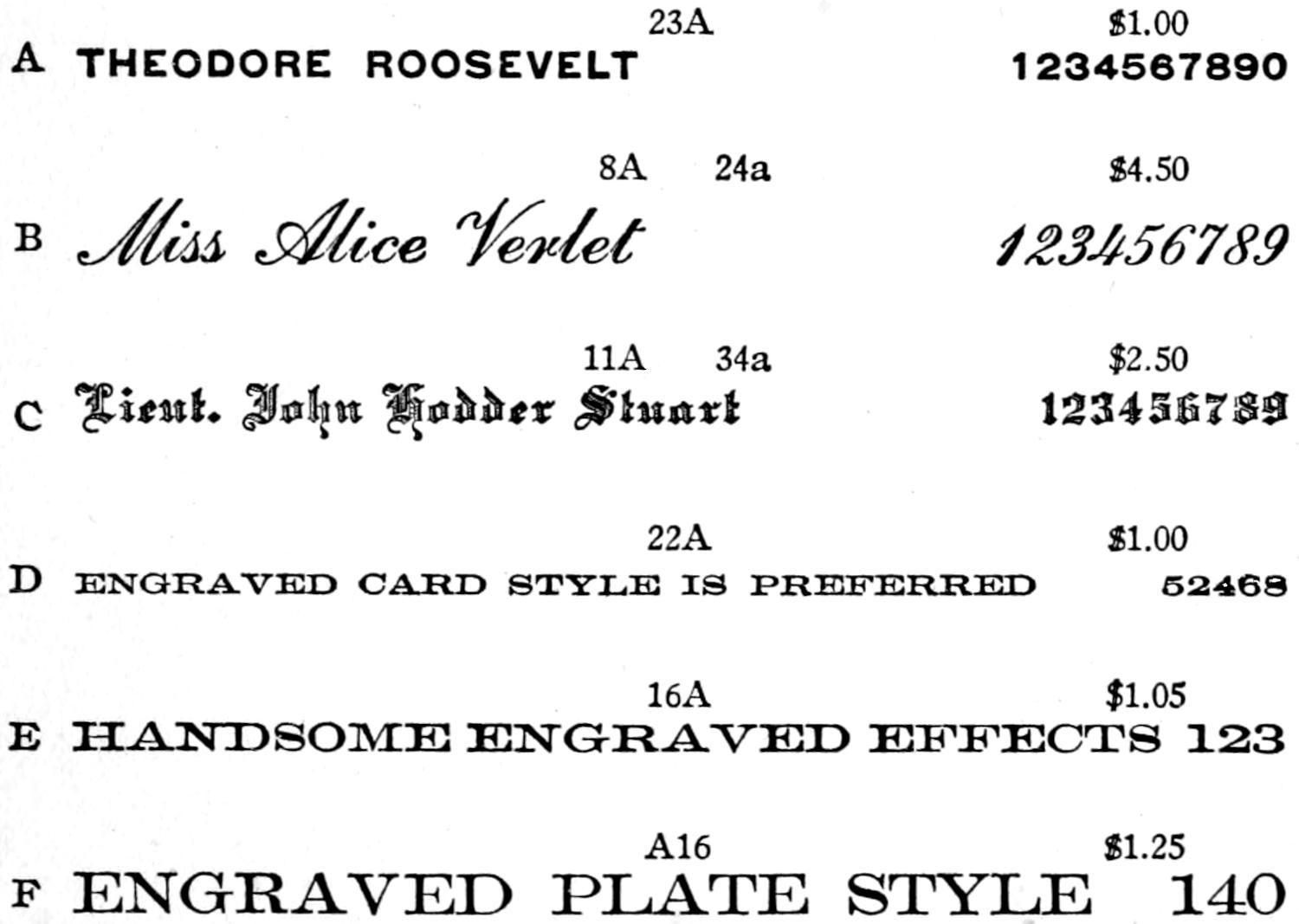
| 23A | $1.00 | |
| A | THEODORE ROOSEVELT | 1234567890 |
| 8A 24a | $4.50 | |
| B | Miss Alice Verlet | 123456789 |
| 11A 34a | $2.50 | |
| C | Lieut. John Hodder Stuart | 123456789 |
| 22A | $1.00 | |
| D | ENGRAVED CARD STYLE IS PREFERRED | 52468 |
| 16A | $1.05 | |
| E | HANDSOME ENGRAVED EFFECTS | 123 |
| A16 | $1.25 | |
| F | ENGRAVED PLATE STYLE | 140 |
For circulars you should have several fonts of different styles of type as shown at G, H, I, J and K.
[164]
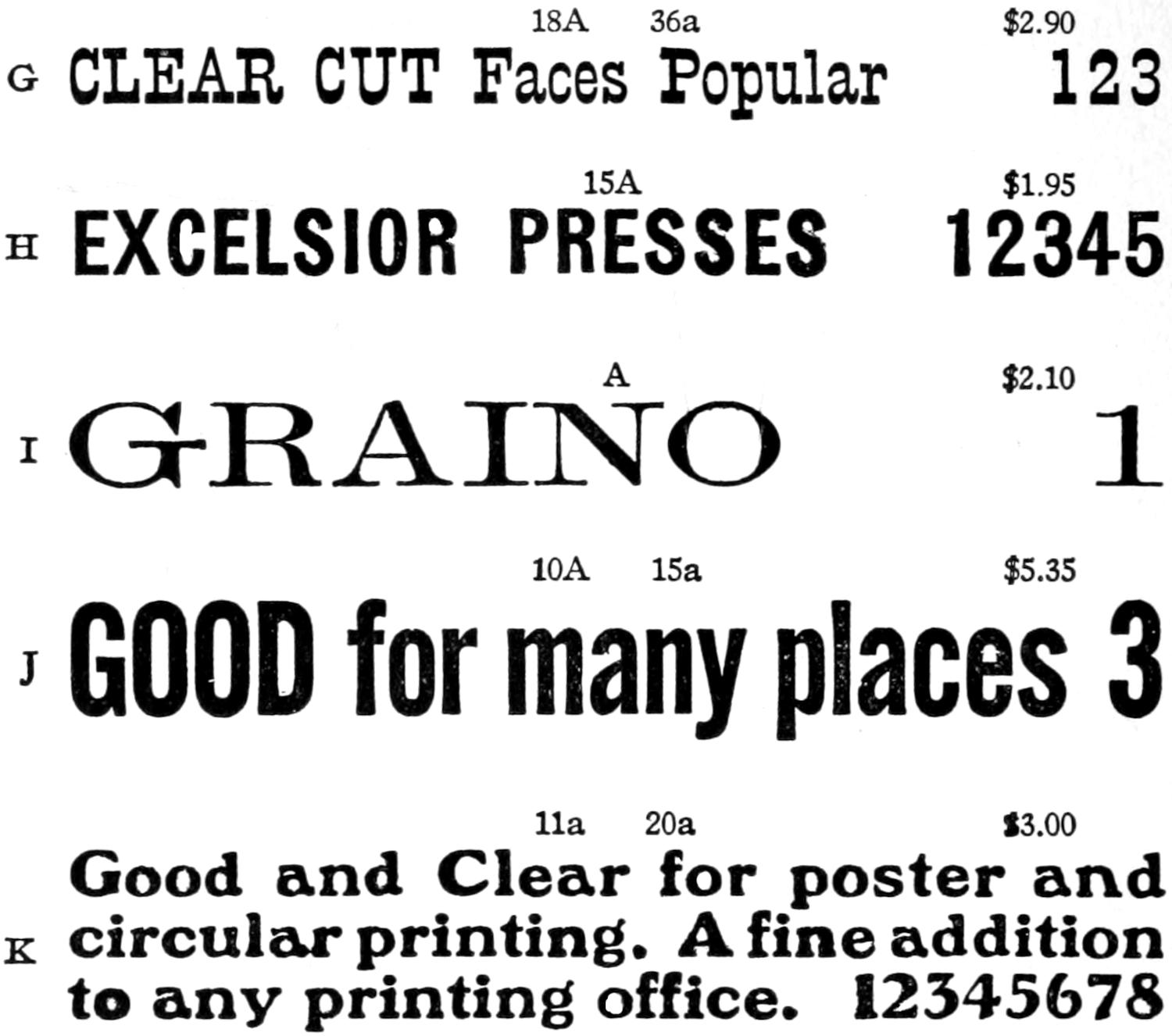
| 18A 36a | $2.90 | |
| G | CLEAR CUT Faces Popular | 123 |
| 15A | $1.95 | |
| H | EXCELSIOR PRESSES | 12345 |
| A | $2.10 | |
| I | GRAINO | 1 |
| 10A 15a | $5.35 | |
| J | GOOD for many places | 3 |
| 11a 20a | $3.00 | |
| K | Good and Clear for poster and circular printing. A fine addition to any printing office. 12345678 |
|
And finally should you intend to print a cook-book, a town directory or a newspaper you will need a half, or a full font of 12 point plain pica Roman, as it is called, and which is shown at L.
| L | 12 Point No. 1, 25 lbs. $12.00. (Half font, 12¹⁄₂ lbs., $6.50) PLAIN Pica Roman, a FACE for many uses. Books, circulars and jobbing. Very clear and easy to read. Cast from nickel metal and most durable known. £ $ L z 1234567890 |
—Before explaining how to set type, make ready and print, there are a few little things about letters and about type which are good to know.
[165]
First let’s take, by way of illustration, the letter H H. Now you will observe that the first H is plain and the second one is embellished by fine lines at the top and bottom and these embellishments are called ser′-ifs.
As simple a bit of metal as a type has more parts to it than you can shake a stick at, but you ought to learn them by heart. Named, these parts are (a) the body of the type; (b) the front; (c) the back; (d) the face or letter; (e) the nicks; (f) the feet; (g) the groove; (h) the shoulder; (i) the bevel, and (k) the pin marks, and all of these are pointed out in Fig. 65.
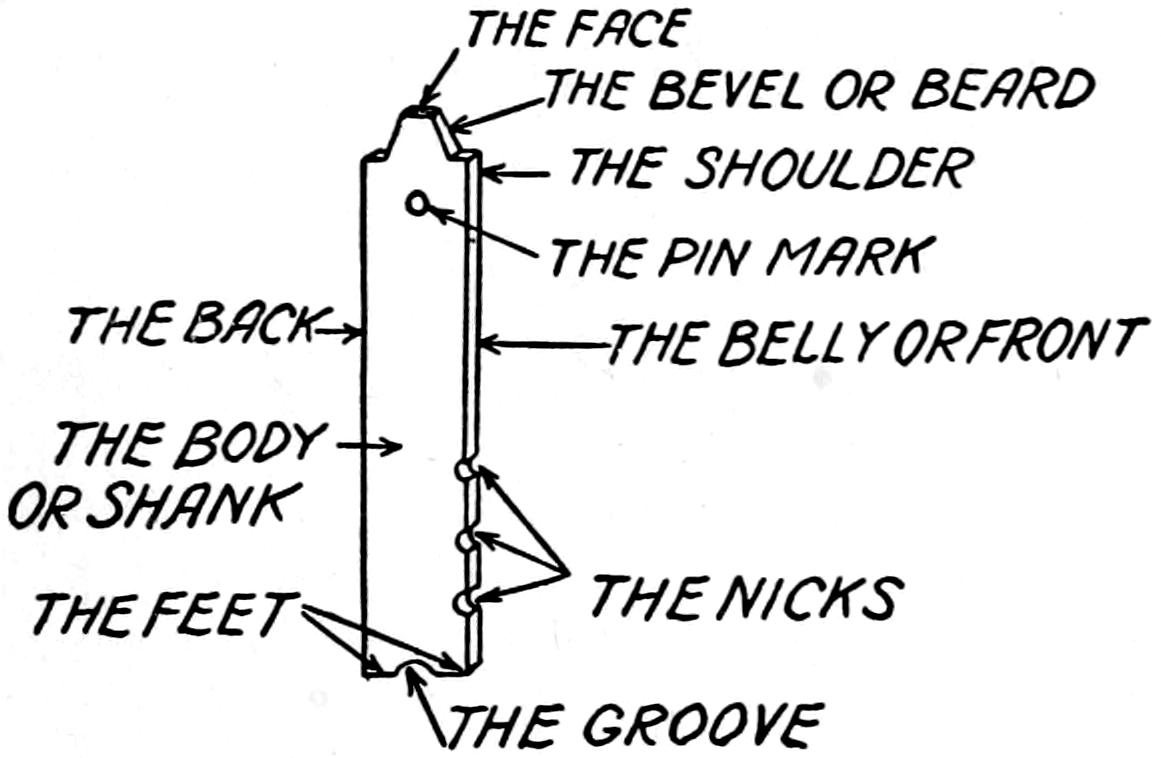
Fig. 65. the parts of a type
It very often happens in italics and script type that a part of a letter will stand out beyond the body and this little extension is called the kern. The nick in the type is to help the type-setter, or compositor as he is called, to set the type the right way in the stick, that is you always set the type with the nicks down and toward you.
[166]
The pin-mark is made by a sharp instrument which removes it from the mold. Finally a c e m n o r s u v w x z are called short letters; j is a long letter in that it takes up the full breadth of the face; b d f h i l t are upstroke, or ascending letters, while g p q are downstroke or descending letters.
—Type is made in standard sizes and not so very long ago each size was known by a name. Then a change was made and the point system,[67] as it is called, came into general use. The sizes under the old and the new systems are given in the following table and it will enable you to know type sizes both by name and by point.
[67] This is the standard system of sizes for type bodies. It is so called because it is measured in decimal points or fractions of an inch; that is, 1 point is .0138 inch, so that nonpareil, as it used to be called, is now 6 point and bourgeois is 9 point, etc.
TABLE OF TYPE SIZES
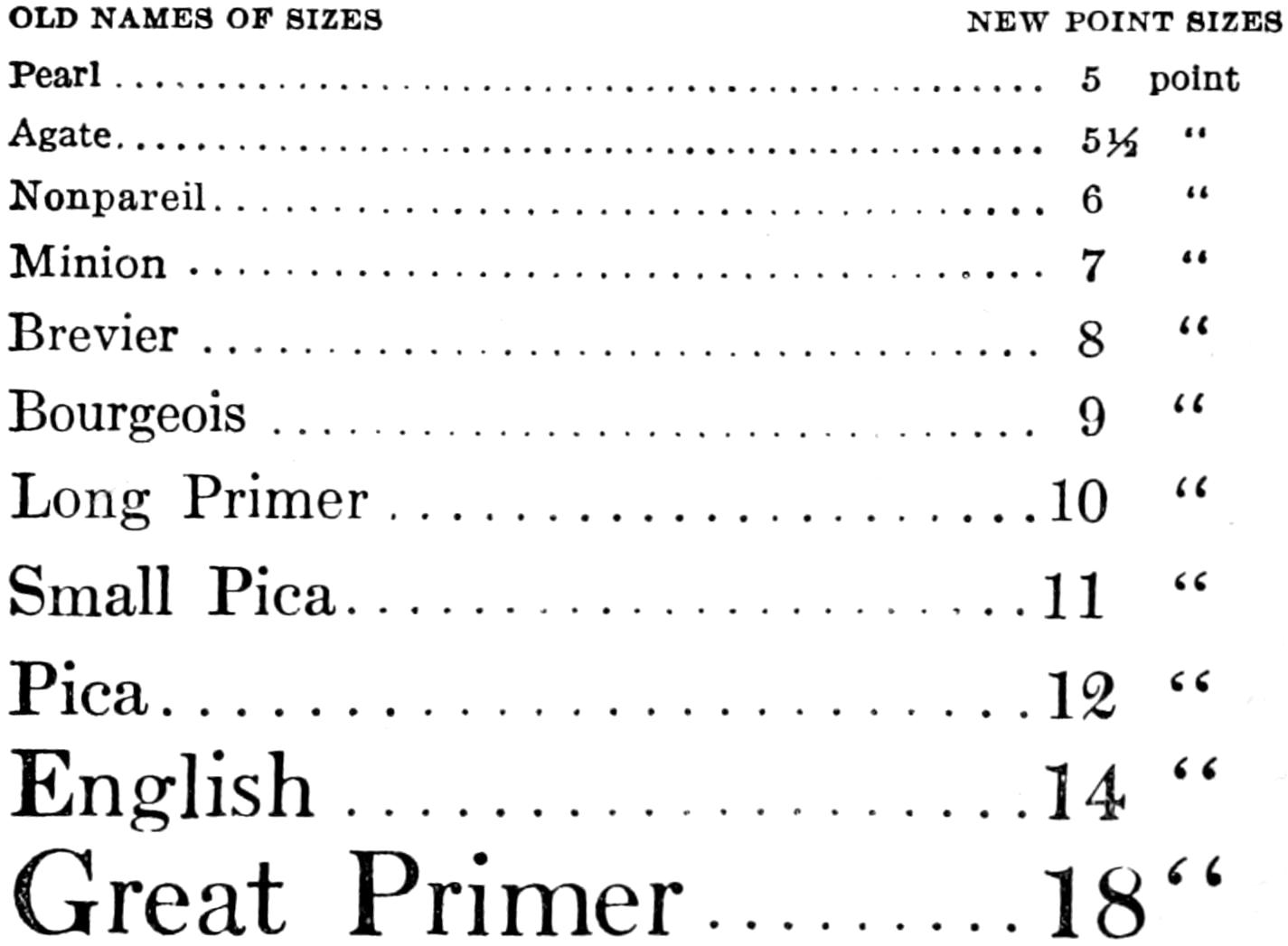
| OLD NAMES OF SIZES | NEW POINT SIZES |
||
|---|---|---|---|
| Pearl | 5 | point | |
| Agate | 5 | ¹⁄₂ | “ |
| Nonpareil | 6 | “ | |
| Minion | 7 | “ | |
| Brevier | 8 | “ | |
| Bourgeois | 9 | “ | |
| Long Primer | 10 | “ | |
| Small Pica | 11 | “ | |
| Pica | 12 | “ | |
| English | 14 | “ | |
| Great Primer | 18 | “ | |
[167]
—There are two kinds of type cases and these are made to hold (1) the capital, or upper case letters, and (2) the small or lower case letters.
The reason the capitals are called upper case letters is because the case that holds them is set higher on the composing stand than the case which holds the small letters; this brings the small letters nearer to the hand of the compositor and as they are used more than the caps he can set the type faster. The arrangement of the cases is shown at A in Fig. 66.
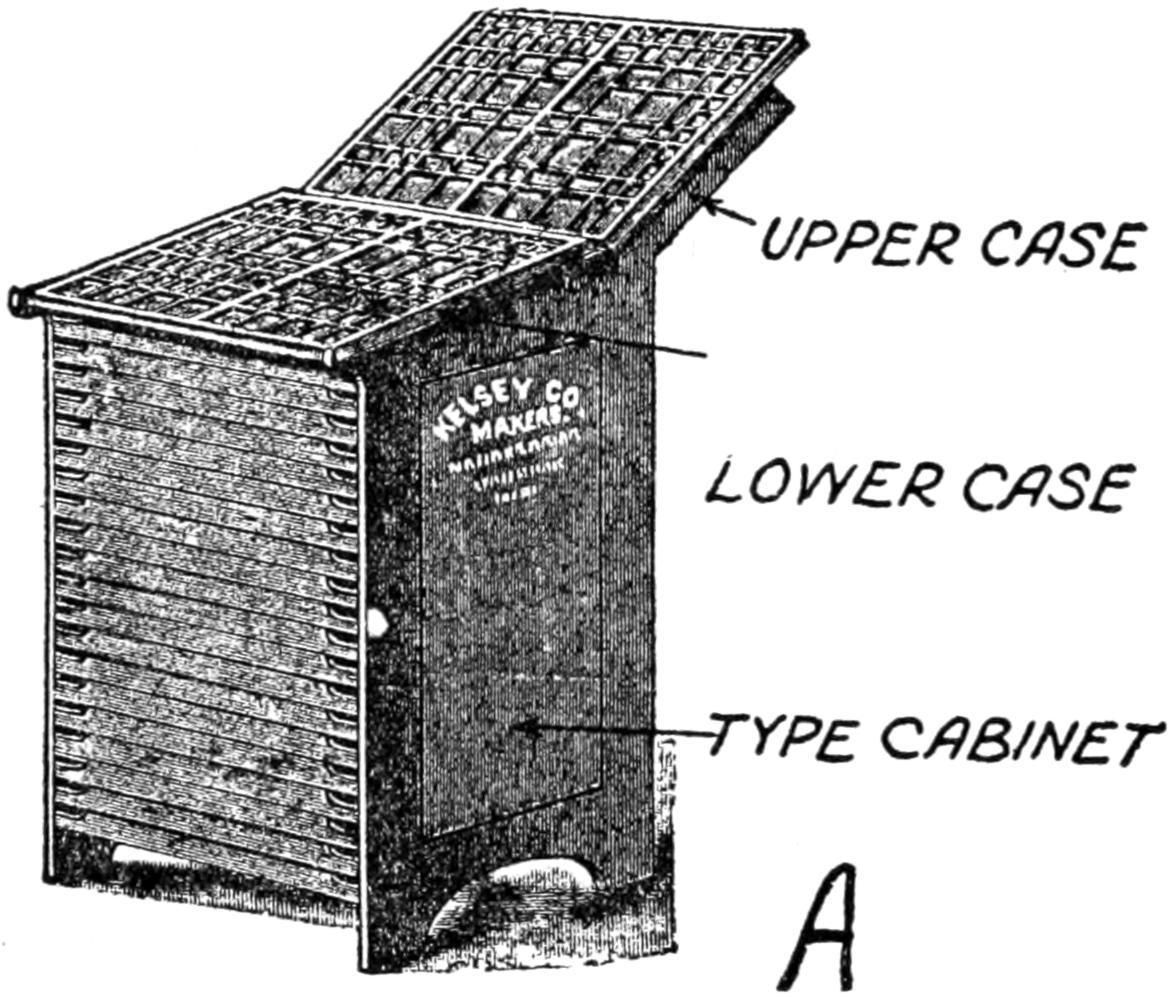
Fig. 66a. how the type cases are arranged
There are several schemes of type-cases but I shall only describe three of them. The first is a small type case 12¹⁄₂ inches square with 48 boxes in it and you can buy one for 35 cents. It is good enough for any one who doesn’t want to go to the bother of learning the regular case. A plan view of the lay of a[168] regular upper and a lower case is shown at B and C. You will see that the e box in the lower case is larger than any other and this is because there are more e’s used in setting up a job than any other one letter. And you will also observe that the letters are distributed and the boxes spaced in a very uneven way, but this arrangement brings the letters that are used the most into the easiest places to reach.
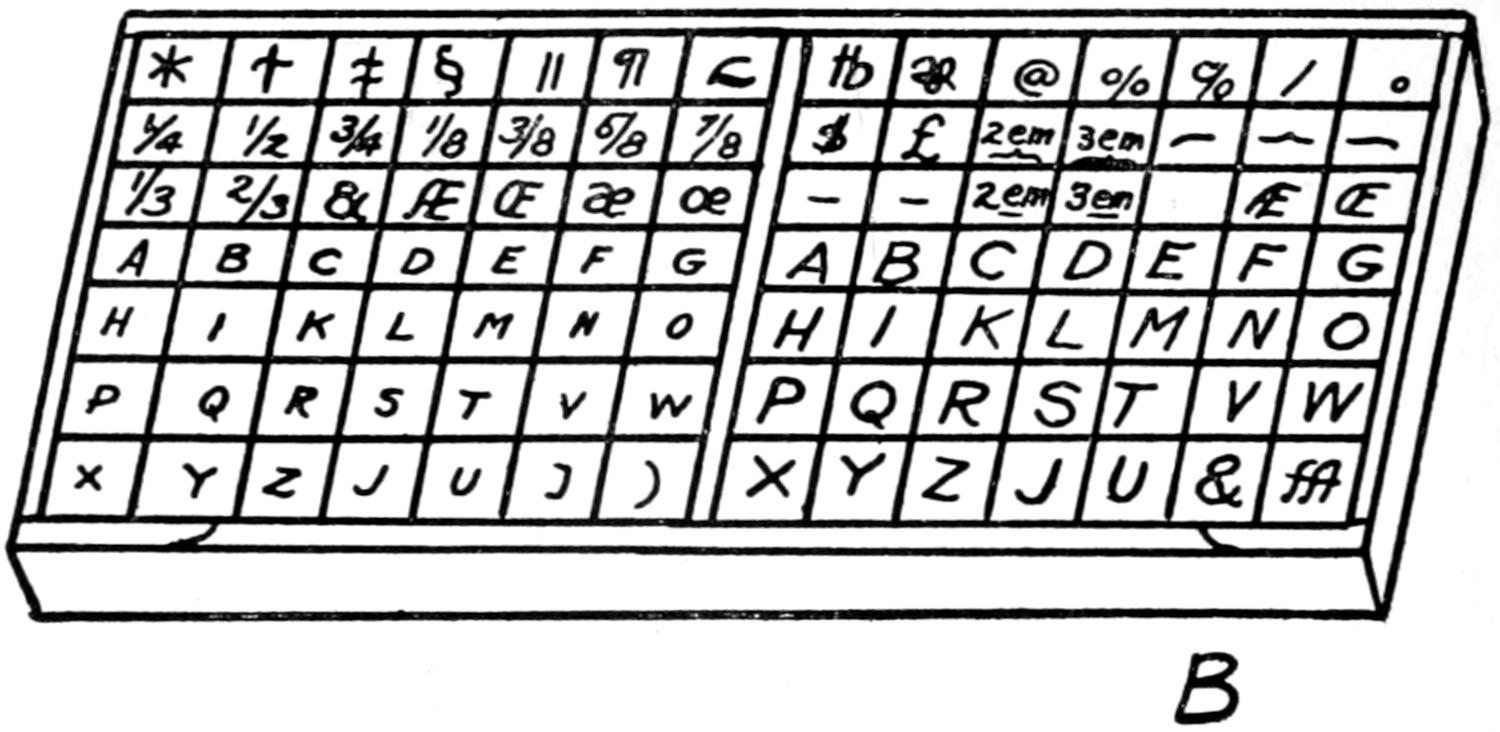
Fig. 66b. the upper case

Fig. 66c. the lower case
[169]
—Where you have more than one line to set you should by all means use a composing stick and a small one will cost you a dollar. It should be held in the left hand as shown in Fig. 67, that is, with the open side from you and the slide to the left.
Now read a few lines of your copy, pick the first letter from its box and set it in the left hand corner of the stick with the nick in the type toward your thumb. Take the next letter from its box and let it slide into the composing stick against the first letter and so on from left to right until you have the first word set up.
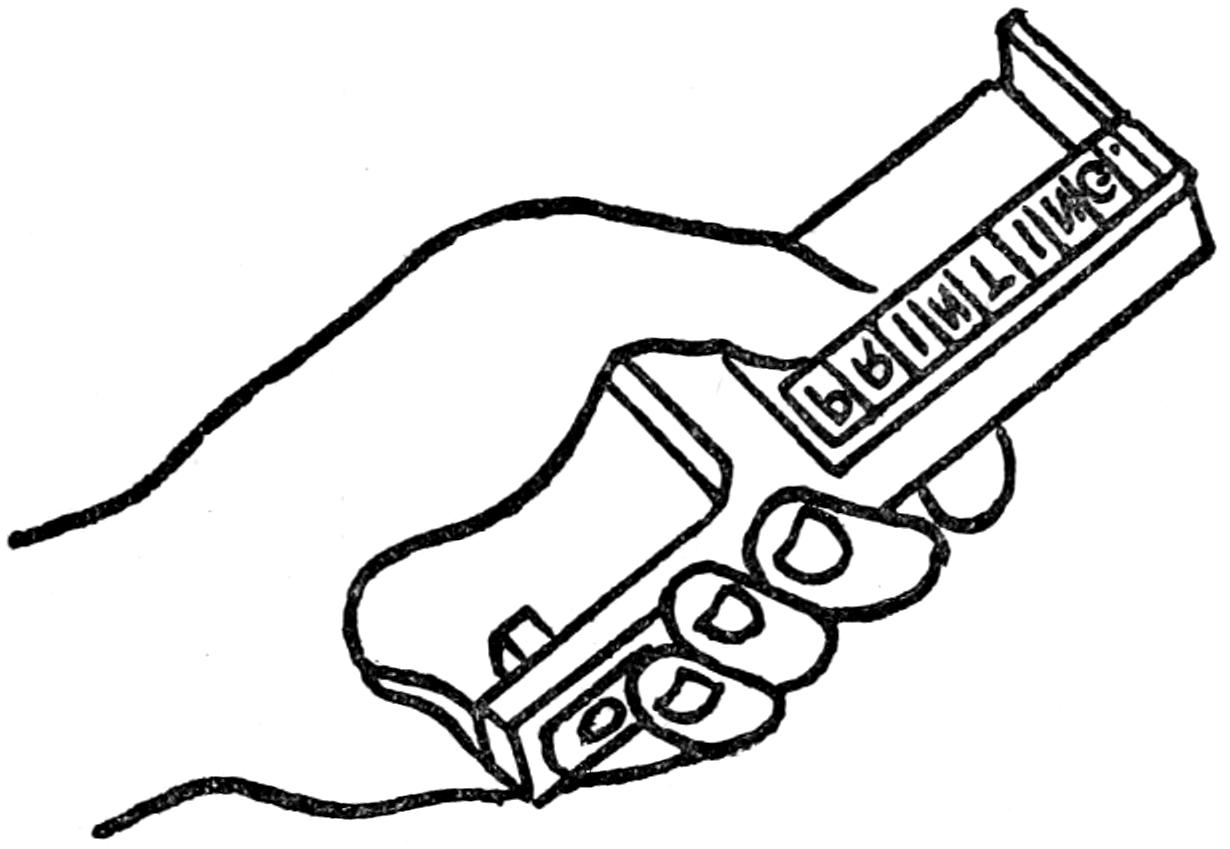
Fig. 67. how to hold a composing stick
Now put in a medium sized space, which is made just like a type but only shoulder high and without any letter on it, and begin to set the next word. If when you get to the end of the line there is a space left but not enough to start another word, put a thin space between the words to lengthen out the line, or justify it as it is called.
[170]
When you have set the line put a lead, that is a thin strip of typemetal which comes to the shoulder of the type, against it and start a new line and so on until you have the stick half full of type.
The type must now be taken out of the stick and placed on a smooth surface, such as a piece of slate or a stone called an imposing stone, and to do this without dropping some or all of the type and making pi of it, takes practice. To do it like a journeyman, put a lead at the top and bottom of the type, set the stick on the stone, grip the top and bottom with your fore fingers and thumbs and the sides with your other fingers, hold it tight and you can then easily lift it out and into the chase as shown in Fig. 68.
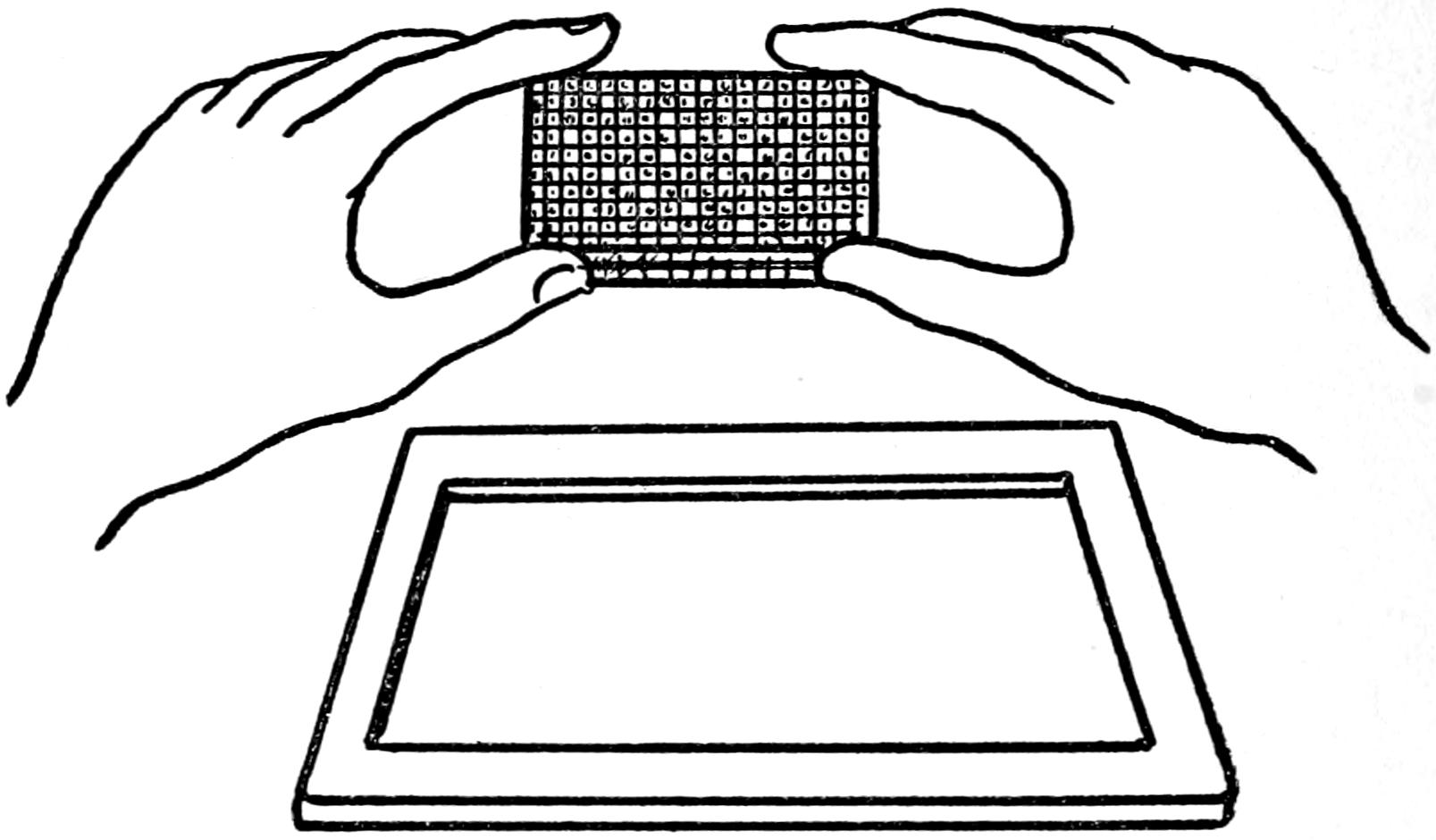
Fig. 68. putting a stick of type in the chase
A good way for you to do it at first is to wet the type after you have it set in the composing stick when it will hold together without much trouble. When[171] you can manage half-a-stick full of type you can then try a stick full.
—After you have the type, which is to make up the form, set in the chase on the imposing stone, or table, fill in the top and bottom spaces with long pieces of wood furniture and the ends with hollow metal furniture and then lock up the form, that is screw or otherwise fix it in the chase.
Now there are two kinds of chases used with small presses and these are (1) screw chases and (2) plain chases. A screw chase has a couple of screws fitted into the top of it so that after the type and furniture are in the chase you only need to tighten up the screws to hold the form in place.
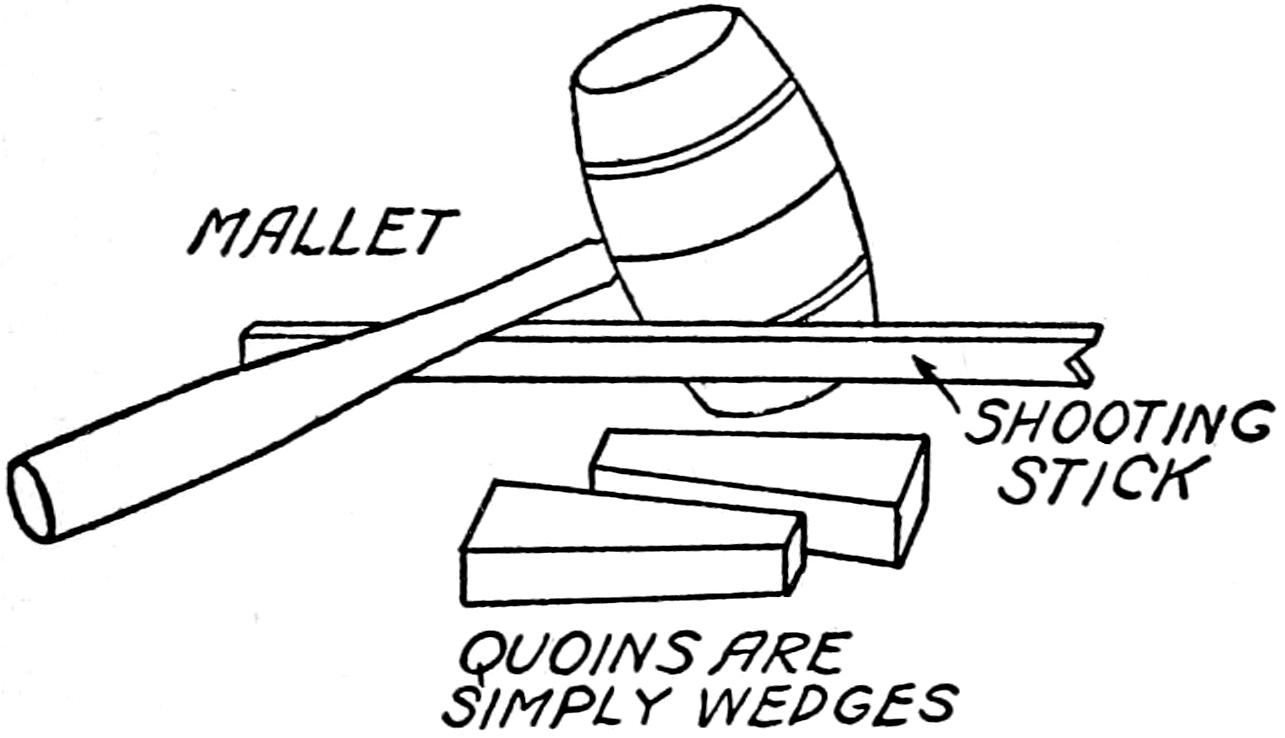
Fig. 69. tools for locking up a chase
When a plain chase is used, quoins, that is wedges made of wood, as shown in Fig. 69—you can get a dozen hickory ones for a nickel—must be set in between the furniture and the chase and these are forced together with a mallet and a shooting stick, so that the type is held firmly in place.
[172]
The next thing to do is to plane the form, that is, you take a block of wood one side of which is covered with a piece of felt. Lay this on the type and tap it gently with the mallet to get all of the type even on top. You can make a planer or buy one for a quarter ready made.
This done, fit the chase in the press and put three or four sheets of paper on the platen by means of the pivoted bands on the edge of the latter. Ink the type and run off a few impressions; but be careful that the grippers are set so that they will just catch the edges of the sheet but will not strike the type form.
If part of the impression does not come out plain, paste a piece of paper on the paper backing on the platen and, oppositely, if a part of the impression is too heavy a bit of the under sheet of paper backing must be cut away.
When the impression is even on the platen sheet paste a piece of cardboard below and another to the left hand side of it so that the card or the sheet of paper will lay on the platen in exactly the right place every time you feed it in.
Instead of cardboard you can use three bent pins to gage the sheet, or, still better, use regular steel gage pins (see Fig. 64), for these can be adjusted to a nicety.
—All that remains for you to do now is to put about as much ink as you can get on the point of the blade of a penknife on the ink table and then roll it out thin and even with a small hand roller.
[173]
Lay your stock on the table to the right of the press and feed in a card or a sheet at a time with your right hand and see to it that you get it in squarely against the gage pins; take away your hand and press the handle down with your left hand; raise it up, take the printed sheet out with your left hand, feed in another one and so on until the job is done.
—As soon as you have printed a job take the chase from the press and before you unlock the form rub the face of the type with a rag dipped in benzine, or turpentine and when all the ink and smut is gone wipe it with a clean rag.
If the type gets clogged up with ink wash it out with a tooth-brush dipped in benzine and when the ink on the table and the rollers gets dirty or does not work well wash it off with benzine also. To do good printing everything must be immaculately clean.
—After you have cleaned the type, unlock the form and then take a line o’ type at a time on a lead in your left hand; pick off two or three letters at once and drop each one into its respective box.
—While of course you will buy your ink all ready to use you may like to know how it is made. Here’s a recipe for a printing ink that is as old as the hills and as good as gold: Balsam of capivi 4¹⁄₂ ounces; lampblack 1¹⁄₂ ounces; indigo ⁵⁄₈ ounce; India red ³⁄₈ ounce, and turpentine dry soap 1¹⁄₂ ounces; mix these ingredients well in a mortar with a pestle; then mix the[174] mass with boiled linseed oil to the right thickness.
When buying ink for job printing get one that is a quick drier and this costs from 50 cents to $1.50 a pound according to quality. You can also buy colored inks in red, white, blue, yellow, green, brown and purple in 4 ounce cans for 60 cents a can.
—While it is cheaper and better to buy ink rollers ready made, if you want to try your hand at making them yourself get 1 pound Peter Cooper’s best glue; 1 quart best sugar house syrup, and 1 pint of glycerine.
Soak the glue in rain water until it is soft, drain off all the excess water, put it in a glue pot and set it on a slow fire until it is melted. Now put in the syrup, boil it for half an hour, stirring it the while, and skim off the scum that comes to the top.
About 5 minutes before you take it from the fire add the other things and then pour the mixture into the mold, which is simply a brass cylinder of the diameter and length you want the roller. The stock, as the spindle of the roller is called, is set exactly in the middle of the mold and the composition is poured into it.
—Printing in two or more colors, or color printing, is not only interesting work to do, but profitable, since you can easily get orders for it. It is a little harder to do a good job with colored inks than it is with black ink, but if you will use plain type and good colored ink you will have small trouble in doing a creditable job.
[175]
—When you want to print in gilt instead of in black you can do it either by printing in black ink first and then dusting bronze powder over it with a tuft of cotton, or print the job with gold size which makes the powder stick better. Dust the excess powder off with a bit of cotton when the letters will stand out in gold beautifully.
You can buy a 3 ounce can of gold size for a quarter and bronze powder can be had in 1 ounce cans in gold, silver, cardinal red and copper. All of the above materials can be bought of the Kelsey Press Company, Meriden, Conn., and you ought to send for one of their catalogues.
—You will need a supply of both visiting and business cards; paper for labels, handbills and newspapers—that is, if you intend to print one—and paper for bill-heads, statements, letter-heads and envelopes to match them.
Cards come in all sizes and colors and in any quantity however small; they are sold under the name of thin white, thin colored, heavy china, business bristol, fine bristol, extra fine bristol, satin enameled and linen finished bristol. Then there are cards with gold beveled and lace edges; fancy embossed, with round edges, and for mourning.
Paper can be bought that is gummed on one side for labels; linen and bond papers are used for correspondence; the cheapest kind of white and colored paper is good enough for handbills but you should use a good white stock for newspaper work. Before ordering[176] stock of any kind the best way to do is to send for a full set of samples and then you will know just what you are buying.
Of course you know what paper looks like and how it feels, but it is not so likely that you know what it is and how it is made; but paper making is an art so old, so wonderful and so useful, that you ought to make enough to know all about it.
—Paper is made by chemical and mechanical processes from rags, straw or wood into thin sheets. These materials are formed of fibers made up of what chemists call cellulose[68] and this substance is in turn composed of C6H10O5, that is 6 atoms of carbon, 10 atoms of hydrogen and 5 atoms of oxygen.
[68] Cellulose forms the ground-work of all vegetable tissues whether they are the tender shoots of a fern or the hard wood of trees.
—Whatever material you use to make the paper of it must be converted into a pulp first. Cotton or linen makes the best paper—this is called rag paper—because these materials are nearly pure cellulose to begin with.
—To make a little paper take about a pound of white cotton or linen rags and cut them up into little bits; boil them in a solution of caustic soda for a couple of hours, to get out all the dirt and grease, and stir them often.
[177]
Next wash out the dirty water that has resulted from boiling them and then the cotton or linen must be broken up and beaten until the fibers are separated. You can do this by putting the fabrics into a chopping bowl, wetting it down with clean water and then using a pair of chopping knives on them until the fibers are cut fine, and you must change the water often. In paper mills a rag engine, as it is called, is used to wash and break up the rags.
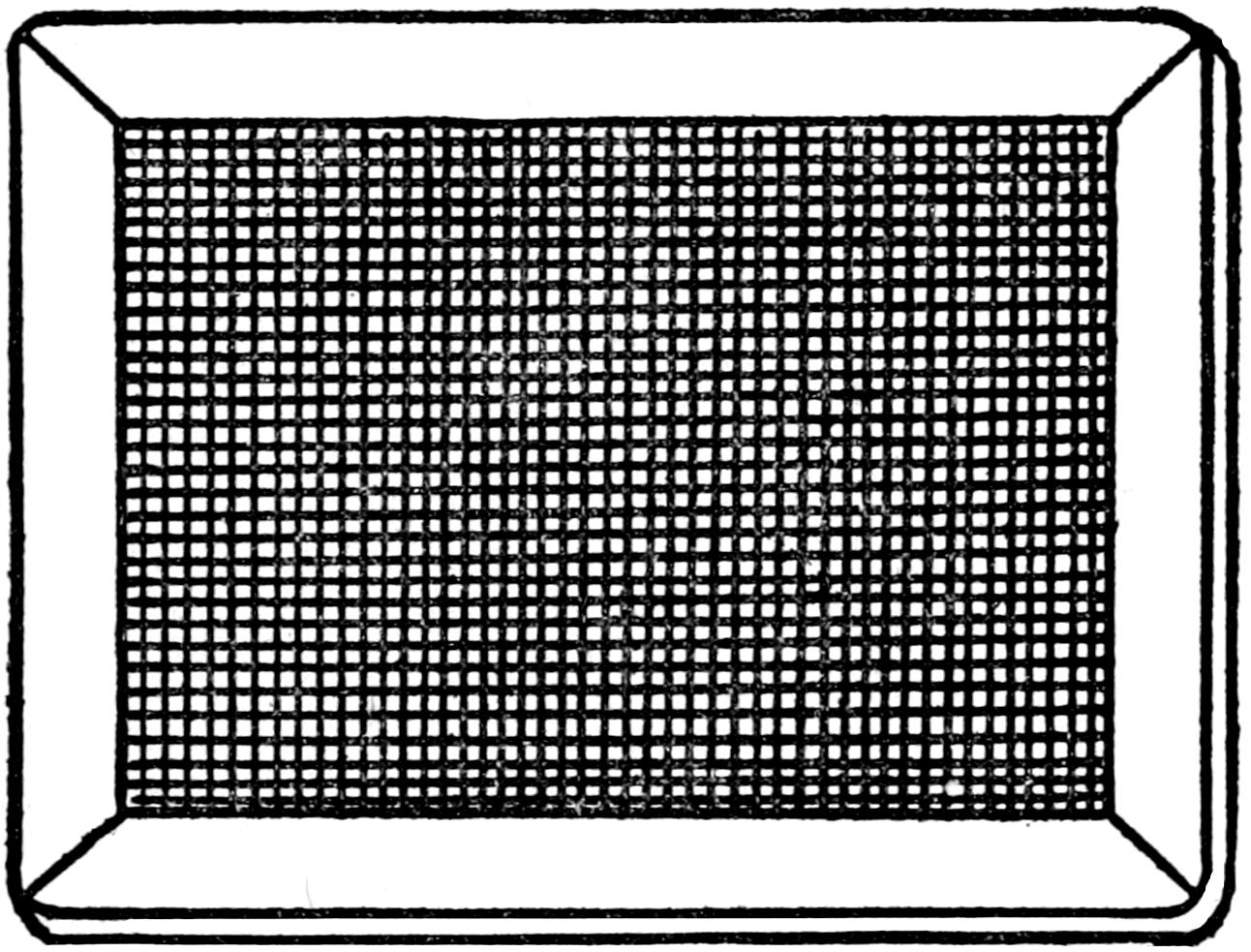
Fig. 70. a frame for paper making
—Make half-a-dozen frames of wood ¹⁄₄ inch thick and ¹⁄₂ an inch wide, and about 5 × 8 inches on the sides; and cover these with brass wire netting having about 20 wires to the inch as shown in Fig. 70. School slate frames are good for this purpose.
—Now spread a thin layer of pulp on the wire netting of each frame, or mold, and[178] set them to one side to dry. When you have all the molds filled and the pulp is dry turn each frame upside down on a sheet of blotting paper and lay another sheet of blotting paper over the paper you are making.
In this way pile up the blotting paper and the paper in the making and then put them under pressure; this you can do by placing the pile between two smooth 1 inch thick boards and screwing them together with a couple of wood clamps.[69] After an hour or so you can take the clamps from the pile and separate the sheets of paper from the blotting paper.
[69] A description of these clamps will be found in Chapter I.
Next place the paper between sheets of oil board,[70] make a pile of them and screw them up between the wood clamps again good and tight and leave them there over night; then hang up each sheet of paper by a corner with a clip and let it dry.
[70] This is a heavy oiled paper and you can buy it at a painter’s supply store, or of C. B. Hewitt and Bros., 48 Beekman St., New York City.
—When the sheets are dry take them down and lay them carefully in a pile for sizing. Make the sizing by dissolving gelatine in hot water until it is about as thick as milk with the cream in it.
Pour the sizing into a shallow dish or, better, a photographic tray; lay each sheet, first one side and then the other, on the sizing and be careful to wet it evenly all over. Put the sized paper between the sheets of oil board again, make a pile of them, screw on the wood clamps, let them stay under pressure[179] for half a day and, finally when you take them out let them dry slowly and you will have a hand made paper that you have made with your own hands.
If you will look at this book carefully you will conclude that it would be next to impossible to bind one that would even faintly resemble it. But while I do not want you to believe that you can do a job that would anywhere nearly equal it, you can bind a book good enough so that you will not feel ashamed to let any one see it.
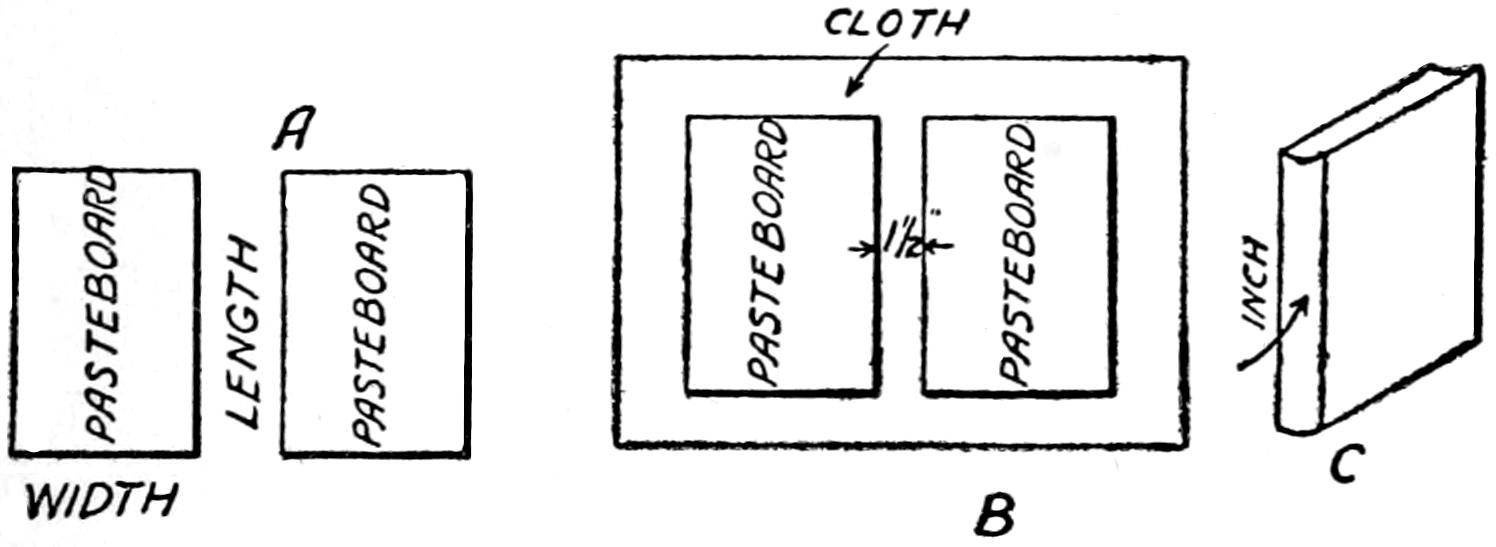 |
||
| THE BOARDS | BOARDS GLUED TO CLOTH | WIDTH OF BOOK |
Fig. 71. how to cut boards and cloth for book binding
—First mark out with a rule and then cut out two pieces of pasteboard each of which is just as wide as the book you are going to bind and ¹⁄₄ inch longer as shown at A in Fig. 71.
Lay these boards on a piece of muslin or calico, or you can buy regular book-binder’s cloth for the purpose[71] and cut it 2 inches wider than the length of[180] the boards and three times as long as the width of one of them as shown at B.
[71] For book binders’ materials of all kinds send to Thomas Garner and Co., 181 William Street, New York. For book binders’ leather materials address Du Pont Febrikoid Co., Equitable Bldg., New York.
Coat these boards on one side with a good glue laid on thin and glue them to the cloth so that they will be separated from each other by a space ¹⁄₂ an inch wider than the thickness of the book you are binding as shown at B and C; this done glue the edges of the cloth over on to the other sides of the boards as shown at D in Fig. 72.
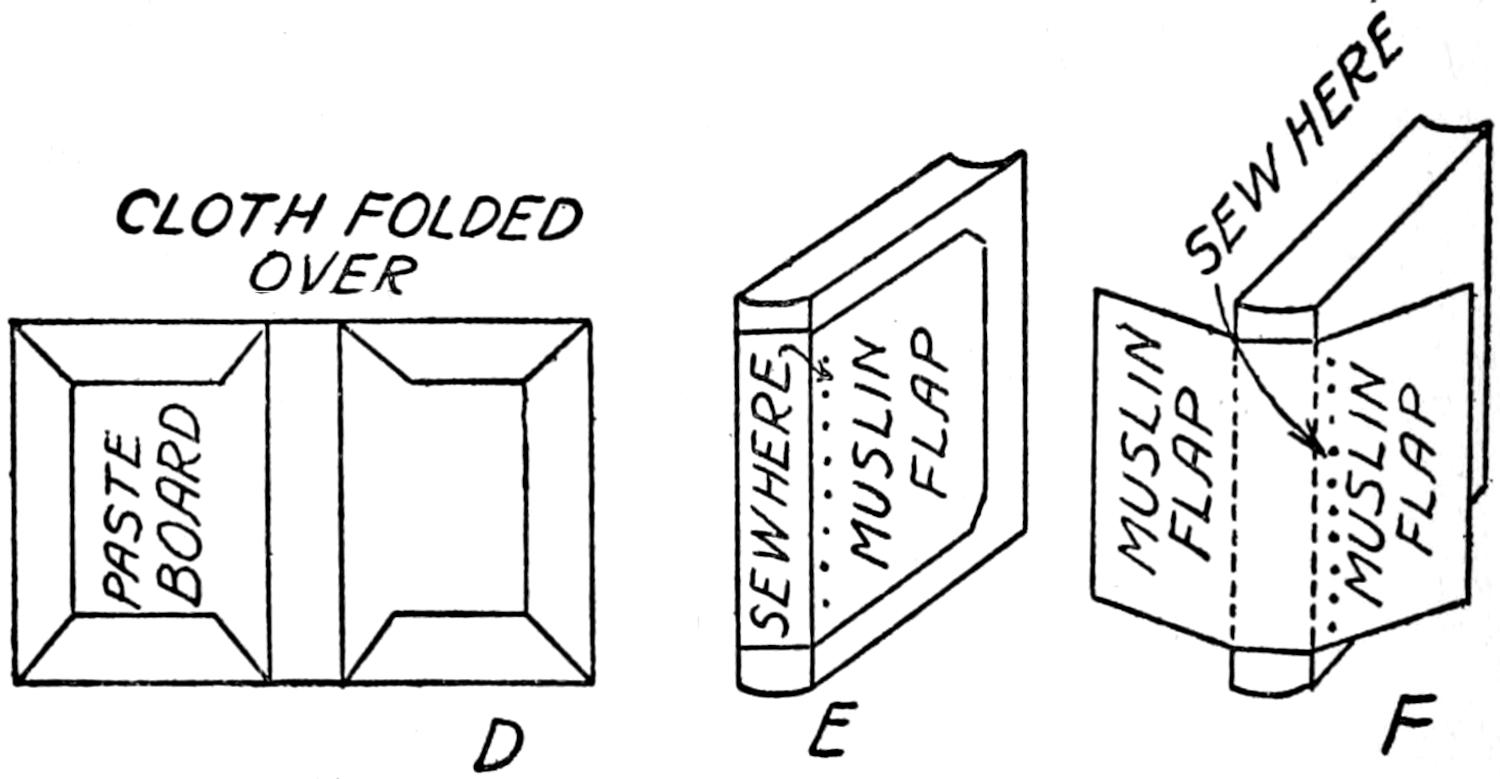
Fig. 72. sewing on the muslin flap
While the back is drying take a piece of good muslin and cut it 1¹⁄₂ inches shorter than the length of the book and within 2 inches as wide as the width of the back of the book when it is flat open. For instance suppose the book is 5 inches wide and 1 inch thick which is 11 inches in all; then you would cut the muslin 9 inches long. The muslin on the book is shown at E.
—The next operation is to sew[181] this piece to the back of the book; for this work you will need a thin sharp awl, a hammer, a large darning needle and some strong linen thread—waxed thread is the best.
Before doing so, however, take a sheet of good white paper and make a couple of fly-leaves for the front and back of the book; now punch a line of holes ¹⁄₈ inch from the back, through the book as shown at F, then put on the piece of muslin and sew it to the book good and tight, and be sure the flaps are even.
Fig. 73. the bound book complete
This done spread some glue on the pasteboard covers, place the back of the book on the cloth binding between the covers, turn it over on the front cover and rub the muslin down smooth on it; then do the same thing with the back. All that remains for you to do now is to turn back one of the blank pages which[182] you sewed on to the book and glue it on the cover which will conceal the muslin flap.
After you have bound the book lay it between a couple of smooth boards and screw it up tight between the jaws of a pair of wood clamps. Let it stay there over night and in the morning when you take the wood clamps off you will have one more book to add to your five foot shelf.
—If you have a printing press you can print the title of the book and the author’s name—don’t forget the author’s name—on a slip of heavy paper and gild it, or on a piece of cloth and glue it to the front of the cover as shown in Fig. 73.
[183]
A rubber stamp is type matter molded in rubber which is then mounted on a block with a handle as shown in Fig. 77. When the stamp is inked and then pressed on a smooth surface it leaves an impression on it.
Rubber stamps are useful for marking tags, books, boxes, bundles, etc., but it is very bad taste to use them for letter-heads and envelopes.
—To make rubber stamps you will need (1) one or more fonts of type; (2) a composing stick if you intend setting up more than one line; (3) a frame called a chase, 4 × 5 inches on the sides made of a strip of wood 1 inch wide and 1³⁄₁₆ inch high, which is the height of type from its feet to its shoulder; (4) another frame, called the matrix frame, made of a strip of wood 1 inch wide, ³⁄₈ inch thick and 4 × 5 inches on the sides. These two frames are shown at A and B in Fig. 74. (5) Two smooth boards 1 inch thick, 6 inches wide and 7 inches long; (6) a tooth-brush;[184] (7) a couple of pounds of dental plaster of Paris, and (8) a ¹⁄₄ pound of pure unvulcanized rubber.
Dental plaster is finer than the ordinary kind and you can buy all you will need from your family dentist for 5 or 10 cents a pound. Unvulcanized rubber for rubber stamps comes in sheets about ³⁄₁₆ inch thick and is sold under the name of signature stamp gum and you can buy it for about $1.00 a pound.[72]
[72] You can buy signature stamp gum of The Goodyear Tire and Rubber Company, 10 Central Park West, New York City. In ordering of this firm ask for No. 4093, ³⁄₁₆ inch thick.
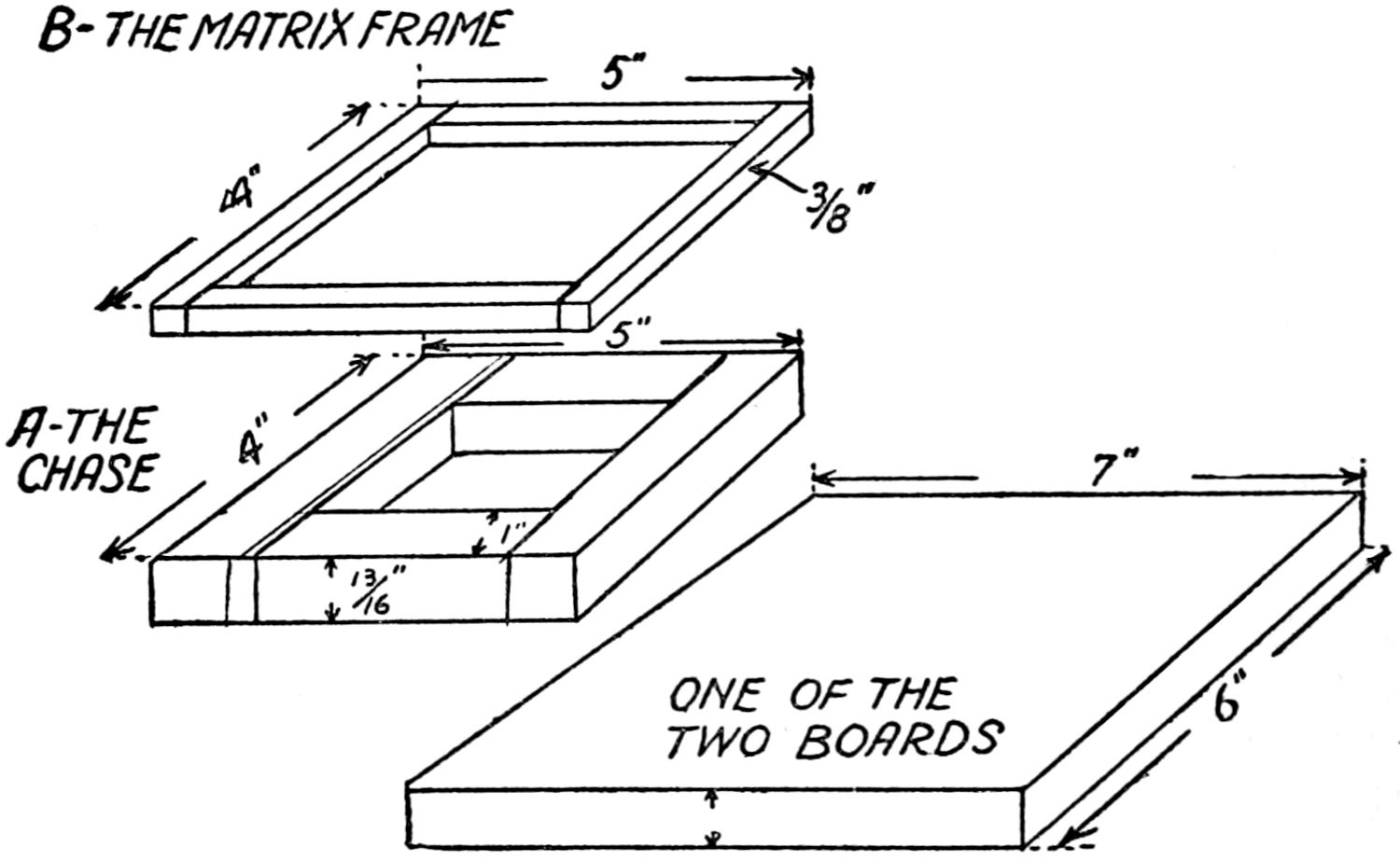
Fig. 74. the matrix frame, chase and boards for making rubber stamps
Unvulcanized rubber is crude india-rubber mixed with sulphur and when this is heated it gets very soft and can be molded by putting it under pressure; when it gets cold it is not only much stronger than before but it is very elastic as well.
[185]
—Since you know how to make pewter castings and how to set type, making a rubber stamp will be as easy as rolling off a log.
When you have the type set up that you want to make the rubber stamp of, put a lead[73] on each side of it, oil it all over with sweet oil and tie a string around it tight. Lay the thick, shoulder high wood frame over the type matter you have set and see that it is in the middle of it.
Next mix up a little more than enough plaster with cold water in a bowl to fill the frame; stir it with a tablespoon and make it about as thick as sorghum molasses. Pour the plaster all around the type in the frame and fill up the space between them as high as the face of the type. Now let the plaster set,[74] that is, get hard, which it will do in a very few minutes. When it is hard enough to hold the type in place and yet before it gets solid take the tooth-brush, dip it in water and brush away the plaster until it is exactly even with the frame, and hence, even with the shoulders of the type as shown in Fig. 75.
[74] When calcium sulphate is heated it loses its water of crystallization and forms a powder, which we call plaster of Paris; the plaster has the power of taking up water and forming a solid substance, and this process is called setting.
When the plaster has set hard oil the face of the type and the plaster with sweet oil; now lay the thin frame over the thick frame; mix up some more plaster with water and make it thin enough so that it will[186] flow easily into every little space of the type and fill the frame up with it.
Let this frame stay on the lower frame over night so that it will get very hard and you can then lift it off, when a very sharp impression of the type faces will be formed in it shoulder deep, that is as deep in the plaster as the face of the type is high. This frame with its plaster impression is called the matrix.
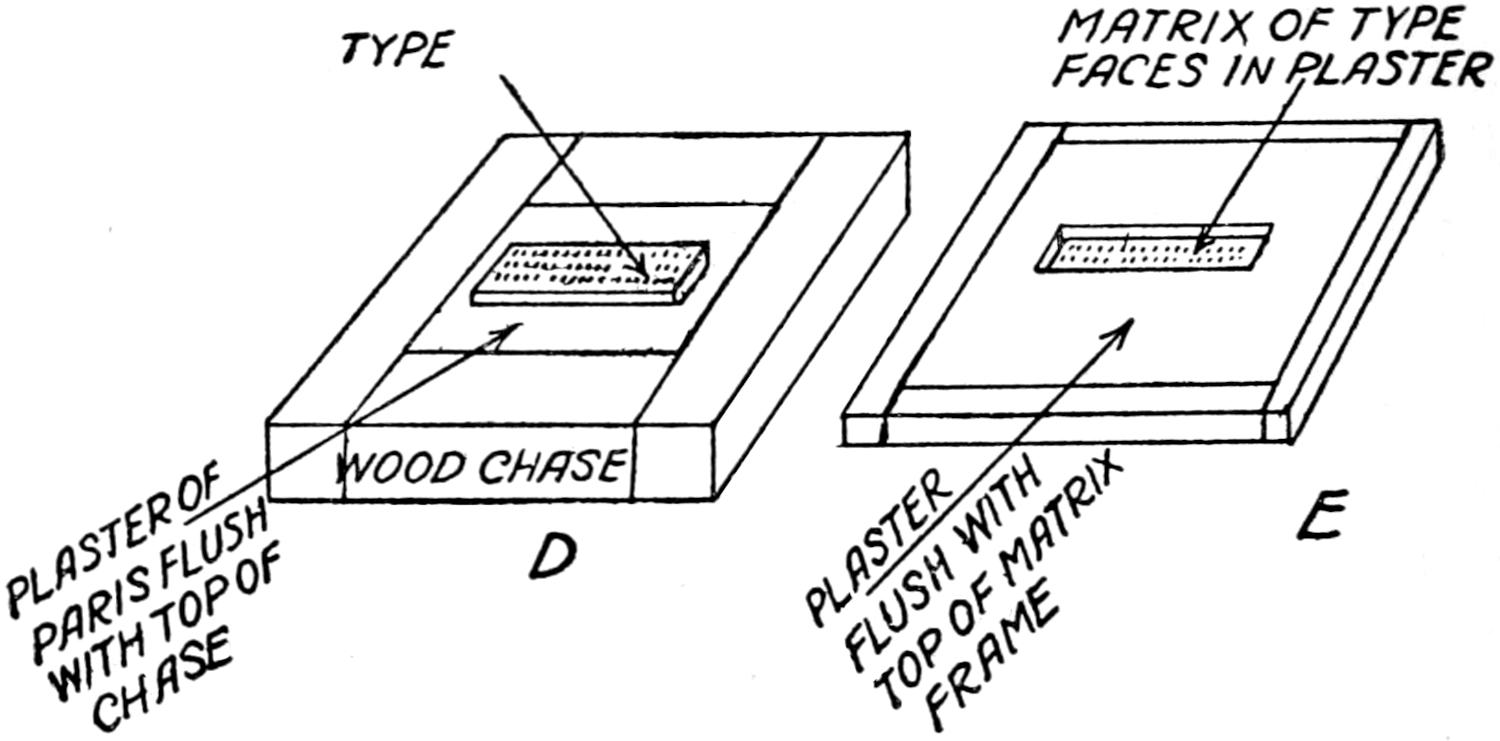
Fig. 75d. the type in the chase. e. plaster of paris impression in the matrix frame
—Cut a piece of the unvulcanized gum rubber ¹⁄₄ inch wider and longer all round than the impression of the type; peel the strip of muslin from the strip of rubber gum and lay it on the matrix. Put one of the boards on top of the rubber and the other on the bottom of the matrix and screw them together tight with the iron clamps as shown in Fig. 76.
Half fill a kettle with water; lay the mold on top of the kettle—but not in the water—and put both of[187] them in a hot oven for 30 minutes. When the rubber gum gets hot it softens and the pressure of the screws forces it into the letters of the matrix and so makes rubber type of them. The steam from the kettle will keep the wood from charring and the rubber from burning but has no other action on it.
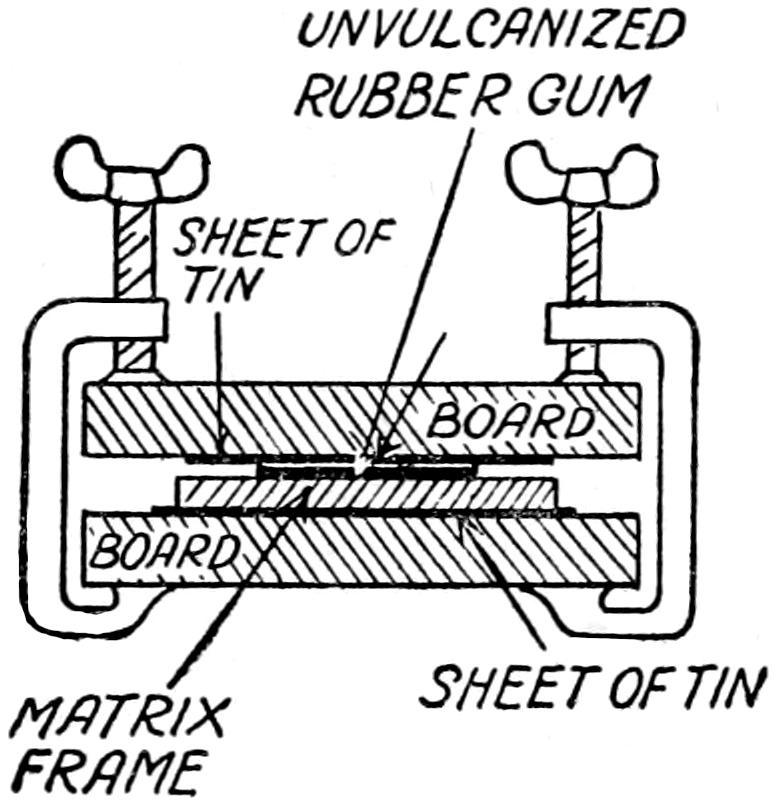
Fig. 76. the matrix with the rubber gum in place ready to vulcanize
The heat vulcanizes[75] the rubber gum and makes it springy and stretchy, but if it gets too hot it will become hard and you will have hard rubber instead. To get just the right degree of heat a vulcanizer,[76] which is simply a little boiler with a thermometer on top, is used by rubber stamp makers.
[75] Vulcanizing is the process of heating raw India rubber with sulphur; the sulphur combines with the rubber to form a new compound. If a large amount of sulphur is used and great heat is used hard rubber, or vulcanite, or ebonite is formed. If a small amount of sulphur and a low heat are used the elastic rubber that is so common is formed.
[76] The S. S. White Dental Mfg. Co., 5 Union Square, New York, sells them, and unvulcanized rubber as well.
[188]
—All that you need to do now is to trim off the edges of the rubber stamp with a pair of shears and mount it on a smooth block of wood having a handle as shown in Fig. 77.
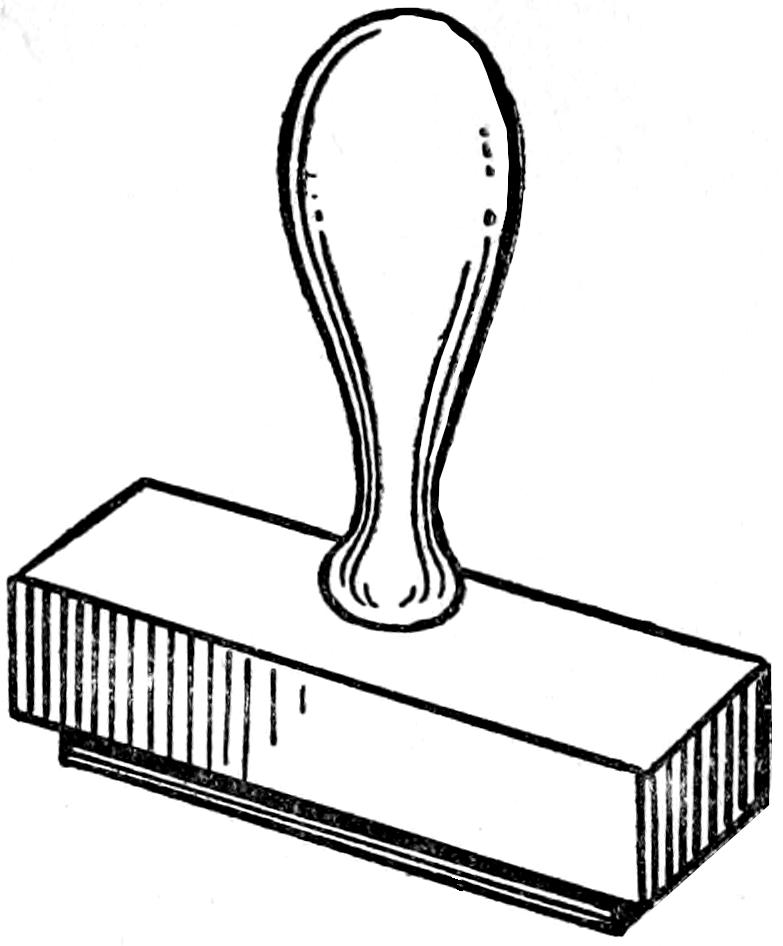
Fig. 77. the rubber stamp ready to use
—A special kind of ink is used for rubber stamps, as writing ink is too thin and printing ink spoils the rubber.
—Cut out two blocks of pine wood each of which is ¹⁄₄ inch thick, 2 inches wide and 3 inches long; cut out four strips of woolen cloth 2 × 3 inches, lay two of the strips on each block and then cover the latter by gluing a piece of muslin over it.
Pour a dozen or 15 drops of rubber stamp ink on each pad and rub the surfaces of both of them together to distribute the ink evenly. When not in use[189] keep their inked surfaces together and in a box so that the dust will not get on them.[77]
[77] You can buy a good rubber stamp pad for a quarter. Rubber stamps, pads, and ink can be bought of the Everson and Reed Co., 88 Chambers St., N. Y. C.
—Mix 3 parts of lampblack with 7 parts of olive oil.
—Mix 2 parts of vermilion with 3 parts of olive oil.
—Mix 3 parts of aniline blue and 6 parts of oleic acid with 94 parts of castor oil.
—Mix 25 parts of aniline blue, 15 parts aniline lemon yellow, 50 parts oleic acid and castor oil 950 parts.
—A copygraph pad, or hectograph, as it is often called—from the Greek hekaton which means 100, and graph to write, hence to write a hundred—is a gelatine pad for duplicating a letter or a drawing.
To use a copygraph pad you must write your original letter with an aniline ink; then you lay it on the pad and rub it down with your fingers. When you remove the sheet an impression will be left on the face of the pad and if now you lay a sheet of clean paper on the pad, rub it and pull it off you will have a copy almost as bright and clear as the original. In this way as many as 50 or 100 copies of the original letter can be made.
To make a copygraph pad put 1 ounce of the best gelatine in enough water to cover it and let it stand for[190] 24 hours. Put a tablespoonful of table salt into a cup of water, pour it into the outside can of a water jacketed pot. Put 6 ounces of glycerine in the inside pot, set the pot on the stove and heat it good and hot, or to be exact, to about 200 degrees Fahrenheit.
Drain off all the water from the gelatine and put the latter in the glycerine while it is yet on the fire; stir the mixture slowly every once in a while in order to prevent bubbles from forming, and skim off the froth that forms on top of it. When you have a nice smooth mixture stir in a teaspoonful of oil of cloves to keep it sweet.
Next make a pan of sheet zinc a little larger than the letter you want to copy and ¹⁄₂ an inch high, or you can use a tin pie pan if you merely want to try it out. Set the pan on a level table, fill it with the hot mixture, let it stand over night and it is ready to use.
—You must write your letter with a special aniline ink, called hectograph ink, and use a new steel pen to do it with.
While the writing is getting dry take a small clean sponge, wet it with cold water, squeeze it as dry as you can, wash the face of the gelatine with it before you try to make an impression or else you will spoil the pad.
This done, lay the sheet of paper with the written side down on the pad and gently rub your fingers over every part of it. Let the paper stay on the pad for a couple of minutes, then grip a corner of it and pull[191] it slowly and evenly from the pad as shown in Fig. 78. Now you are ready to make your copies.
To do this lay a clean sheet of paper on the pad, rub it as you did the original, let it remain for a minute and pull it off. Keep on making copies until you have as many as you want or the impression gets too faint.
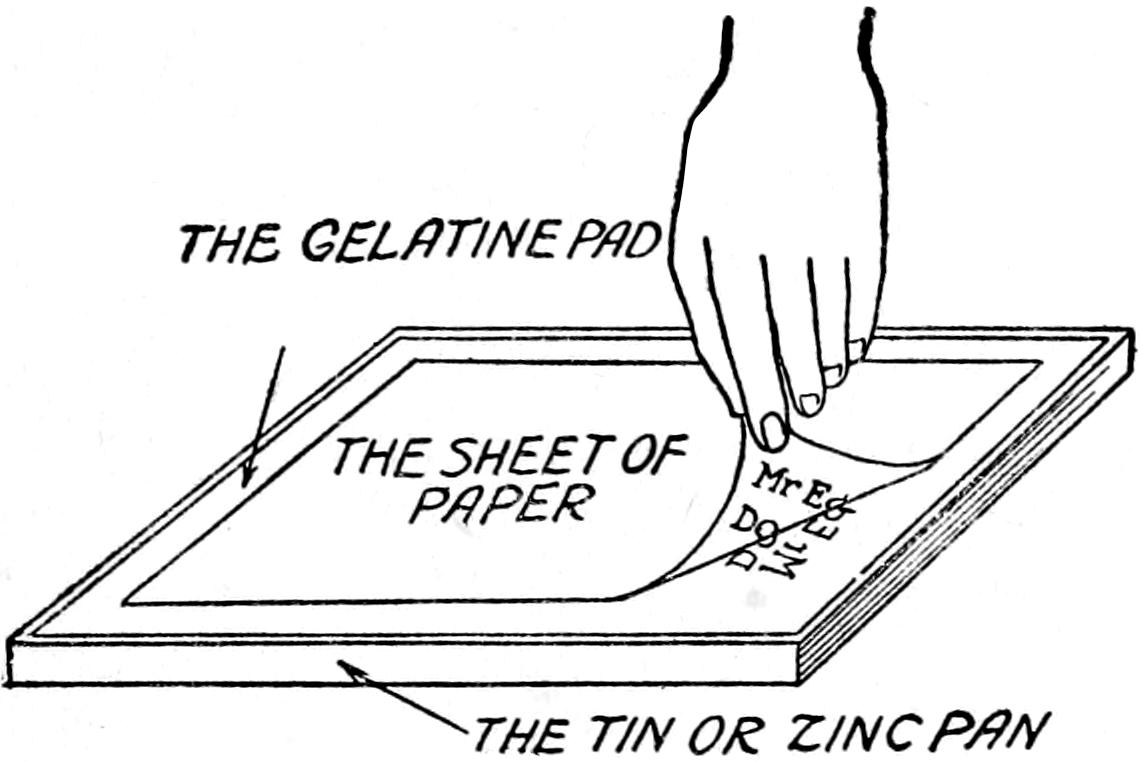
Fig. 78. pulling an impression from the copygraph
When you get through pulling copies wash the face of the pad with a moist sponge and let it dry thoroughly before you make a new copy.
—Mix 10 parts of methyl violet; 20 parts of nigrosene; 30 parts of glycerine; 5 parts of gum arabic and 60 parts of alcohol. Heat it until the anilines are dissolved and stir until all are thoroughly mixed.
—Mix 10 parts of fuchsin, 10 parts of alcohol; 10 parts of glycerine and 50 parts of water. Heat and stir as before.
[192]
—It is fascinating work to sink a name into a piece of sheet metal with steel dies and yet it is very easy if you have the tools and you can make some money out of it too, for every boy wants a badge or a medal.
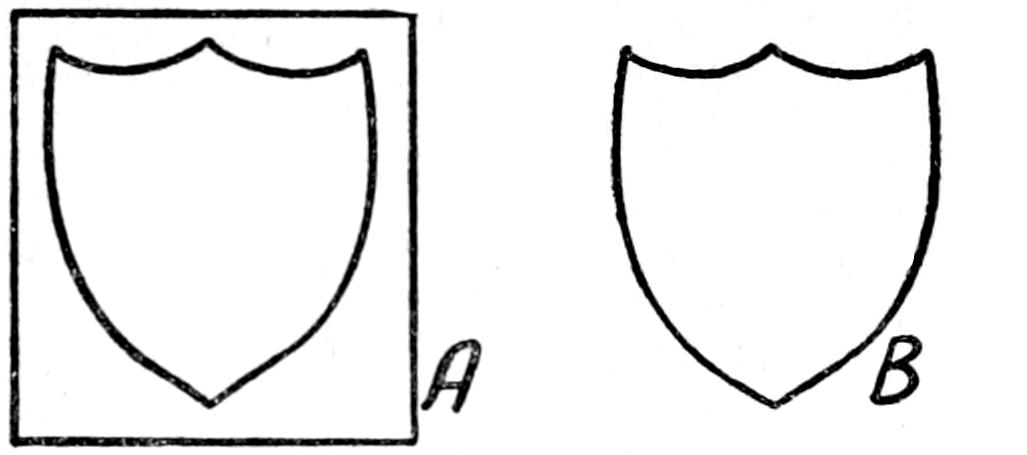
SHEET OF GERMAN SILVER OR BRASS WITH SHIELD MARKED ON IT
THE SHIELD CUT OUT
Fig. 79a, b. first steps in making a badge
Badges can be made of any kind of sheet metal ¹⁄₆₄ inch thick or more but German silver[78] makes mighty pretty ones for it takes a high polish and remains bright a long time. To cut out a shield, a star or any kind of a badge get a ¹⁄₄ and a ¹⁄₂ inch straight cold chisel and a ¹⁄₄ and a ¹⁄₂ inch curved cold chisel,[79] also a block of hard wood one side of which must be nice and smooth.[80]
[78] You can buy German silver in any quantity and thickness of Patterson Bros., Park Row, N. Y.
[79] The P. F. Smith Co., 325 West 42nd St., N. Y. C, make these chisels.
[80] You can make it so by scraping it with a piece of glass.
[193]
Draw the outline of the badge you intend to make on a sheet of metal; lay the latter on the block of wood and then cut it out with your chisels and hammer as shown at A and B in Fig. 79. When you have it cut out, file off the rough edges.
—For this part of the work you will need a set of ¹⁄₈ inch steel letters[81] as shown in Fig. 80 and they will cost in the neighborhood of $3.00.
[81] Can be had of Hammacher, Schlemmer and Co., Fourth Ave. and 13th Street, New York.
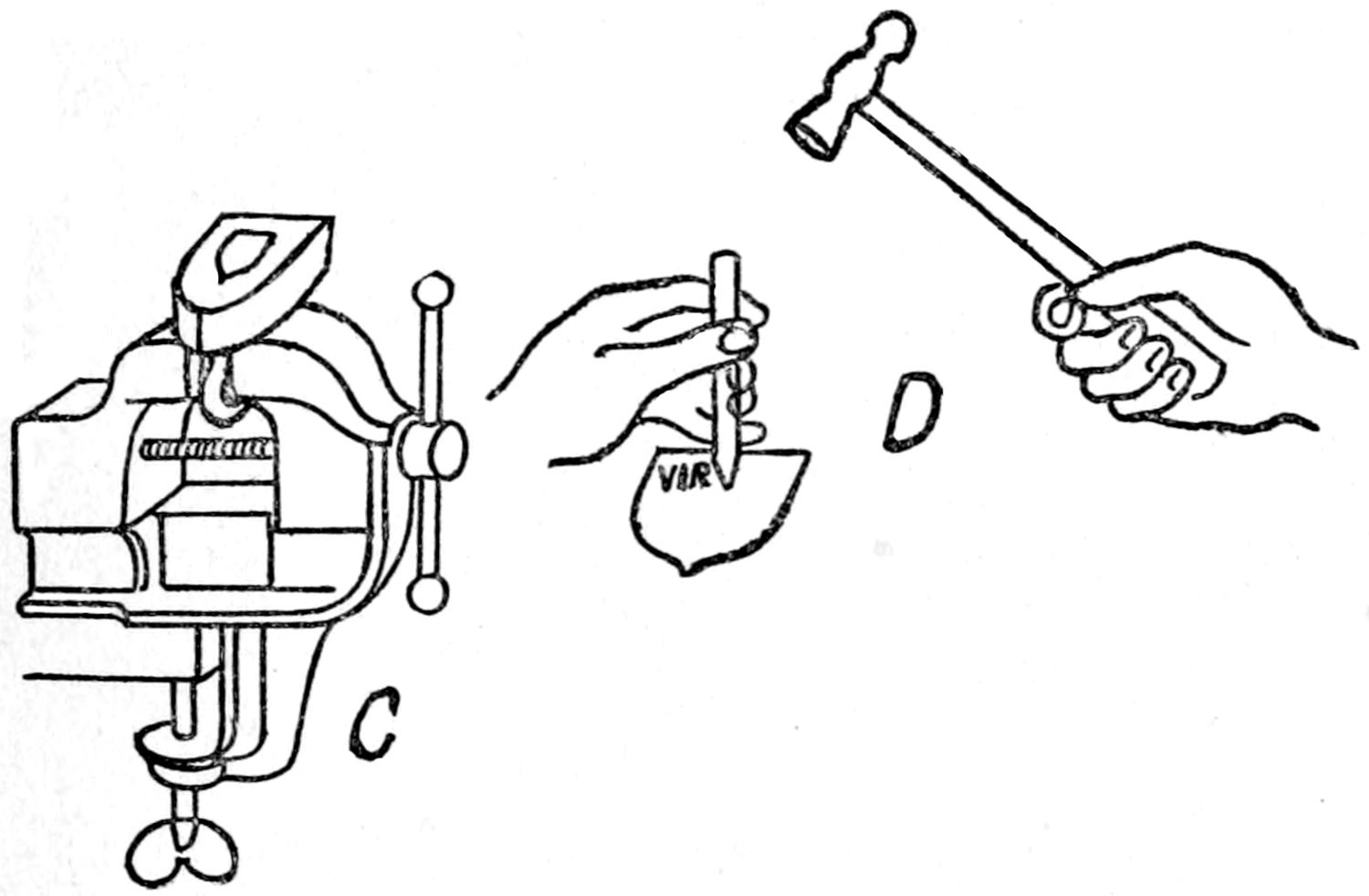
Fig. 79c. the badge on a flat-iron in a vise. d. sinking in the letters
Mark the lines on the badge on which the letters are to be sunk with a very soft lead pencil, or, better, wax the surface all over by tapping it with your finger on which you have rubbed some white wax and then mark the lines with a sharp pointed piece of bone.[194] Otherwise you will have trouble in getting the lines out.
Now lay the badge on a perfectly smooth piece of iron—a flat-iron screwed in a vise, see C, is good. Then take the middle letter of the name you are going to stamp and hold it with the notched side toward you and with the serifs[82] on the lower edge of the letter exactly on the middle of the line you have drawn as shown at D.
[82] See Chapter VII, on Printing.

Fig. 80. steel letters and figures for die sinking
Hold the steel letter perfectly straight and give it a goodly blow with the hammer when the die will sink into the metal and leave the impression of the letter below the surface. Finish stamping the name by working both ways from the middle letter, for this is the way to get the name on the badge evenly.
With a set of steel letters and figures you can also stamp key checks, jewelers’ checks, baggage checks and[195] name plates and also sink names on wood, metal, leather, etc.
—The next thing to do is to solder a pin on the back of the badge as shown at E in Fig. 79. Scrape the back up and down the middle bright and clean; put a small safety pin on the badge and hold them together with a pair of tweezers. Then put on a couple of drops of soldering fluid.[83]
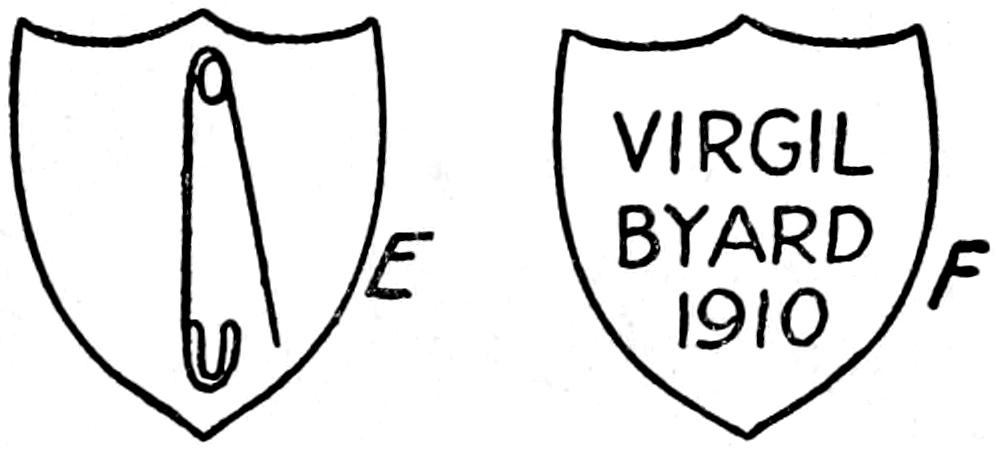
THE BACK WITH PIN SOLDERED ON
READY TO WEAR
Fig. 79e, f. last steps in making a badge
Hold the badge with the pin on top of it in the flame of your alcohol lamp or Bunsen burner and when the soldering fluid begins to sizzle touch the pin with a piece of wire solder. When the solder runs let it cool and the pin will be on securely enough for all ordinary purposes.
Next polish up the badge by rubbing it with powdered rottenstone mixed with a little machine oil[196] and then finish it off with some crocus. If you have a lathe of any kind get a felt wheel[84] and use the rottenstone and oil on it and then the crocus.
[84] F. W. Gesswein Co., Inc., 16 John St., sells engravers’, opticians’, platers’ and polishers’ supplies.
Heat the stamped surface of the pin just a little and put some black enamel, which you can get at the hardware store, into the letters; rub off all that sticks to the surface but leave all that is in the sunk letters. Put it away and let the enamel dry thoroughly when you will have a regular badge as shown at F.
A burning brand is useful to mark the handles of tools, boxes or anything made of wood by burning a name or a design into them.
—To make a burning brand, say with your initials on it, make a cardboard box ³⁄₄ inch wide, 1 inch high and 3 inches long and without a top.
Mix up some plaster of Paris, fill the box with it and let it set. When it is perfectly hard and dry tear the cardboard box away from it, and on the narrow side of it, that is the one that is ³⁄₄ inch wide, mark out your initials, reversing the letters just as they are on type.
Take a sharp pocket knife and cut away the plaster from around the letters to a depth of ³⁄₈ inch, thus leaving the letters standing out in relief like type letters[197] as shown at A in Fig. 81. Give it a couple of coats of shellac varnish[85] which not only protects the plaster to a certain extent but prevents it from sticking to the mold.
[85] You can make this varnish by dissolving yellow gum shellac in alcohol or you can buy it at a paint store.
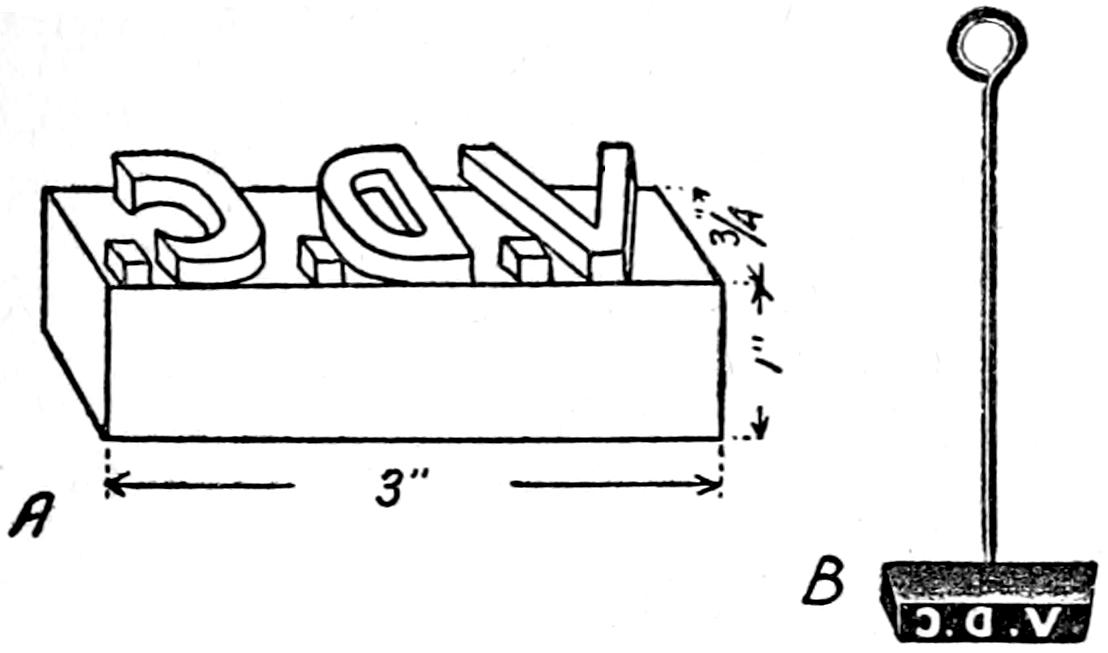
A PLASTER OF PARIS PATTERN FOR A BURNING BRAND
THE BURNING BRAND COMPLETE
Fig. 81. a burning brand of iron or copper
Now take this pattern to a brass foundry and have a brass casting made of it. When you get it file it up nice and smooth and be careful to keep the surface of the letters perfectly flat. This done, drill a ³⁄₁₆ inch hole in the center of the back of the brand to a depth of ¹⁄₂ an inch and thread it with a ³⁄₁₆ inch tap.
The next and last thing to do is to get an iron rod ¹⁄₄ inch in diameter, and 12 inches long, bend a ring on one end, thread the other end with a ³⁄₁₆ inch die and screw it into the brand, when it will look like B.
—To use the burning brand put it in a fire and when it is about red hot, take it out and press it firmly on the wood you want[198] to mark and your initials will be left on the wood as long as the wood lasts, nearly.
A stencil is a piece of heavy paper or thin sheet of metal in which letters or a design are cut through with broken lines, and it is used for marking the letters or design on any smooth surface by daubing a color on it through the open spaces with a brush or sponge.
There are two kinds of stencils, namely (1) those used for practical work and (2) those used for decorative purposes.
—You can cut your stencils in either (a) oil board,[86] or (b) in thin sheet brass or copper. Paper stencils, as those cut in oil board are called, are much easier to make than those cut in sheet metal and as they are quite durable they will probably serve your every need.
[86] Oil board can be bought of C. B. Hewitt and Bros., 48 Beekman St., New York.
—All you need to cut paper stencils with is a sheet of oil board and a pen-knife with a good, sharp-pointed blade. A stencil alphabet is shown at A in Fig. 82 and by taking a look at it you will see exactly where the lines must be broken to hold the letters together.
First mark out with a pencil the size of the sheet you want the stencil to be and then draw a line down through the middle to divide it into equal parts. For every line of letters you want draw a pair of lines[199] across the oil board and have the space between them whatever you want the height of the letters to be.
When you mark in the name or word start with the middle letter and draw it on the middle line of the board and then draw in the rest of the letters to the right and to the left; by lettering the oil board or metal this way you will get the whole name or word exactly in the middle of the sheet.
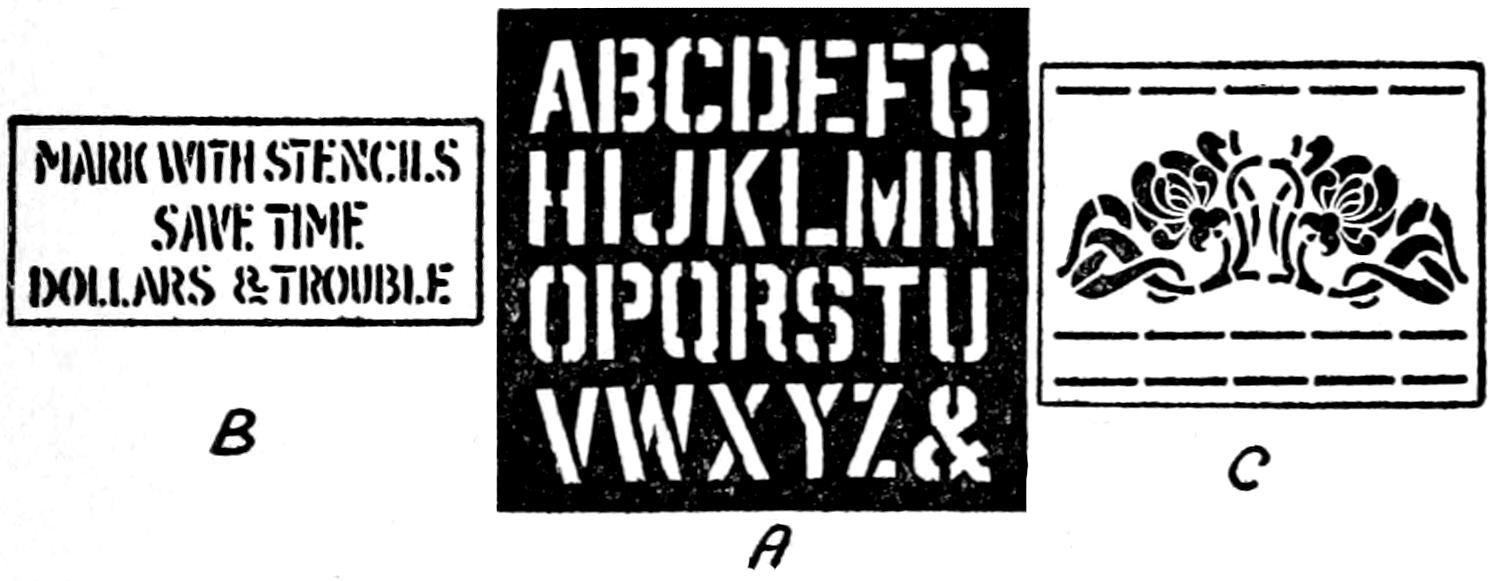
Fig. 82. stencil letters and stencils
A. How stencil letters are cut.
B. A stencil for marking boxes.
C. Decorative stencil for wall borders.
To cut the stencil lay it on a smooth board and hold your knife just as you do a pen when you write but with your fingers a little closer to the point. Start at the top of each line if it is a vertical one, or on the left hand side if it is horizontal; hold the knife at a slight angle so that all the lines you cut will slant in toward the center of the letter and so bevel the paper. In cutting the stencil you can turn the sheet around to bring the lines into the best position for cutting.
It does not take much pressure to cut through the board but press down hard enough on the blade to[200] make the first cut go clear through and never cut over the same line twice and also make the cuts run right up sharp into the corners. It takes very small skill to cut stencils but the chief part of the art lies in drawing the letters or the designs on the paper or metal.
—To cut sheet metal stencils use annealed[87] sheet metal about No. 25 Brown and Sharpe gauge;[88] mark out the letters or design as for paper stencils and then cut them with stencil chisels. When you have the stencil all cut file the burr off of the edges of the letters or design with a fine file and file them at an angle so that all the edges are sharp. A practical stencil is shown at B.
[87] Patterson Bros., Park Row, New York, carry sheet brass and copper in stock for stencils.
[88] The Brown and Sharpe Wire Gage is also used for measuring the thickness of sheet metal.
—A short, stubby brush, called a stencil brush and made especially for the purpose is the best kind to use to stencil with. Dampen it a little and rub it on a cake of stencil ink;[89] hold the stencil down tight to the surface you are to mark and then dab—not paint—the spaces in it with the brush.
[89] Nearly every stationery store carries stencil ink and brushes in stock, or you can get them of Hammacher, Schlemmer and Co., Cor. Fourth Ave. and 13th Street, N. Y. C.
—Dissolve 4 ounces of shellac and 1 part of borax in a little boiling water and put in enough logwood to make it red if this is the color you want it, or blue carmine if you want it to be[201] blue. Then add enough hot water to make it about as thick as cream.
—Art stencils can be used with good effect for certain kinds of decorative work, but it is especially adapted for putting borders on kalsomined walls. You can cut these stencils, see C in Fig. 82, after your own design or you can buy them already cut.[90]
[90] Write to the Frost and Adams Co., Cornhill, Boston, Mass., for a catalogue of their Art Cut Stencils. Also to Sears, Roebuck and Co., Chicago, Ills., for a list of their decorative stencils.
—To make the colors for decorative stencils stir a very little moresco stenciling color[91] with some hot water; be careful not to use too much color or the effect on the kalsomined or frescoed wall will be too contrasting. Beautiful colors in half-a-dozen tints can be had for this work.
[91] Made by Benjamin H. Moore and Son’s Co., 180 William St., N. Y., and sold by paint dealers generally.
[202]
One of the most fascinating of the mechanical arts is working in glass. One reason for this is because it is a substance so beautiful, so hard and so fragile that it seems to the ordinary observer to be beyond the pale of tools.
Au contraire, as the French say it, glass is easily worked if you mix a little skill with the right kind of tools and it gives me much pleasure to tell you how to do it. Further, the tools you need are few and the material is inexpensive.
—Before getting down to the processes by which glass can be worked it is a good scheme to know about the substance itself.
Hieroglyphic[92] inscriptions on the Egyptian monuments show that the art of working glass was practiced 4,000 years ago or before the Hebrew exodus.[93] Now glass is a chemical compound, the chief substance of which is sand.
[92] The early Egyptians carved the history of their arts on stone in a sign language called hieroglyphics from the Greek hieros which means sacred, and glypho which means to carve.
[93] The departure of the Israelites from Egypt under the guidance of Moses.
Common glass is made by melting sand, lime and soda together. Sand is formed of a chemical element[203] called silica; lime is calcium carbonate and soda is sodium carbonate and there you have three chemical elements which when they are melted together make common window glass.
Glass which contains lime is called crown glass and it is this kind which is used in making one of a pair of achromatic[94] lenses. Flint glass which is the kind of glass used in making the other one of a pair of achromatic lenses contains lead instead of lime.
[94] An achromatic lens is one that is free from color.
Flint, or lead, glass melts more easily than crown, or common, glass and this is a good pointer for you to remember when you are getting glass for your glass blowing experiments. Bohemian glass, which is largely used for chemical apparatus, is made of sand, lime and potash.
Colored glass is made by putting small quantities of various substances into the melted glass. Thus oxide of cobalt[95] gives a blue color; oxide of chromium, or cupric oxide a green; one of the copper oxides gives it a red color, uranium[96] a yellow, etc.
—About the simplest and most useful process for you to know is how to cut glass.
To cut window glass you need (1) a glass cutter; (2) a drawing board and (3) a T square. There are two kinds of glass cutters on the market and these are (a) steel cutters and (b) diamond cutters.
The first kind has a little steel wheel in the end,[204] as shown at A in Fig. 83. You can buy one for a quarter and it will serve all your needs very well. If money is no object you can buy a glass cutter with a diamond point such as glaziers use for about $4.00. This kind of a glass cutter has a chip of genuine diamond in a swivel end and it is a pleasure to cut glass with one of them. It is shown at B.
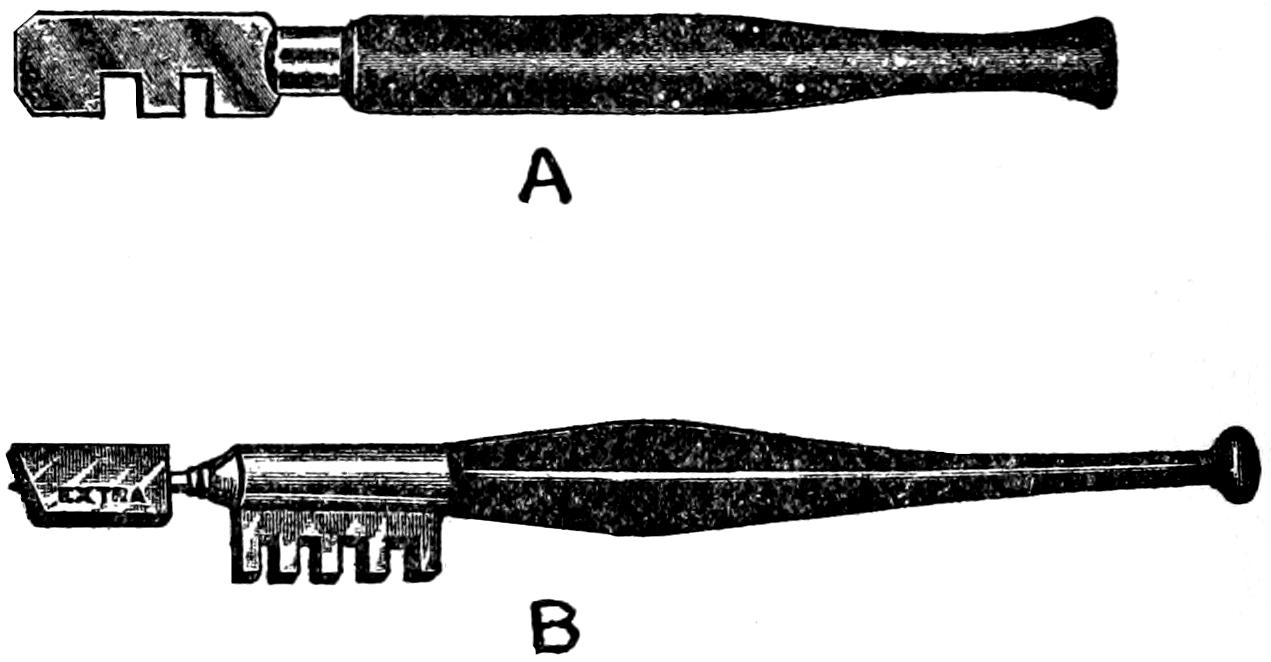
Fig. 83. glass cutters
A. A steel wheel glass cutter.
B. A diamond point glass cutter.
—“There are tricks in all trades but ours,” said the carpenter as he drove in a screw with a hammer, and so if you will dip the steel wheel cutter into some kerosene before each cut is made you will be surprised to find how easily it cuts.
To use a diamond cutter, hold it just as you would hold a pencil and grip the three sided part with your thumb, index and middle fingers, as shown at C. Then place the cutter against the straight edge of your T square, press it down firmly on the glass and draw it along evenly.
[205]
To make the right kind of a cut hold the diamond at a sharp angle, that is, very slanting, and raise it slowly until a smooth, sound and clear cut is made. Don’t hold it straight up and down or you will surely spoil it, and never never cut twice over the same line.
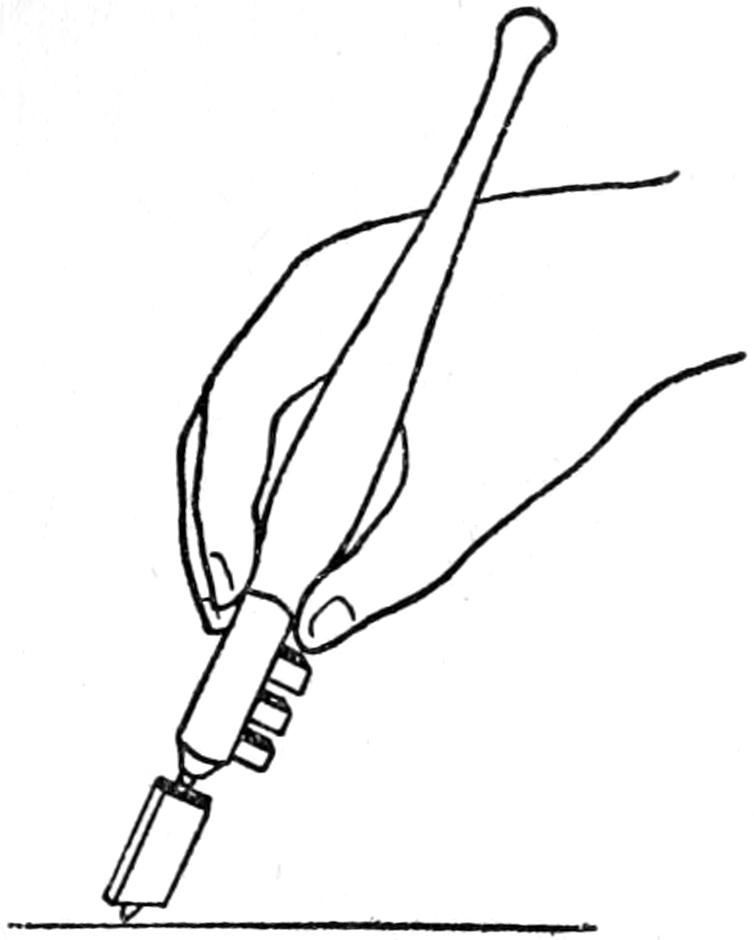
Fig. 83c. the right way to hold a diamond point glass cutter
It takes more skill to use a diamond cutter the right way than to use a steel cutter, but a little practice will make you proficient.
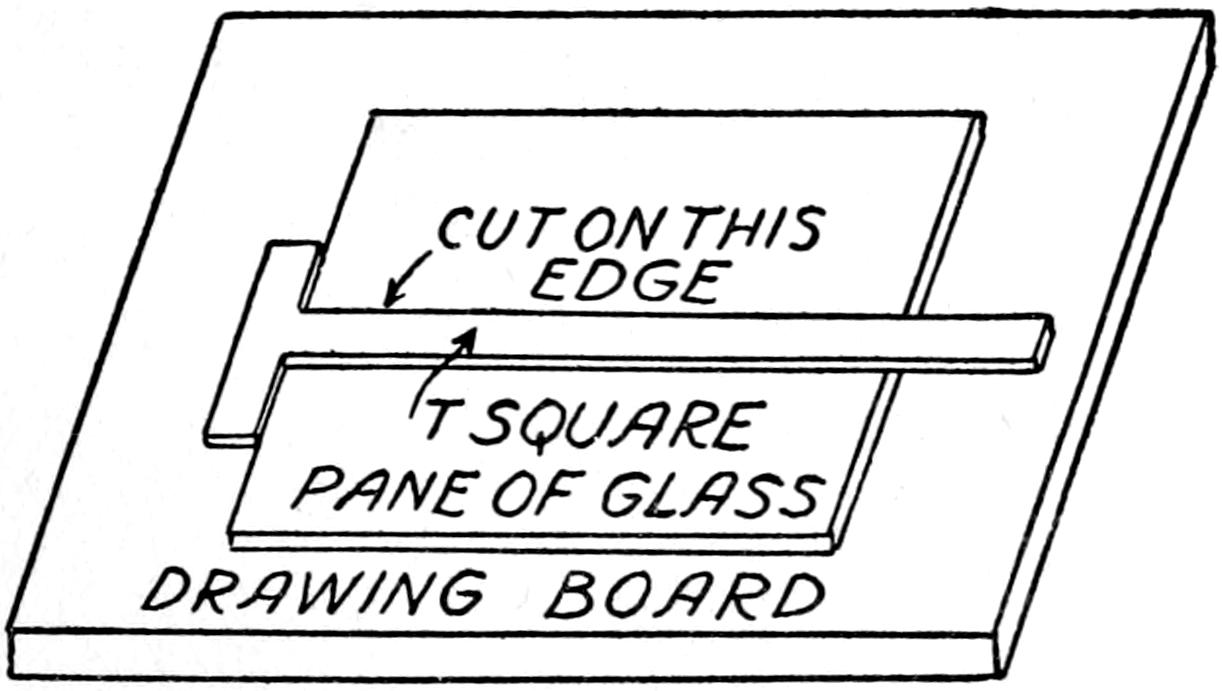
Fig. 84. how to cut a pane of glass
[206]
When you want to cut a sheet of glass lay it on your drawing board with the blade of the T square on it and the head of it against the edge of the glass as shown in Fig. 84; hold it tight and then make a good, clean cut. You can then easily break the sheet of glass along the cut if there is enough glass on each side of the cut to get a firm hold on. If not put it into one of the notches on the shank of the glass cutter and you can then easily break it off.
—When you cut a sheet of glass the edge left by the cutter will be slightly rough. To smooth it up and round off the corners rub it on a whetstone, that is any kind of a coarse stone on which you have poured a little water. A better way is to grind it on a grindstone if you have one.
—To drill a hole through a sheet of glass make a layer of putty ¹⁄₂ an inch thick and as large as the sheet you are going to drill and lay the glass on it.
The idea of using the bed of putty is to allow the glass to bend a little should you press down on the drill too hard. Take a Morse twist drill and, if you know how, grind it on a grindstone to a sharper point than it has when you get it; the next best thing to do is to sharpen it on your oilstone.
The best kind of a drill stock to use is an archimedian, or a reciprocating one, as shown at B in Fig. 11, on page 29, for then the pressure on the glass is even in every direction. Set the drill on the glass at the[207] point where the hole is to be made; hold it with the fingers of your left hand to keep it from slipping and lubricate it well with turpentine.
Work the drill at a fairly high speed and do not put too much pressure on the drill stock or you will surely break the glass.
You will find it quite hard to drill a hole less than ¹⁄₁₆ inch in diameter through ordinary glass because the drills will break and when you drill a hole over ¹⁄₈ inch in diameter you will find it a slow job because of its size, but you can drill a hole up to ¹⁄₄ inch in diameter if you go slow and are careful.
—A simple way to cut, or rather break off a piece of glass tube evenly is to make a cut all round the tube with a three-cornered file[97] and you can break it off at the line without trouble.
[97] The right name of a three cornered file is a three square file.

Fig. 85. a cutter for glass tubes
—An easy and sure way to cut glass tubing off smooth is to use a gauge glass cutter;[98] this is a V steel rod with a seat on one end and a steel cutting wheel on the other. The arm of the rod holding the wheel is marked off in fractions of an inch like[208] a rule and a stop with a set screw in it slides on this rod as shown in Fig. 85.
[98] You can buy one of these tools of Hammacher, Schlemmer and Co., Fourth Ave. and 13th St., New York.
To use the cutter set the stop on the rod at the length you want to cut the tube; then put the rod with the cutter on it in the tube and with the seat outside; press the V rods together tight and turn it and the tube in opposite directions when it will make a good cut and you can break the tube in two easily.
—By sawing out a round board, laying it flat on a sheet of glass and running your glass cutter around the edge of the pattern you can cut out an approximately round disk of glass.

Fig. 86. a circular glass cutter
But to cut out a perfectly round disk you must have a circular glass cutter[98a] as shown in Fig. 86. It has an adjustable cutter head mounted on a square rod so that the head can be turned on it. The rod is mounted on a hardwood base so that it can revolve around the latter.
[98a] You can buy one of these tools of Hammacher, Schlemmer and Co., Fourth Ave. and 13th St., New York.
After the cutter head is set on the rod for the size of the circle you intend to cut hold it down on the[209] glass by the thumb-piece. The cutter head is then moved round in a circle and a clean cut is made after which the edge of the disk can be smoothed up.
This circular glass cutter, which is called the Little Beauty, will cut a circle 20 inches in diameter and costs about 50 cents. If you are making a frictional electric machine this is the tool you need to cut the glass plates with.
—It is useful to know how to bend a piece of glass tubing, especially if you are interested in chemistry and want to set up some apparatus—in fact you should know how before you ever start to experiment.
There are just two things you need to bend glass tubes with and these are (1) a Bunsen burner[99] and (2) the glass tubing, both of which you can buy of Eimer and Amend, Fourth Avenue, Cor. 18th Street, New York.
[99] Complete instructions for making a Bunsen burner will be found in The Magic of Science by the present author and published by Fleming H. Revell Co., New York.
—This is a burner in which a jet of ordinary illuminating gas is mixed with air, the amount being regulated by a ring which opens and closes the air holes in the burner.
A Bunsen burner makes a very hot flame because the gas in the tube moves faster than in an ordinary burner and the oxygen in the air aids the gas to burn. A plain Bunsen burner is shown at A, in Fig. 87. If you have no gas in your house you can use an[210] alcohol lamp[100] which you can either buy or make for yourself.
[100] How to make an alcohol lamp out of an ink-bottle is explained in The Magic of Science.
—To bend a piece of glass tube you should have a fish tail jet set in the end of the Bunsen burner to give a wide flame like an illuminating burner as shown at B. Hold the tube over the flame of the burner, or alcohol lamp until it is heated red hot all along the place you want to bend it.
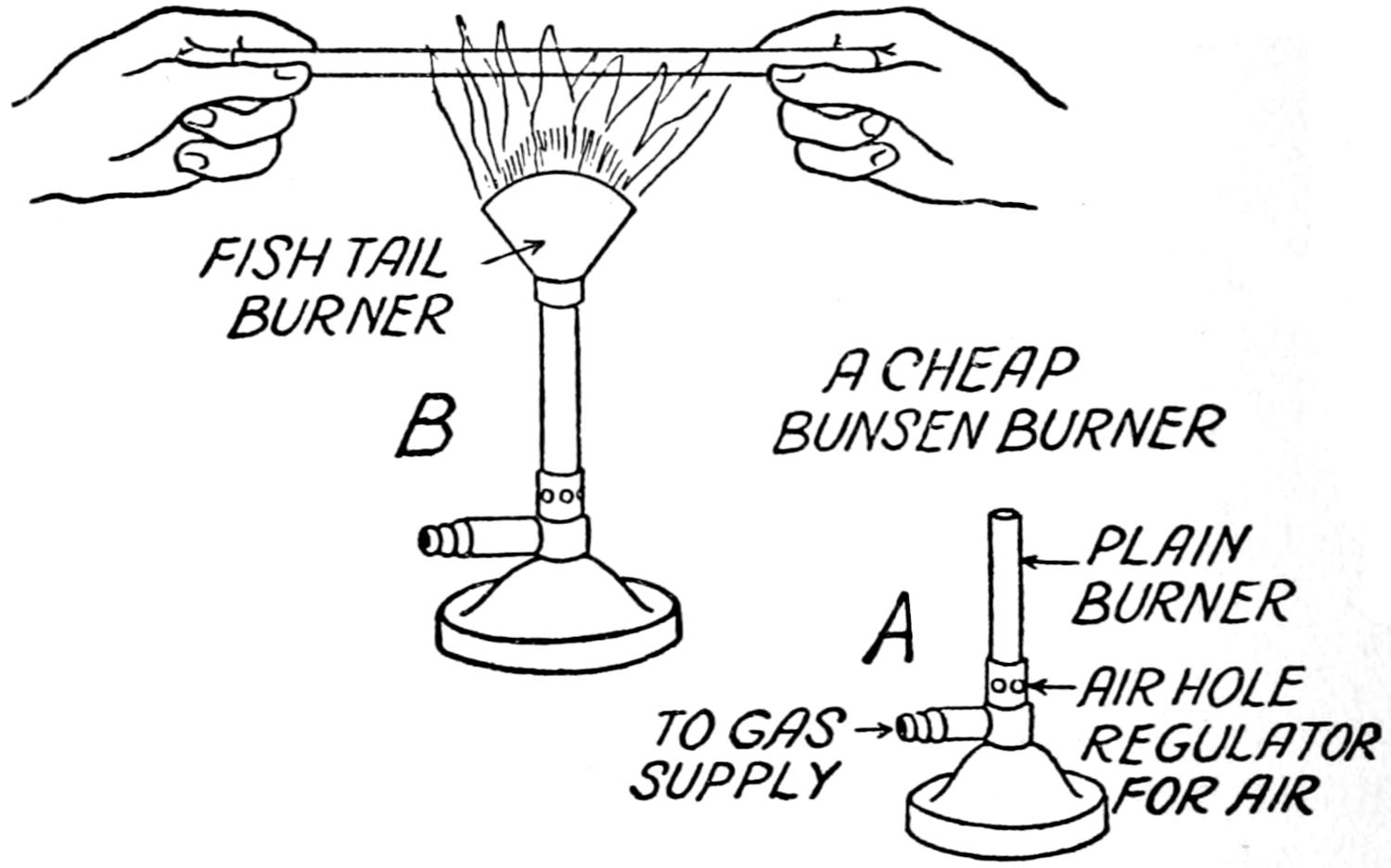
Fig. 87. kinds of bunsen burners
Now turn the tube in the flame with your fingers until it is heated evenly all around and becomes soft; take it from the flame and quickly but gently bend it as you will which you can do very easily. With very little practice you will be able to make a good smooth bend just where you want it.
[211]
—When you cut a tube either with a file or a glass cutter the edge of the end will be sharp but not smooth. All you have to do to round it is to heat it in the flame until it begins to melt, when the glass will run and make a smooth edge.
—To border a tube means to spread the edge out a little all around so that a cork can be put in easier or a liquid poured out better.
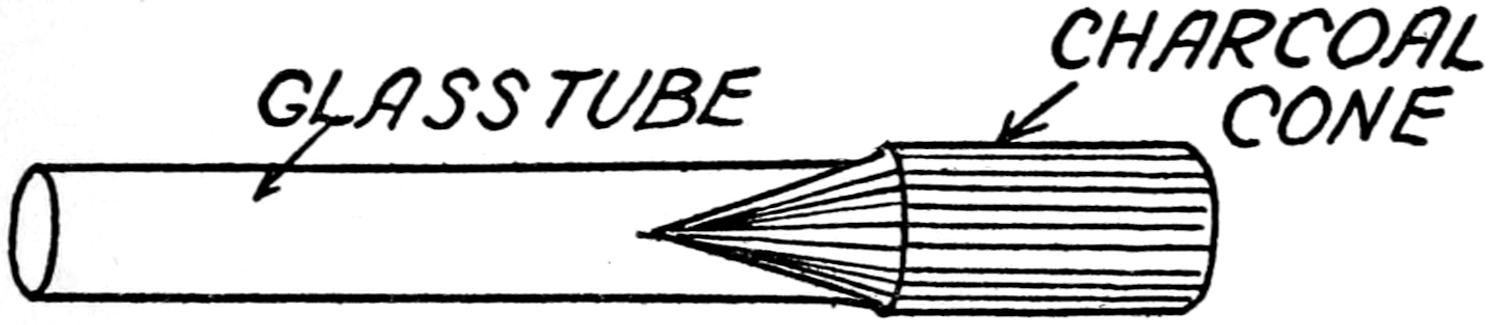
Fig. 88. bordering the end of a tube
Take a piece of charcoal and shave it down with your knife to form a cone the size you want the border to be. Heat the end of the tube by turning it in the flame until it is quite soft and then push in the charcoal cone, as shown in Fig. 88.
—To close one end of a tube, or seal it off as it is called, heat it in a fish-tail burner just as I explained for bending glass.
When the glass begins to get soft pull the two ends of the tube apart until the walls of the tube are drawn together as shown at A in Fig. 89. Cut a nick in the thin solid part with a file and break it off. If you want a closed end as shown at B heat the end of the[212] tube you have sealed off and press it down on a piece of iron.
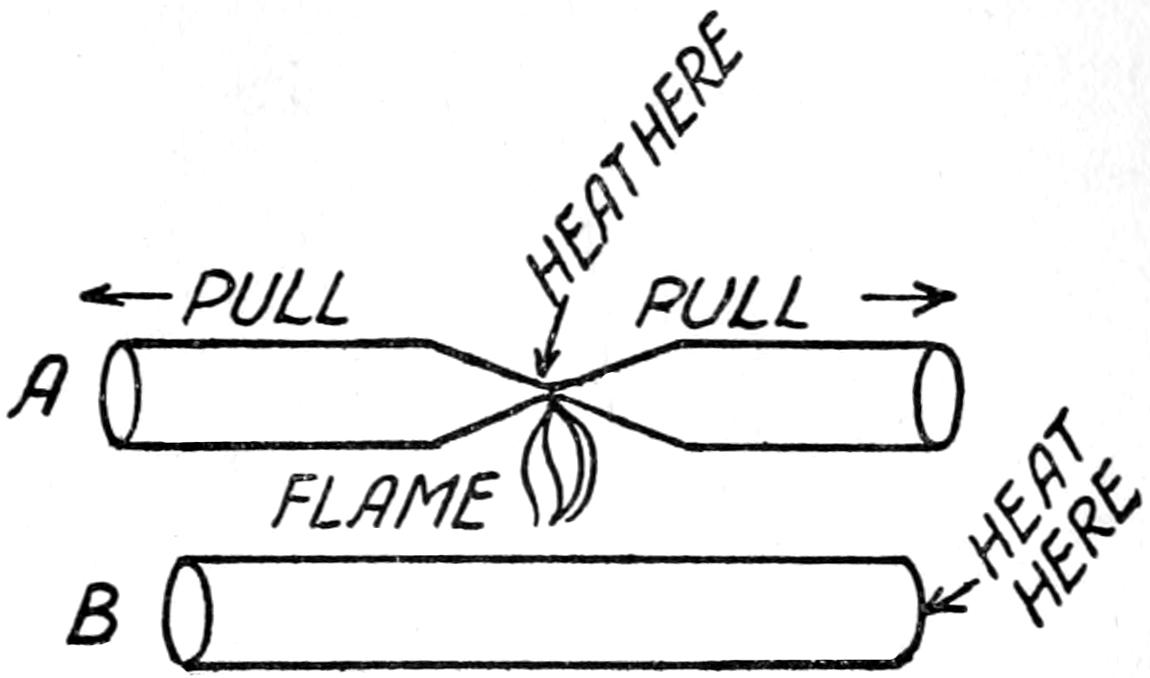
Fig. 89. sealing off the end of a tube

Fig. 90. how to make a hole in a tube
—In setting up chemical apparatus it very often happens that a glass nozzle is needed. To make a nozzle seal off a piece of glass tube as described above and by nicking it with a file[213] you can have the hole in the end of the tube any size you want it.
—To make a hole of any size in a tube, or piercing it, as it is called, you ought to have a sharp pointed flame and a blow-pipe, which is described farther on.
Cork up one end of the tube, heat the point, see A in Fig. 90, where you want the hole and then stick the other end in your mouth and blow gentle puffs in it until a little bulb is formed. When the bulb is cold take a file and gently crack the thin glass and trim it away; now heat the tube around the edge of the hole again until the glass begins to run when a round smooth hole will be produced as shown at B.
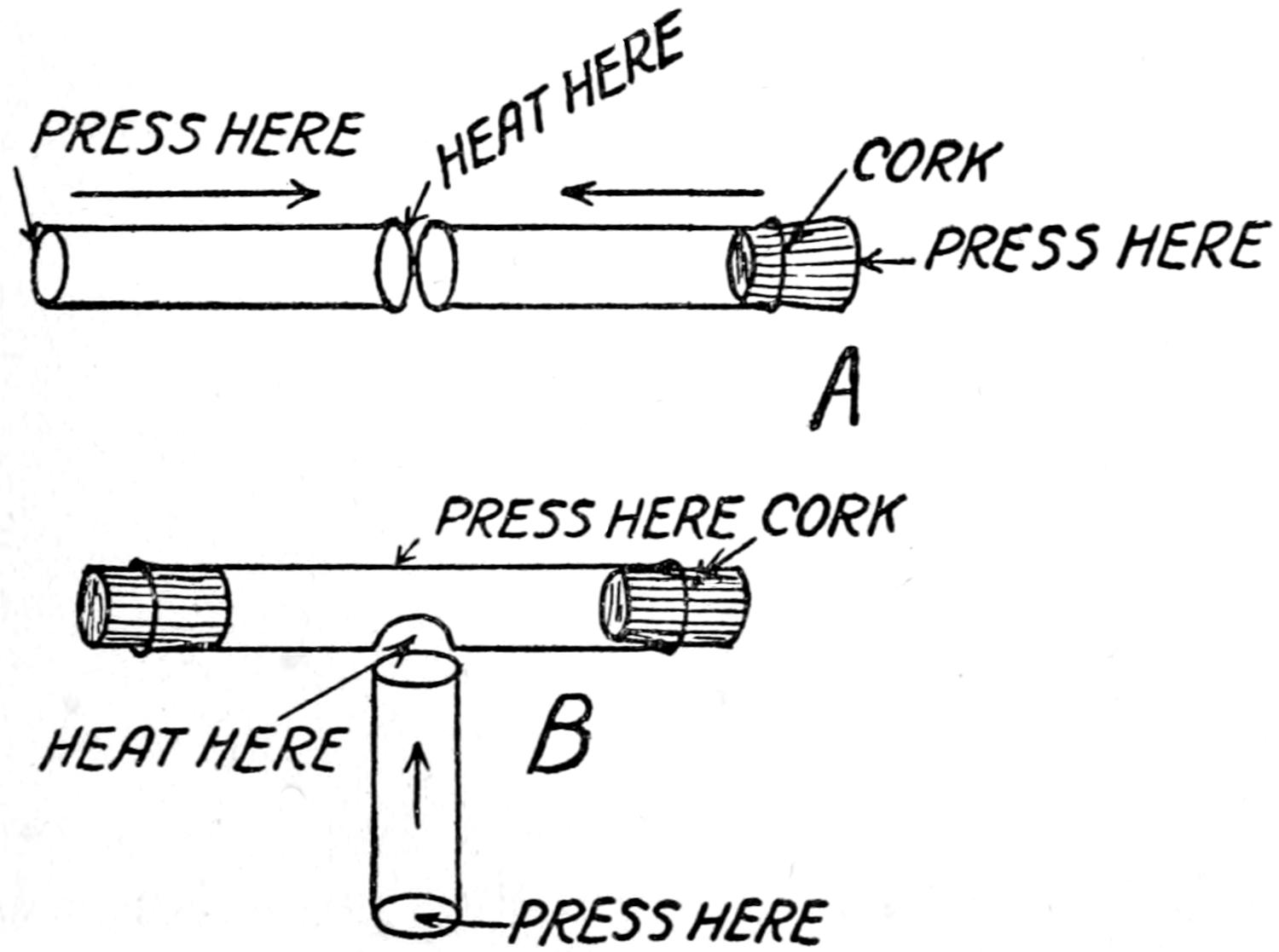
Fig. 91a. welding two tubes together. b. making a T tube
—Put a cork into one end of one of the tubes and hold the[214] other end in the flame as well as one end of the other tube as shown at A in Fig. 91.
Let the ends of the tubes get hot enough to melt but not thicken; now press the melted ends together hard enough to make them stick together but not hard enough to make them form a thick ring.
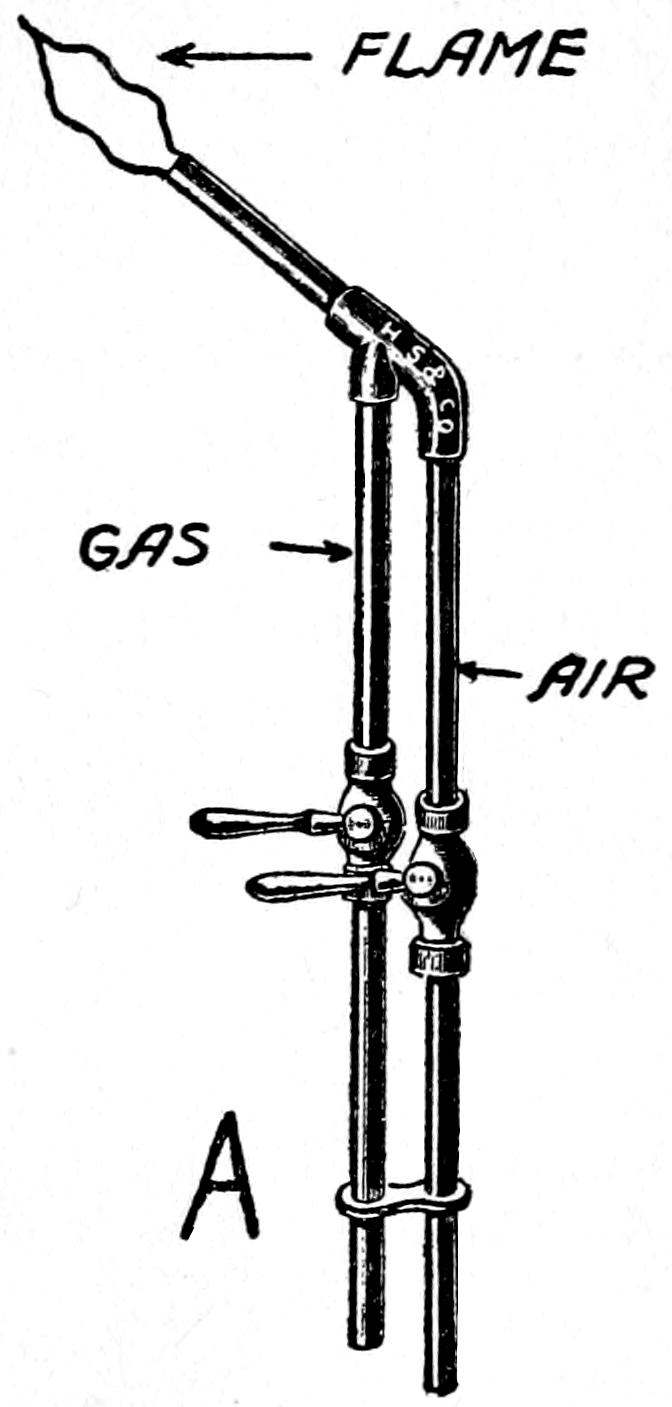
Fig. 92a. a regular blow-pipe
To make a good job you should now use a pointed flame and heat the juncture all around red hot and blow into the open end of the tube to spread the glass a trifle. While you are blowing keep turning the glass in the flame to make the joint nice and smooth.
[215]
—First make a hole in the side of the tube in the manner already described and then cork up both ends; heat the tube around the hole and one end of the other tube as shown at B, in Fig. 91. When they are soft press them together hard enough to make a good joint.
It is a good scheme to wrap cotton around the joint while it is still hot to anneal the glass, which means to make it less brittle by letting it get cold slowly.
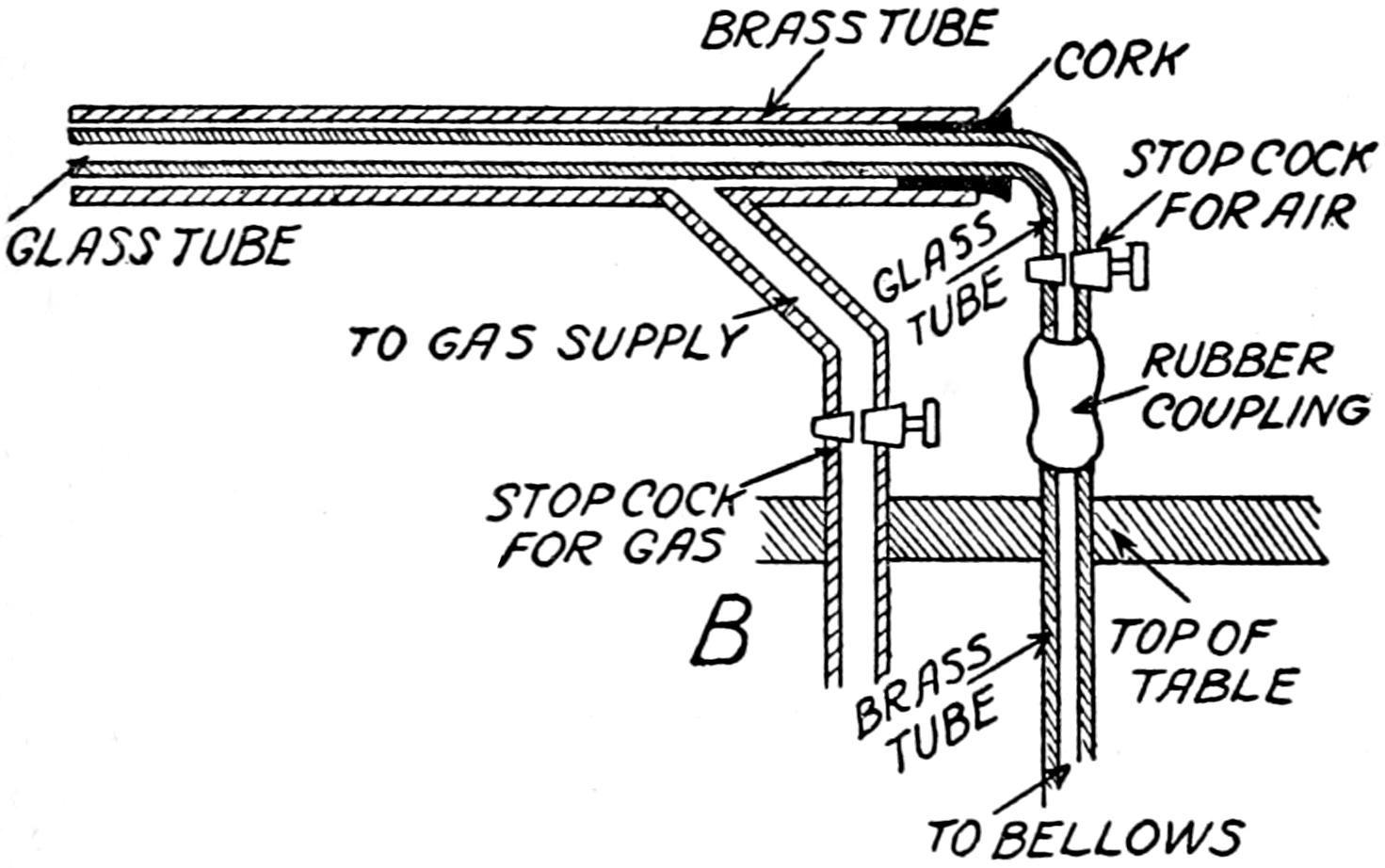
Fig. 92b. cross section of a home made blow-pipe
—For blowing bulbs on tubes, for flasks and the like, you need a regular glassblower’s blow-pipe in order to get a hotter flame than a Bunsen burner gives.
You can buy a blow-pipe as shown at A in Fig. 92 for $1.50,[101] or you can easily make one as follows: get[216] a brass tube ³⁄₄ inch in diameter and 10 inches long and drill a ¹⁄₂ inch hole in it 3 inches from one end; fit another pipe of the same size and length at an angle of about 30 degrees to the first one; put a stopcock in the latter pipe and solder it to the first pipe over the hole as shown at B in Fig. 92.
[101] Blowpipes and bellows can be bought of Hammacher, Schlemmer and Co., Fourth Ave. and 13th St., New York.
Next take a glass tube ¹⁄₄ inch in diameter and 14 inches long and make a bend in it 3 inches from one end. Make a hole through a cork and push it over the glass tube; slip the tube into the brass pipe and force the cork into the end of the latter tight enough to hold the glass tube exactly in the middle of it.
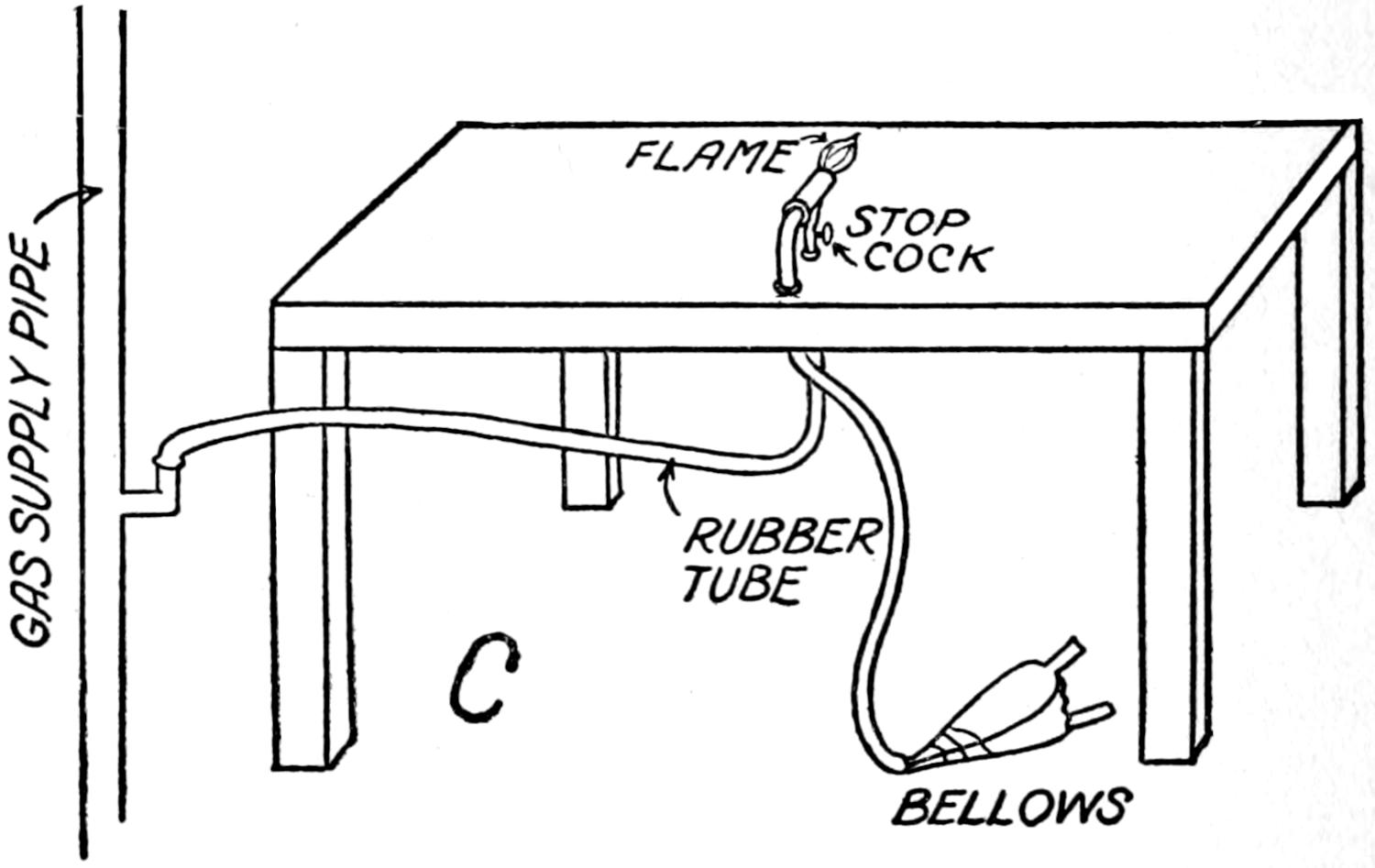
Fig. 92c. the glass blowing arrangement ready to use
Connect the lower end of the glass tube with a rubber tube about 3 inches long to a brass tube of the same size and 8 inches long and fit a stopcock into this pipe. This completes the burner but you want to set the lower ends of the two tubes into and through the[217] top of your table so that the stopcocks are above it and the lower ends of the tubes project below the table.
Next connect the large brass tube with a gas jet or other source of illuminating gas and the small brass tube with a foot blower or other source of compressed air as shown at C. The blower can be an ordinary molders’ bellows which you can buy for about $1.50, or you can make a pair, or you can buy a regular blowpipe bellows as shown at D, which are very much better, for about $8.00.
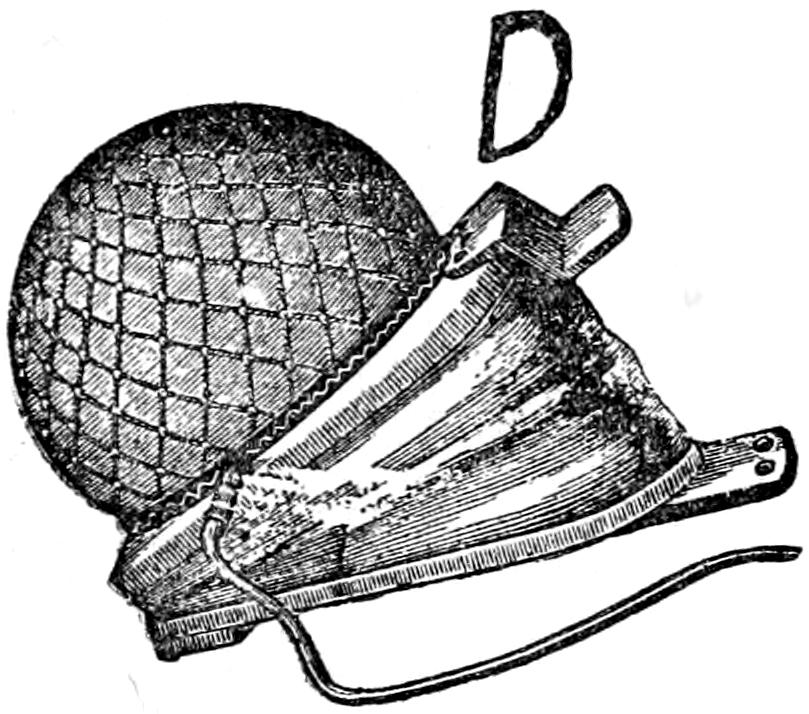
Fig. 92d. a regular foot bellows
By adjusting the mouth of the glass tube—which is the air tube—that is, drawing it in and out of the mouth of the brass tube which is the gas tube, and by regulating the amount of air and gas, a pointed flame or a brush flame, that is, a flame of large size, can be had at the mouth of the blowpipe according to the work you are doing.
—Take a good piece of glass tube about ³⁄₄ inch in diameter and 15 inches long;[218] draw one end out long and thin for about 3 inches as shown at A in Fig. 93.
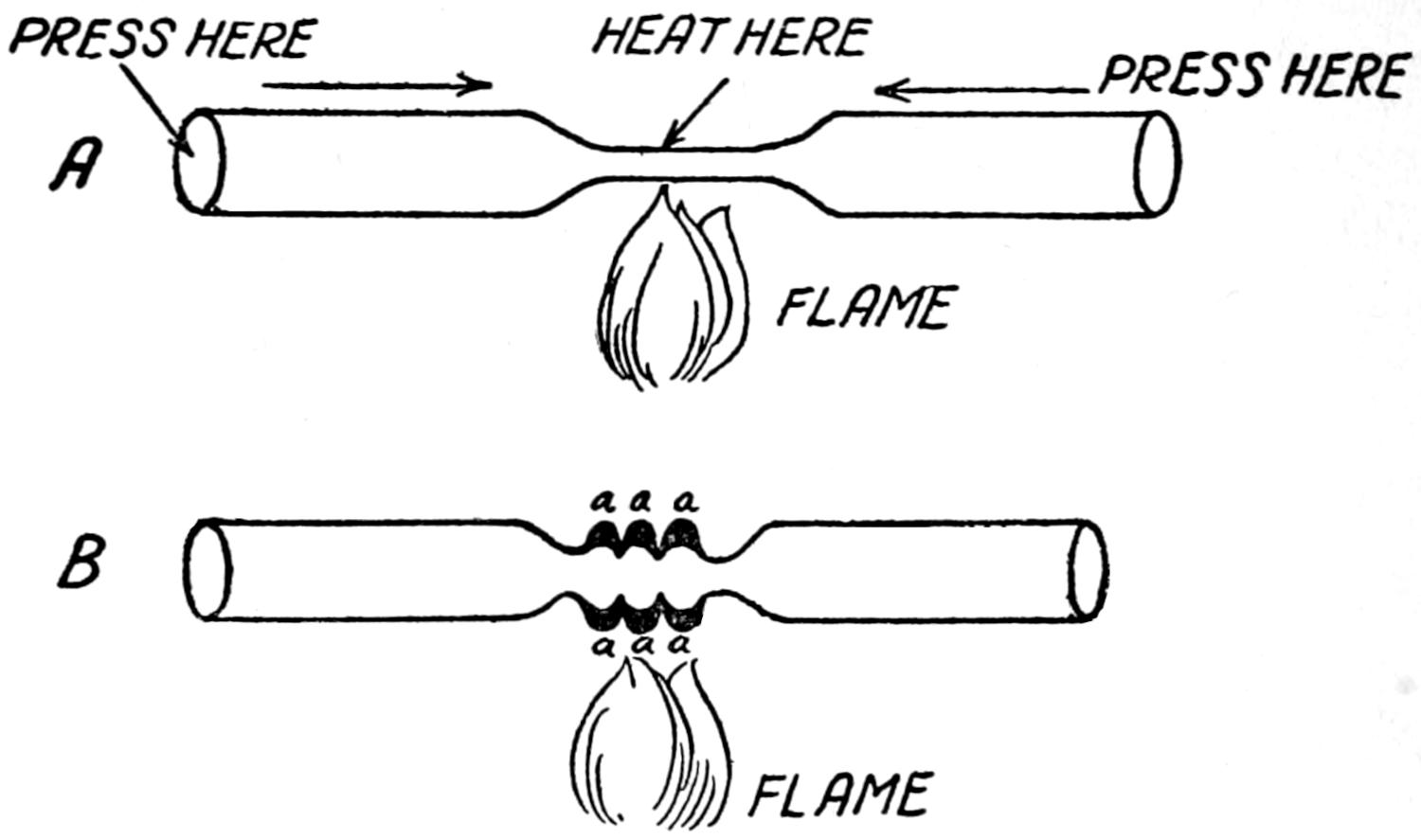
Fig. 93. first steps in blowing a glass bulb
A. Drawing out the tube.
B. Forming glass rings on the tube.
Then heat a small part of the tube in a large, or brush flame, turn the glass in the flame all the time until it is soft and then press on both ends to make the glass thicker at this point. Do the same thing above the ring thus formed, and so on until you have several rings of glass as shown at B, which are thick enough to make the sized bulb you want.
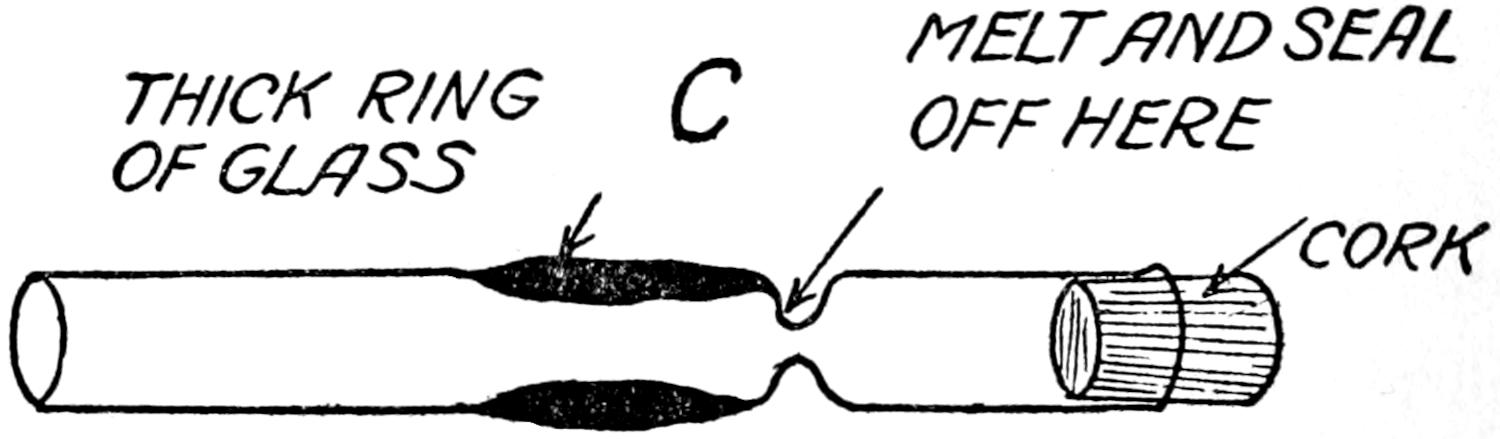
Fig. 93c. making a thick ring of glass
[219]
Next heat the narrower parts marked a a a a and blow gently and press gradually on the ends to make the thick rings melt and flow together into one large ring of thick glass as shown at C; and in doing so be mighty careful that the walls do not cave in.
Now melt and seal off the tail and heat the whole bulb in as large a flame as you can get and at the same time turn the tube till the rings run together. At this instant take it from the flame and, still turning it, blow into it with a few little quick blasts until you get the size and shape you want as shown at D.
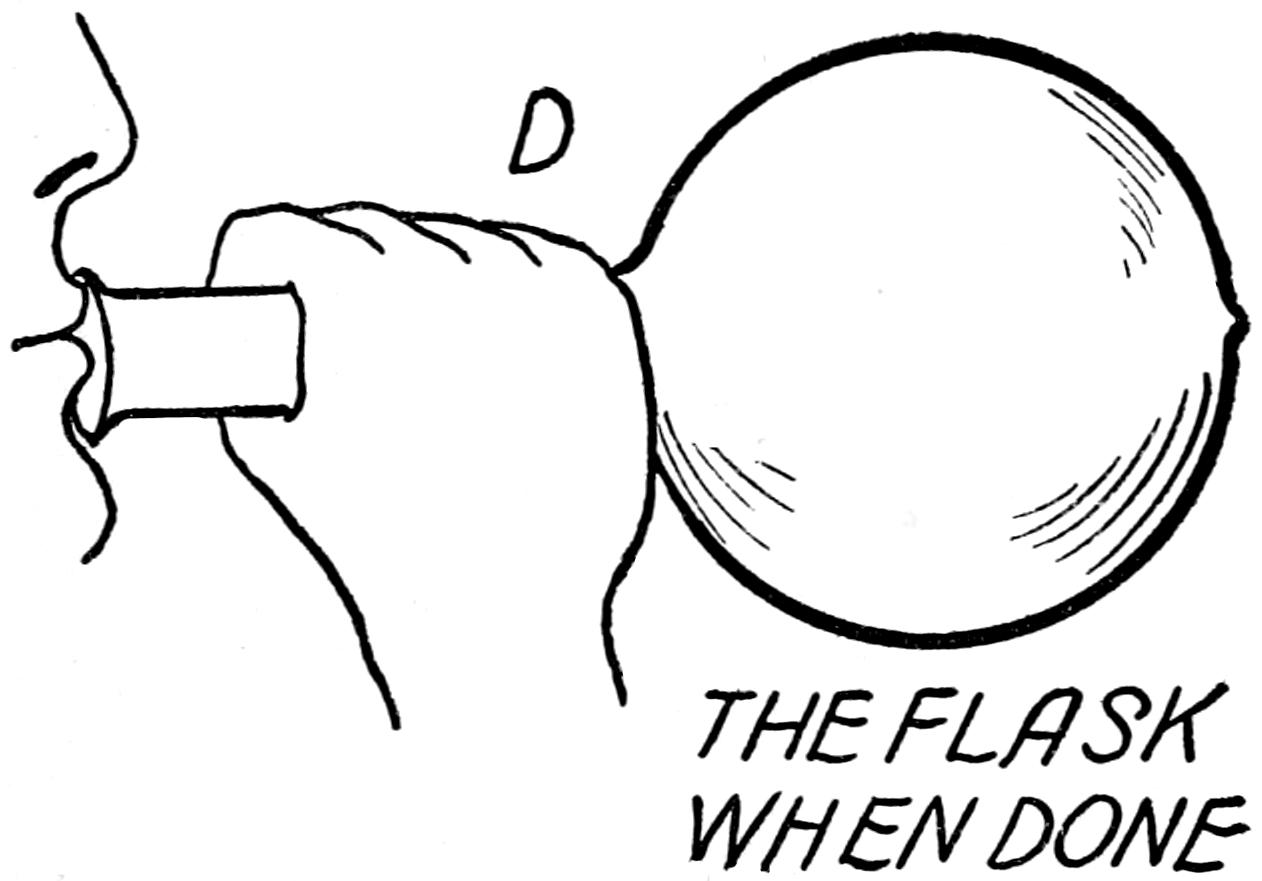
Fig. 93d. last step in blowing a glass bulb
—There are two ways to etch glass and these are (1) with a sand blast and (2) with acid.
—The process which follows is a simplified form of the regular sand-blast way of doing it, and with it you can easily make a ground[220] glass surface or etch a stencilled name or a design on a sheet of glass.
All you need is (1) a box with a tight fitting lid 5 inches wide, 5 inches high and 10 inches long as shown at A in Fig. 94. Cut a hole in one end, say 4¹⁄₂ × 4¹⁄₂ inches, thus leaving a margin of wood ¹⁄₂ an inch wide all around; (2) a pound of rather coarse emery, and (3) a pound of shot.
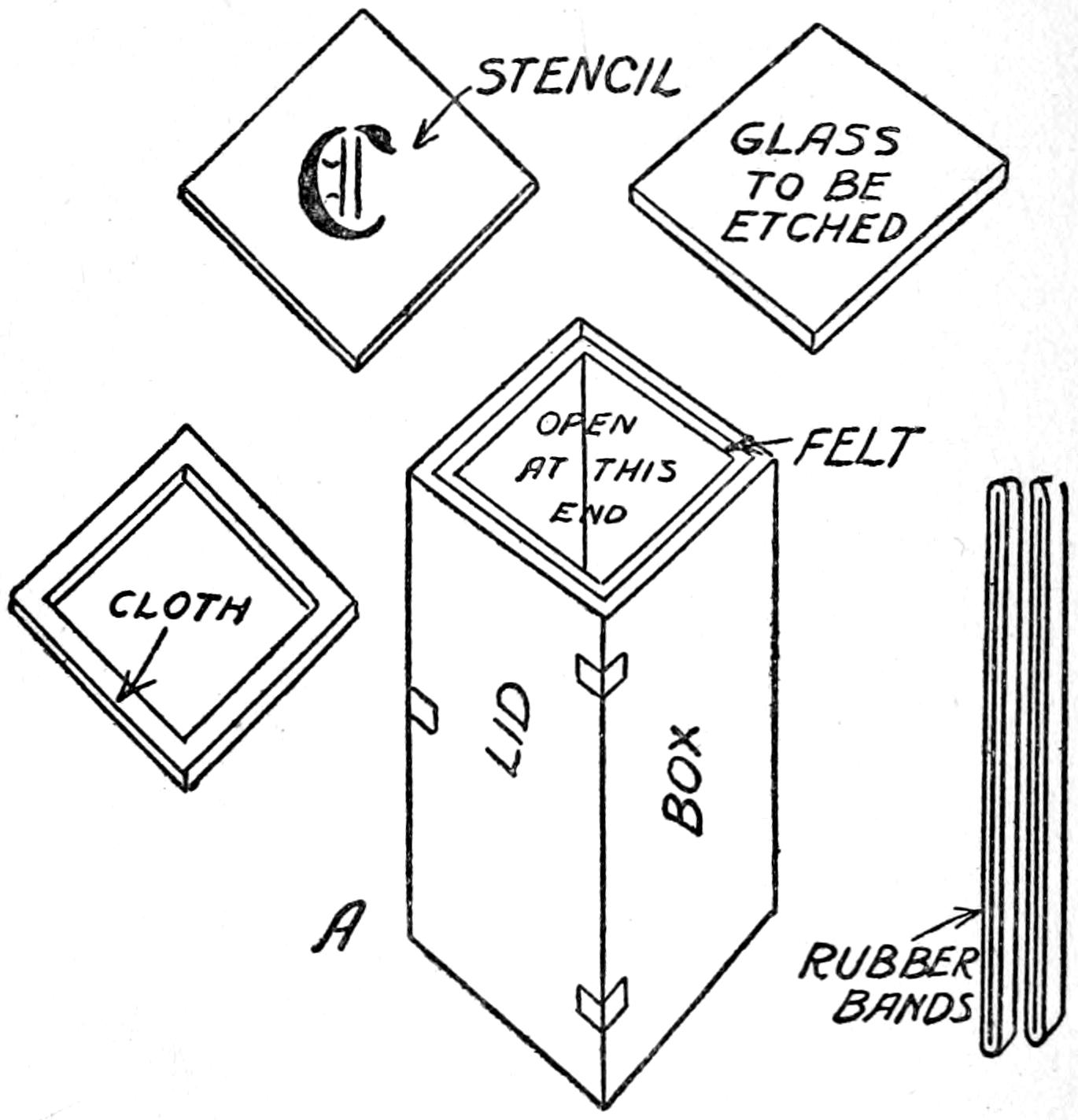
Fig. 94a. parts of the apparatus for sand blast etching
Clean the surface of the glass you are going to etch with warm water with a little soda in it, wash it off and rub it dry. Next cut a stencil with your name on it or you can make a geometrical design by[221] folding a sheet of paper and cutting it out with a pair of shears. Coat the glass with a thin layer of mucilage, lay the stencil on it and rub it down flat. Rub the mucilage off clean in the cut out parts with a slightly moist sponge and be sure to get it all off too.
Now cut out a piece of cloth the size of the end of the box and cut a hole in it the exact size of the hole in the box. Lay this on the end of the box with the hole in it, lay the glass over it and fix them all together tight with rubber bands as shown at B in Fig. 94, or tie it up with string. The cloth cut-out between the box and glass will prevent the emery from sifting through.

Fig. 94b. sand blast apparatus put together ready for etching
Put the shot and emery in the box, fasten the lid on tight and then shake it hard up and down so that the emery and shot will strike the surface of the glass[222] with as much force as possible. Keep this up for 15 minutes or half an hour when the glass will be etched deep enough.
When you open the box you will find that the particles of emery have been embedded in the lead shot and each of the latter has become a cutting tool. This process of etching can be used for metals as well as for glass.
—To make ground glass go about it as above described but in this case no stencil is needed.
—Hydrofluoric acid is made by treating fluor-spar[102] with sulphuric acid. The acid which is thus formed acts on glass by eating into it and for this reason it must be kept in either rubber, lead or platinum bottles upon which it has no effect. In etching large surfaces the acid is not put on the glass directly; because it eats so smoothly the effect is not striking enough; instead the following process is used which leaves a rough surface more nearly like that of the sand blast.
[102] Fluor-spar is calcium fluoride; you can buy it of Eimer and Amend, 4th Ave. and 18th St., New York, or of the L. E. Knott Apparatus Co., Boston, Mass.
Make a lead dish the size of the glass you want to etch and with the sides an inch high. Put about an ounce of powdered fluor-spar into the dish and pour enough concentrated sulphuric acid on it to make a thick paste.
Coat the surface of the glass with paraffin, or beeswax[223] and rosin, and then with a steel scriber, or other pointed instrument scratch on your name or the design you intend to etch, clear through to the glass. Lay the glass with the waxed side down on the dish containing the fluor-spar mixture, as shown at A in Fig. 95, and let it stand over night. The vapor formed by generating hydrofluoric acid in this way attacks the silica, that is the sand, of the glass with which it has a great tendency to unite, and thus the glass disintegrates or is eaten away.
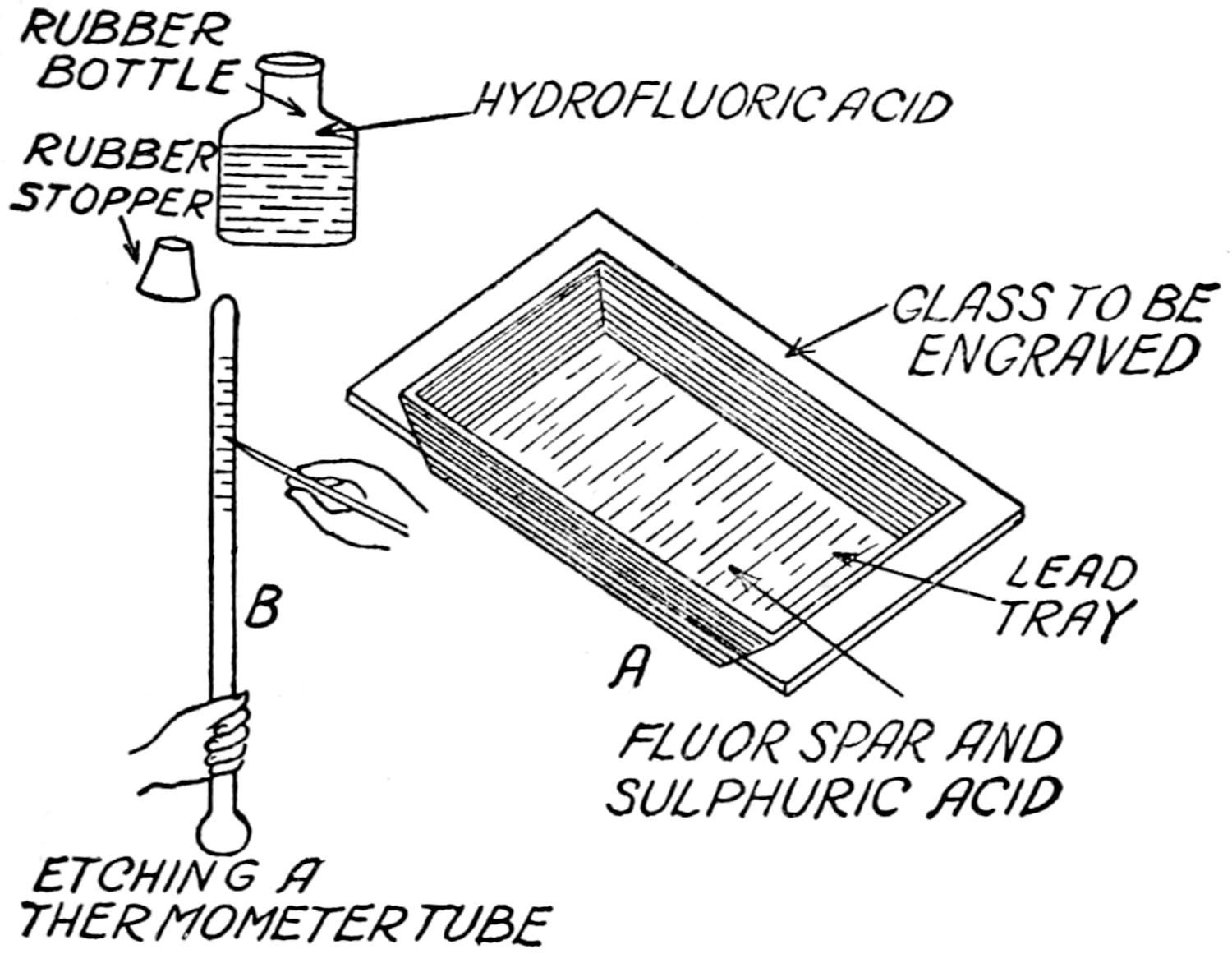
Fig. 95. etching glass with acid
A. Etching a sheet of glass with fluor-spar.
B. Etching a thermometer tube with hydrofluoric acid.
The next morning when you take off the glass, scrape off the wax and you will find the name or design etched on it.
[224]
To etch the graduations on thermometers, burettes, etc., coat them with wax and scratch the lines and figures on them just as described above—but in this case you can put the hydrofluoric acid on direct as shown at B, using a splinter of wood for the purpose.
—To cement glass clean the edges or surfaces to be fixed together with hot water in which you have put a little soda; dry well with a clean cloth and then be careful not to let your fingers touch the cleaned parts.
Brush over the edges or surfaces of the glass with the cement made according to the directions which follow and press and bind the parts together as tightly as possible.
To make the cement dissolve 2 ounces of the best gum arabic in some hot water and then add 1¹⁄₂ ounces of pulverized starch and ¹⁄₂ ounce of sugar and stir until they are dissolved. Heat the mixture in a pot or a tin can which sets in a larger pot or tin of water—or water bath as it is called.
When the starch gets clear take it from the fire, put in a few drops of oil of cloves to keep the cement sweet and let it get cold, when it should be about as thick as cream.
—Make a saturated solution of alum water, which means to dissolve as much alum in hot water as possible.
Lay the glass on a perfectly level table and pour on as much of the alum water as you can without its running off and let it cool slowly, when the alum will[225] cover the glass with fine crystals. This is a good substitute for ground glass.
A cheap frosting for windows can be made by dissolving Epsom salts in hot water and then mixing it with a clear solution of gum arabic.
—There are a number of substances that can be used instead of glass. In some cases a substitute is better than glass but generally they are used because they are cheaper.
—This mineral, which is also but wrongly called isinglass, is found in Farther India; it is a silicate and can be split into thin sheets; in color it ranges from colorless to a jet black and from the transparent to the translucent. It is useful in many ways because it is fireproof.
—Gelatine is obtained from the skins, hoofs and horns of animals. Isinglass is a nearly pure gelatine and is a white, tough, partly transparent substance which is obtained chiefly from the air-bladders of fish.
To make sheets of either gelatine, or isinglass, dissolve some of the finest glue, or isinglass—the latter is the best—in enough hot water so that it will form a flexible solid sheet when it is cold.
While it is still hot strain it through a piece of cheese cloth; this done, grease a clean sheet of glass and build up the edges with some putty; warm the glass and pour on the gelatine to a thickness of ¹⁄₈ inch. Now lay another greased and hot sheet of glass on top of the gelatine and let it stay there until it is cold.[226] The sheets of gelatine can be given any color by adding a little aniline to the gelatine while it is hot.
—While it is much cheaper to buy a mirror than it is to make one still there are times when it is useful to know how to make one.
As you know, a mirror is a sheet of clear glass free from air bubbles and upon the back of which is a film of silver. The silver bath is made by mixing a weak solution of silver nitrate with ammonium hydroxide until the solution is clear and then adding a little caustic potash to it. This done, put in a few more drops of ammonia and finally a very little glycerine.
Now float the glass on this mixture when the surface will soon be coated with silver. When the film is thick enough take the glass from the bath, wash the film of silver on the back of it with clean, cold water, dry and varnish it and your mirror is done.
[227]
If there is as much pleasure in giving as there is in receiving you can get twice as much pleasure out of making toys with your own hands and giving them to your little brothers and sisters—if you have any, and if you haven’t, then I’m truly sorry for you.
Since you know how to use wood and metal working tools it will be easy for you to make any and all of these toys I have described in this chapter and some of them are quite useful too. And when you are making them let the little folks watch you for this will please them greatly and make them doubly happy.
Now some grown-ups don’t know it but however small a kiddie is he or she likes to play with things that look like those the older folks work with. Of course all toys cannot be of this kind for some of them are made to be funny and others are made to be lifelike, but these are the three chief kinds of toys.
—Get two strips of wood ¹⁄₄ inch thick, ¹⁄₂ an inch wide and 11 inches long and cut handles on one end of each strip. Saw with your scroll saw out of ¹⁄₈ inch thick wood, two policemen 6 inches high and also one Baxter[228] Street clothier of Semitic persuasion, 3 inches high as shown in Fig. 96.
Pivot the leg near the foot of each policeman to the ends of both of the strips by driving a couple of brads through and into them and then nail the Israelite fast to the top strip with a couple of brads. Now when you pull the strips apart one of the long arms of the law will crack Ikey on the cranium and when the strips are pushed together again the other minion of authority will bounce his club on the place where his brains ought to be. A little red and blue water color will add to the realism of the toy.
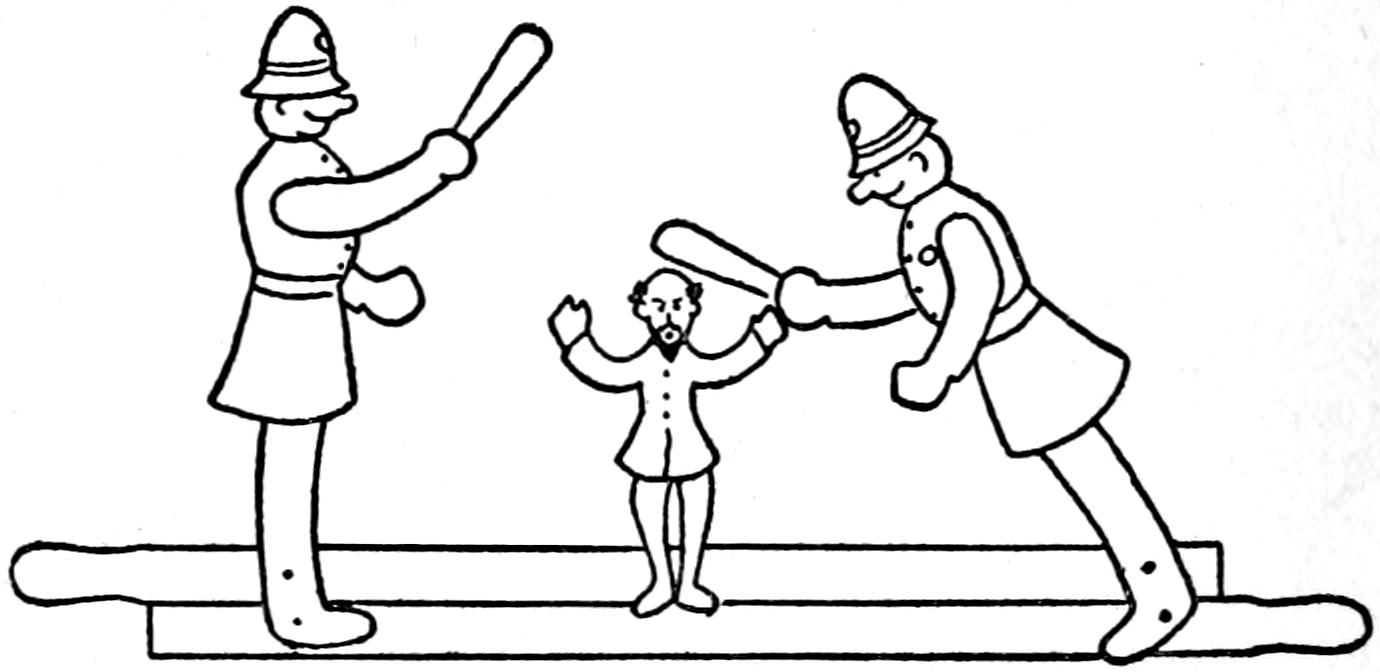
Fig. 96. a policeman’s puzzle, or now will you be good
—This little toy will bring a lot of unalloyed joy to any tiny, weentie fellow and it’s easy to make, too.
Cut out a board for the bottom ³⁄₄ inch thick, 4¹⁄₂ inches wide and 14 inches long; trim down one end of it so that it is 2 inches wide in front as shown at A Fig. 97. Bore a ¹⁄₄ inch hole 2³⁄₄ inches from the front end.
[229]
Saw off a block of wood 1 inch square and 2¹⁄₂ inches long—this is to brace the seat with—and glue this block across the body 6¹⁄₂ inches from the back as shown by the dotted line in Fig. 97. Make a seat of a board ¹⁄₄ inch thick, 1¹⁄₂ inches wide and 3¹⁄₂ inches long and glue or nail it to the block.
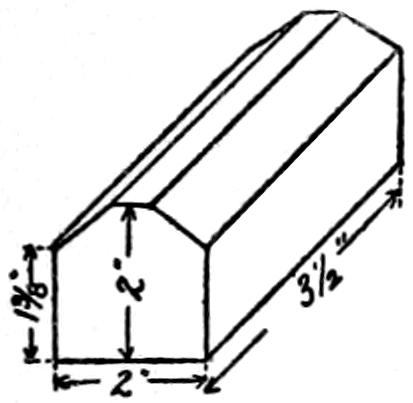 |
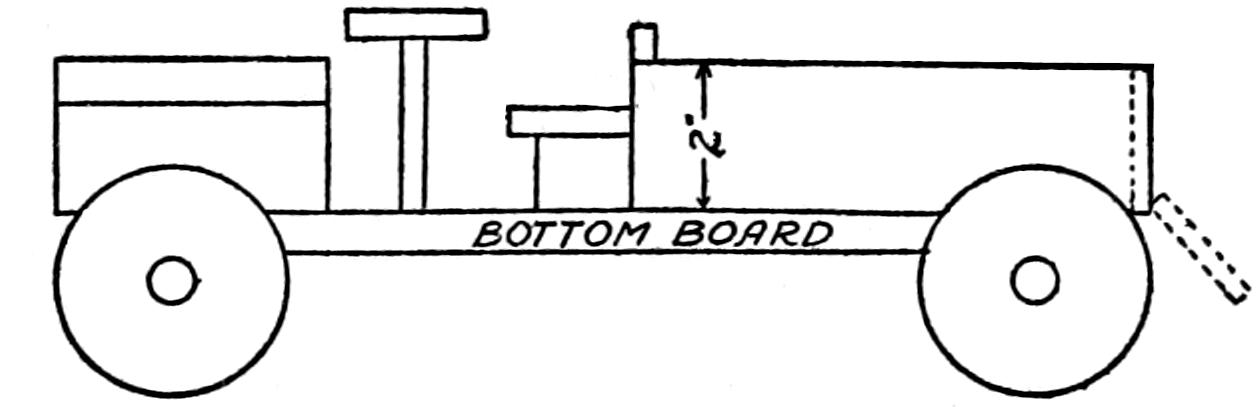 |
| C—THE HOOD | B—SIDE VIEW |
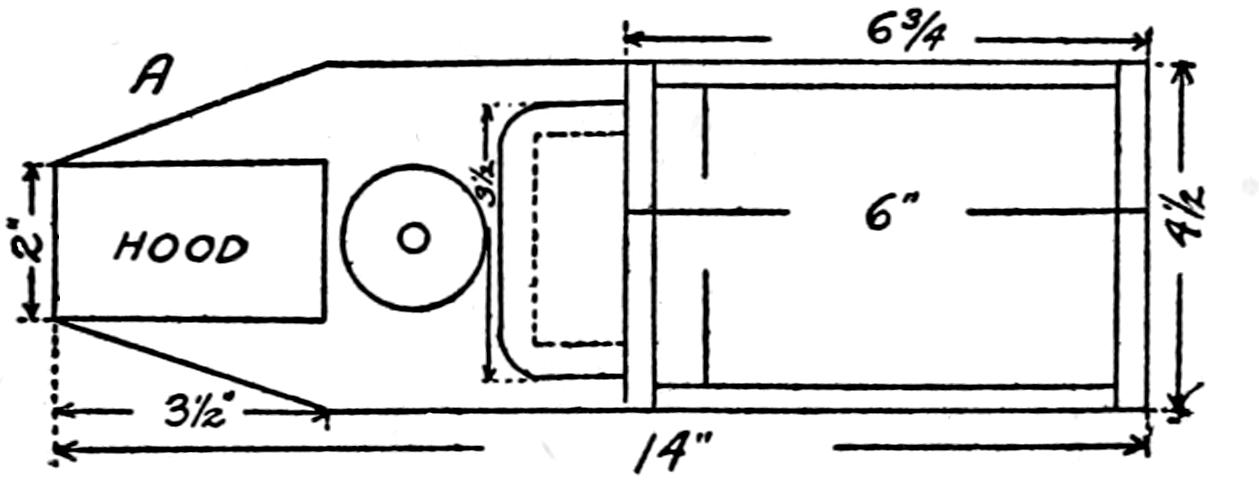 |
|
| TOP VIEW |
Fig. 97. plans for the automobile truck
To make the body or box, cut out two strips of wood ¹⁄₄ inch thick and make one 2 inches wide and the other 2¹⁄₂ inches wide and 4¹⁄₂ inches long for the front and back, and two strips of wood 2 inches wide and 6³⁄₄ inches long for the sides. Nail one of the short strips on the bottom close up to the seat and the blocks of wood it rests on and nail the side strips on the bottom.
Next round off the lower edge of the short board[230] that is left; set it in between the ends of the sideboards and drive a brad through each of the sideboards and into the tail-board near the bottom; this brings the tail-board so that it can be closed up or let down as the side view at B shows.
Saw off two ³⁄₄ inch square blocks and have both of them just a shade over 4¹⁄₂ inches long and these are for the axles. Nail one fast near the rear of the bottom 2 inches from the back end, and nail the other one fast to the front of the bottom 1 inch from the end.
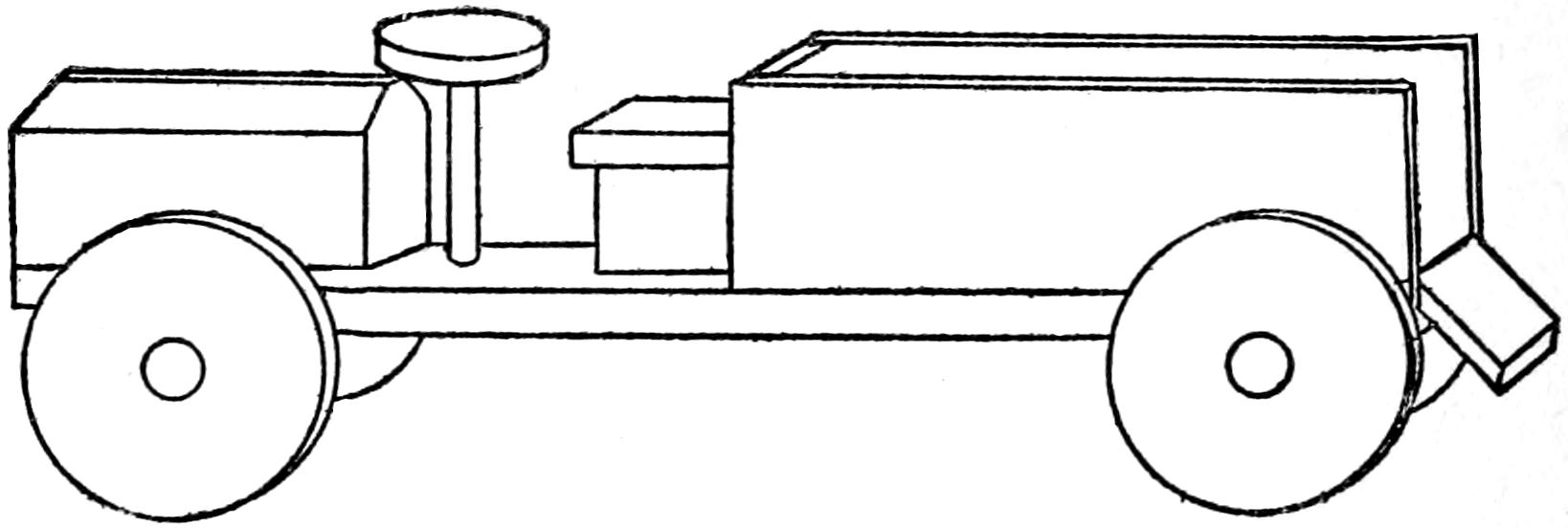
Fig. 97d. the automobile truck ready to run
Make a hood out of a block of wood 1³⁄₄ inches wide and long and 2 inches high and bevel off the top as shown at C; nail this to the bottom in front as shown in the top and side views. For the steering wheel saw out a wheel ¹⁄₄ inch thick and 1¹⁄₂ inches in diameter.
The last thing to do is to saw out four wheels ¹⁄₄ inch thick and 2³⁄₄ inches in diameter; drill a ¹⁄₈ inch hole in the exact center of each wheel and screw it on the end of the axle with a 1 inch long, round head,[231] wood screw. Paint the automobile a bright red when it will look like D and run like a fire engine.
—This is a practical toy that every little tot will like immensely. It is just as simple as the automobile but it must be made very much stronger.
| A—TOP VIEW | 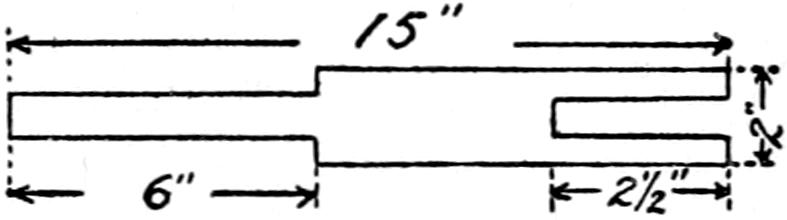 |
||
 |
|||
 |
D—STEERING HANDLE | ||
 |
|||
| C—SIDE VIEW | B—AXLE SUPPORT | ||
Fig. 98. plans for a swell coaster
Get a board, hardwood is the best, ⁷⁄₈ or 1 inch thick, 5³⁄₄ inches wide and 14 inches long and saw it out so that one end is 2¹⁄₂ inches wide as shown at A in Fig. 98; bore a hole 1 inch in diameter in the front end and ³⁄₁₆ inch holes across the back at the places marked with circles.
Next make the rear axle support and for this saw out of a 1 inch thick board a piece 4 inches wide and[232] 7 inches long and saw out of one end of it a piece 2 inches square. Take your brace and bit and bore a ¹⁄₄ inch hole through the hangers as shown at B.
Screw this support to the seat across it 1¹⁄₂ inches from the rear end. Brace the support by screwing an angle brace, as shown in the side view C, to it and the seat. This done make the steering handle, and for it you want to use a stick of hardwood 1 inch thick, 2 inches wide and 15 inches long; saw a piece out of one end 1¹⁄₈ inches wide and 2¹⁄₂ inches deep for the axle support for the front wheel; saw the other end down until it is 1 inch wide and 6 inches deep.
Fig. 98e. the coaster ready to ride on
Round off this smaller end for the handle, as shown at D, and bore a ¹⁄₂ inch hole close to the end for the handle bar. Slip the rounded end through the hole in the front part of the seat, drive a nail through it just above the seat and glue in a piece of wood ¹⁄₂ an[233] inch in diameter and 6 inches long, for the handle bar.
Saw out three wheels each of which is 4 inches in diameter, bore a ¹⁄₄ inch hole in the center of each one. Set one of the wheels between the hangers of the steering handle, slip a bolt through them and screw on a nut.
Push a bolt through each of the other wheels and through a hanger of the axle support and screw on a nut, when the coaster is ready to run, as shown at E. A coat of bright paint will make it more attractive but it won’t run any better.
—This is a cute wheelbarrow and will tickle any little choptie ’most half to death and you can make it in no time.
Get two sticks of wood ³⁄₄ inch square and 24 inches long and round off one end of each one about 3 inches down for the handle. Next bore ¹⁄₂ inch holes half way through in the other ends of the sticks 4 inches back for the axle; bore two more ¹⁄₂ inch holes 6¹⁄₄ inches back of the first two, and finally 5³⁄₄ inches back of the last ones bore two more ¹⁄₂ inch holes, as shown at A in Fig. 99.
This done cut off four sticks ¹⁄₂ an inch in diameter—or ³⁄₄ inch square ones will do—and make one of them 4¹⁄₂ inches long; the next one 6³⁄₈ inches long, the third 8 inches long, and the last one 10¹⁄₂ inches long.
Out of a board 1 inch thick saw a wheel 5 inches in diameter and bore a hole in its center ¹⁄₂ an inch in[234] diameter. Smear some glue on the middle of the shortest stick and slip the wheel on it so that it is exactly in the middle.
Make the body, that is the box, of the barrow of wood ¹⁄₄ inch thick and have it 4¹⁄₄ inches wide at one end, 6¹⁄₄ inches wide at the other end, 5 inches high and 7 inches long. Through the middle, but a little toward the back and near the upper edge, bore two holes a shade larger than ¹⁄₂ an inch in diameter and slip the third longest stick through the holes in the body; drive a brad through the stick on each side of the body to keep the latter from slipping from side to side, but it must swing easily on the stick.
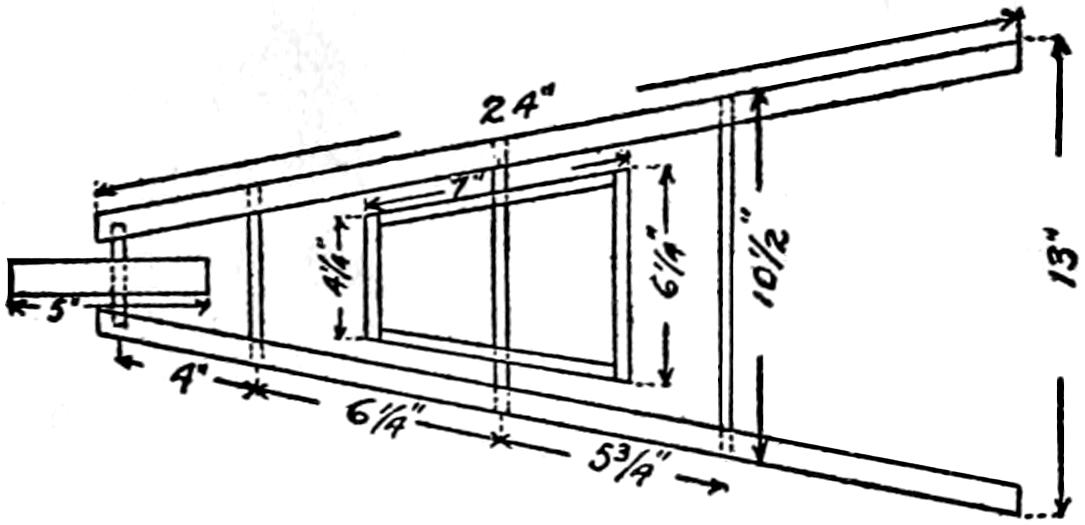
A—TOP VIEW OF WHEELBARROW
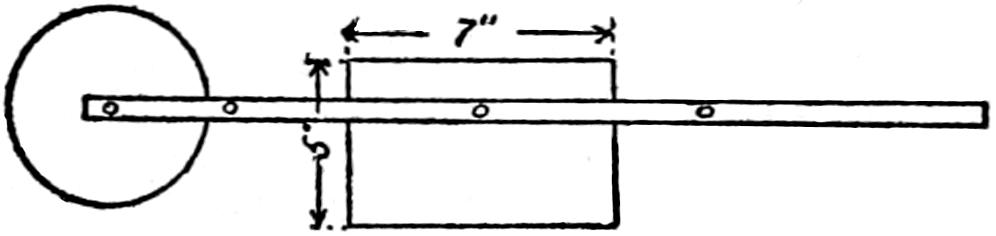
B—SIDE VIEW
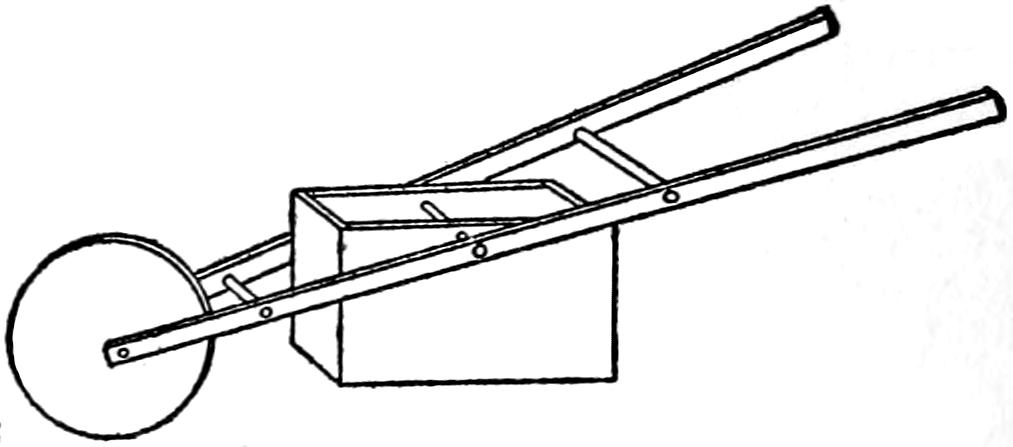
C—WHEELBARROW COMPLETE
Fig. 99. a, b. plans for the nifty wheelbarrow, c. the barrow ready to wheel
You are now ready to assemble the wheelbarrow and if you intend to paint it you must do so before you[235] put it together. To assemble it smear glue on the ends of all the cross-sticks, except the one with the wheel on it for this one must revolve, and drive on the handles, being careful that the axle of the wheel does not bind. A side view of the wheel barrow is shown at B.
When it is done, see C, you will see that however high or low the handle-bars are held the body always sets level and if it is a good idea for a toy why wouldn’t it be a good idea for a full grown wheelbarrow?
—Here is a peace promoter and a queller of disturbances wherever there are very little kiddies around. It is an indoor swing that can be hung from the top of a door-case. Further, though it may look a little complicated in the drawing, it is simplicity itself.
First take the seat and for this, as for all of the wood for the swing, use ¹⁄₂ inch thick stuff. Cut out two side bars 1 inch wide and 13 inches long and drill a ³⁄₈ inch hole in the end of each one. Across these bars nail four cross bars 2 inches wide and 14 inches long as shown at A in Fig. 100.
Next make the sides of the swing and from each of these saw off two strips 1 inch wide and 13 inches long as shown at B. Bore a hole in each end of both sticks to match the holes in the side bars of the seat and then bore two ¹⁄₂ inch holes in both sticks and have each hole 2¹⁄₂ inches from the end.
Saw off two strips of wood ¹⁄₂ inch thick and 1 inch[236] wide for each side, cut down and round the ends, smear glue on them and drive them into the cross-sticks. The backs of the swing, as you will see at C, are made exactly like the sides except that they are 14 inches long, and finally a single bar 1 inch thick and wide and 14 inches long with a ¹⁄₂ inch hole in each end goes across the front of the swing to keep the little fellow from falling out.
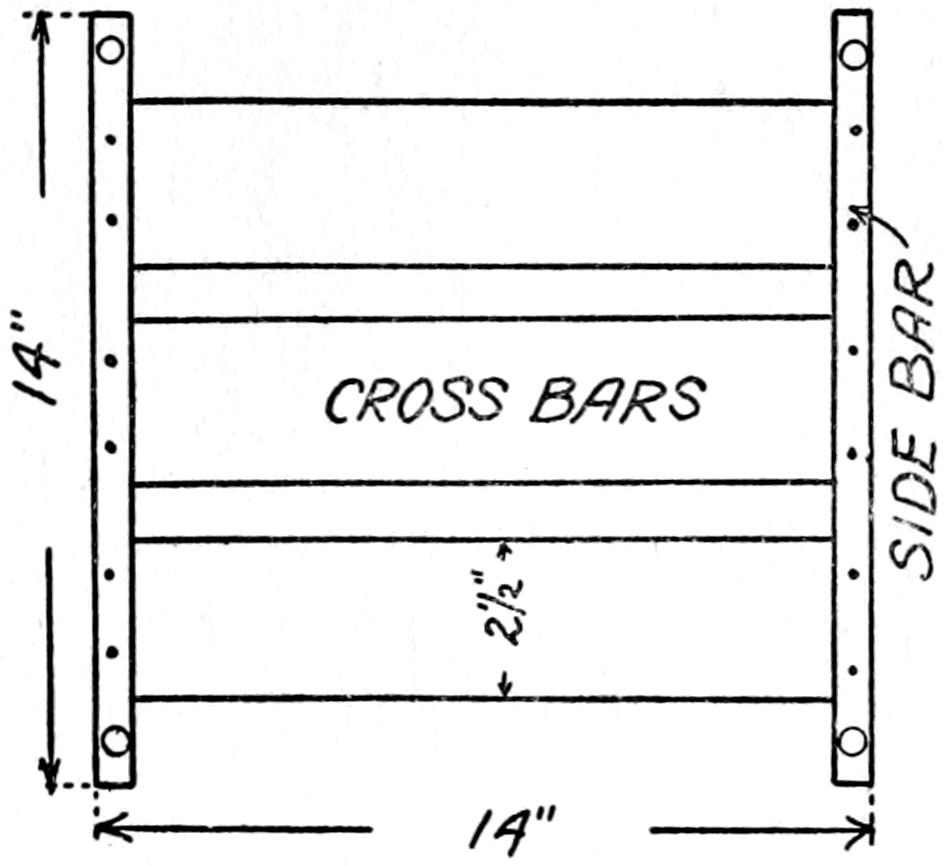 |
 |
||
| A—THE SEAT | B—THE SIDES | ||
 |
|||
| C—FRONT BAR | |||
Fig. 100. plans for the high-low swing
Now get two pieces of good ³⁄₈ inch thick manila rope about 10 feet long; double each piece in the middle and pass one end through the hole in the front bar, thence through two holes in the side-strips and finally through the hole in the cross-bar of the seat and then knot it.
[237]
This done pass the other end through the holes in the cross-strips of the back, then through the holes in the cross-strips of the side and last of all through the cross-bars of the seat. Fix the other piece of rope the same way and swing is done, as shown at D.
Fig. 100d. the swing ready to swing low, swing high
All you have to do now is to loop the top of the ropes over a couple of hooks screwed into the top of the door-case, put the little tot in and give him or her a swing.
—This is a great improvement over riding a broomstick because it doesn’t take so much imagination to change it into a runaway horse.
Saw out of a board 5 inches square the head of[238] a fiery steed as shown at A in Fig. 101 and paint it a dapple-gray, with a mane on its neck to look like a real pony. Make a rein of webbing and then nail the head on a stick ³⁄₄ or 1 inch square and 3 feet long for the rider to straddle.
THE HEAD OF THE HORSE
THE STICK HORSE COMPLETE
Fig. 101. ride a stick horse to banbury cross
Make an axle of a stick 1 inch square and 4 inches long; whittle the ends down until they are ¹⁄₂ an inch in diameter and nail the axle to the free end of the long stick. Saw out a pair of wheels of ³⁄₄ inch thick stuff, 4 inches in diameter and bore a ¹⁄₂ inch hole through their centers.
Slip a wheel over each end of the axle and drive a thin nail through each end to prevent the wheels from coming off, and it will be fit and ready to ride as shown at B.
[239]
—If this little pony and cart are to be played with in the house you can make it the size marked in Fig. 102 but if it is to be used out-of-doors then you should make it twice the size.
Get a nice smooth board ¹⁄₂ an inch thick, draw on it a horse, at least as good as the one shown in the picture, and then saw it out. Paint it any color but red or green, for ponies, even in little picture books, are never of these colors.
Make a frame 1⁵⁄₈ inches wide and 4 inches long by nailing two strips of wood ¹⁄₂ an inch square with a block of wood ¹⁄₂ an inch square and 1 inch long between them. This leaves an opening ¹⁄₂ an inch wide and 1³⁄₄ inches long as shown at A. Saw out of a piece of ³⁄₈ inch thick wood a wheel 1 inch in diameter and drill a ¹⁄₁₆ inch hole through its center. Set the wheel in the opening and drive a wire nail through the frame and the center of the wheel for it to run on. This done nail, glue or screw the horse to it as shown at B.
Make the cart next, see C, which is simply a box made of ¹⁄₄ or ³⁄₈ inch stuff, 3 inches high, 4 inches wide and 6 inches long. Nail a strip of wood ¹⁄₂ an inch square and 4¹⁄₈ inches long on the bottom and in the middle of it. Saw out a pair of wheels 2⁵⁄₈ inches in diameter and screw them to the ends of the strip of wood so that they can turn freely.
Next make the shafts; these are formed of two strips of wood ¹⁄₄ inch thick and about 5¹⁄₂ inches long.[240] Nail the ends of these to the front end of the cart in the middle and at a distance apart so that the horse will just slip in between them.
 |
|
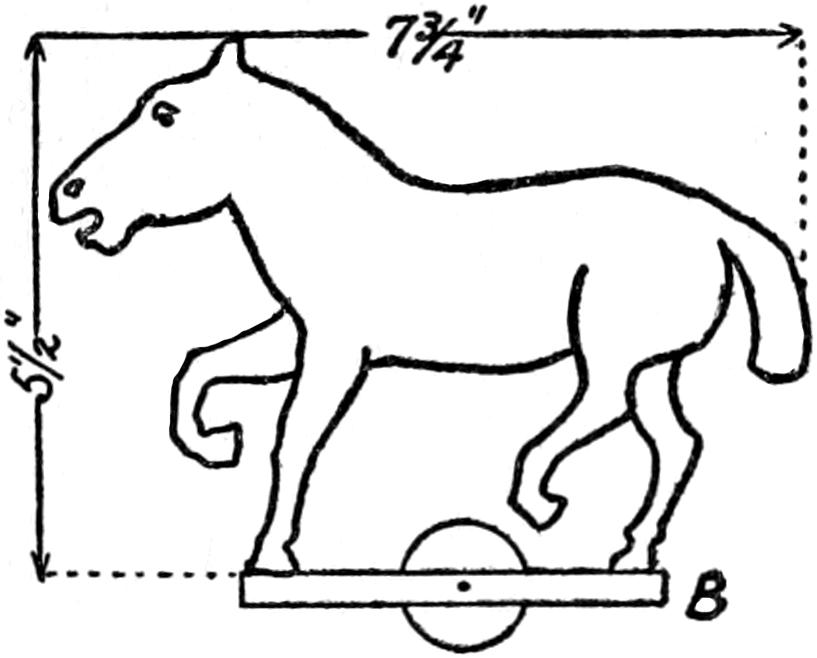 |
COMPLETE |
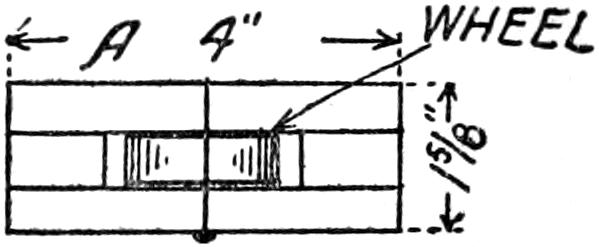 |
|
| FRAME FOR THE WHEEL | |
| PONY | |
| CART | |
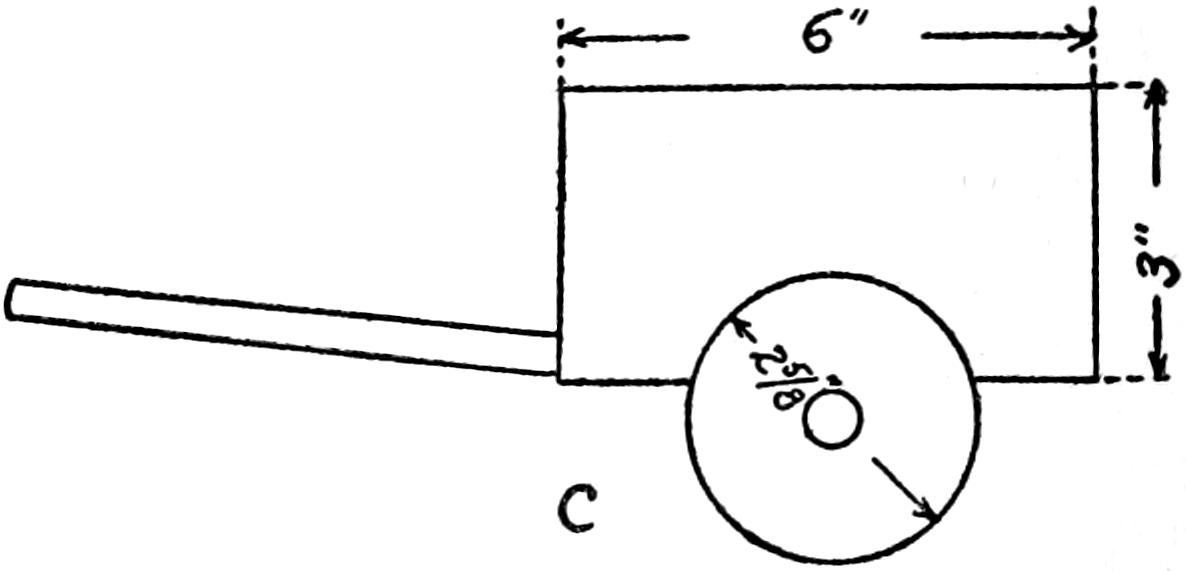 |
|
Fig. 102 a, b. plans for a pony and cart. c, d. the pony and cart when done
Glue, or otherwise fasten the shafts to the horse, as shown at D, and you can then show your little brother how to play with it, but don’t break it before you give him a chance to play with it too. The finished pony and cart will then look like the picture.
[241]
—Nearly all geese, including goslings, are lifelike unless they are being made ready for the pot but this gray-goose is lifelike in that her head moves out from and back toward her body when she is drawn over the floor by a string.
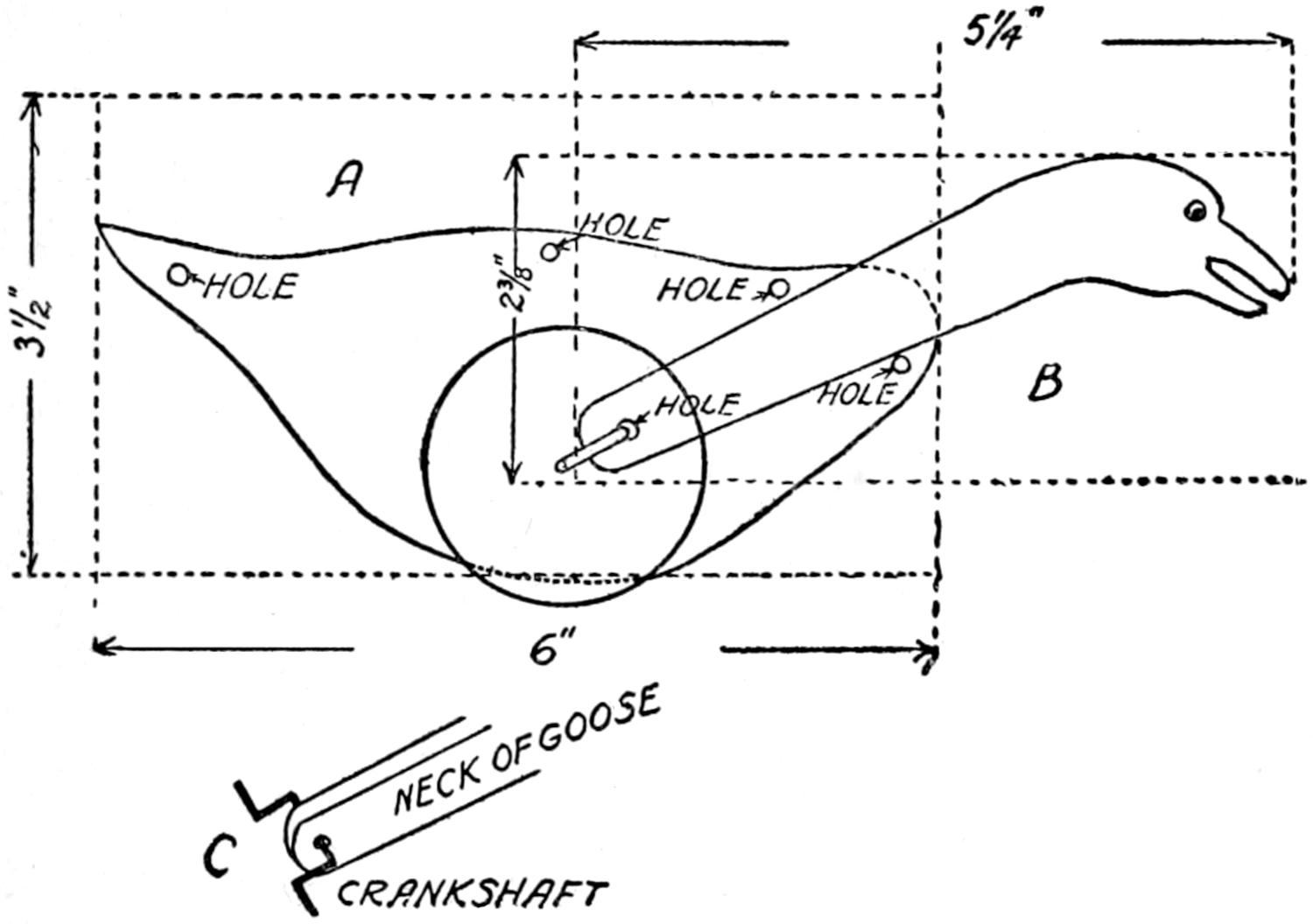
Fig. 103. how the life-like goose is made
A. The size of the board for the body.
B. The size of the board for the head and neck.
C. The crank shaft which makes the goose life-like.
Get two pieces of thin wood ¹⁄₄ inch thick, 3¹⁄₂ inches wide and 6 inches long; draw the outline of a goose’s body on one of them, as shown at A in Fig. 103, and then fasten them together with a couple of brads. Saw them out and drill a ¹⁄₁₆ inch hole through them in the center of the circle which is the wheel; also drill, or bore, three ¹⁄₄ inch holes at the points near the edge of the body as shown by the larger circles.
[242]
On a board ¹⁄₄ inch thick, 2³⁄₈ inches wide and 5¹⁄₄ inches long draw out the head and the neck of a goose, as shown at B, saw it out and drill a ¹⁄₁₆ inch hole near the end of its neck. Now paint the bird’s body and the anterior part of its anatomy—by which I mean its head and neck. Saw out two wooden wheels 2 inches in diameter and drill a ¹⁄₁₆ hole in the center of each one.
Cut off a piece of iron wire ¹⁄₁₆ inch thick, slip it through the hole in the goose’s neck and bend the wire on both sides of it to form a crankshaft as shown at C. The next move is to put each end of the wire through the small hole in the body, then force a wheel on each end of the wire tight and bend up what is left of the latter.
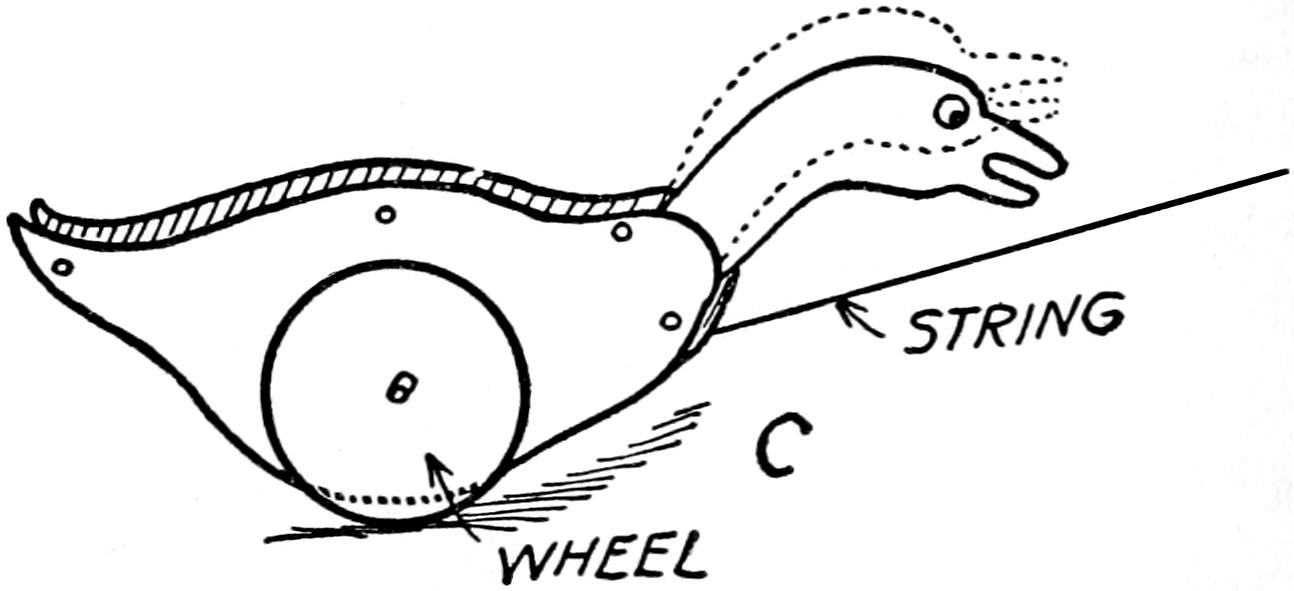
Fig. 103c. goosie, goosie gander, where shall i wander
Make three pins of wood ¹⁄₄ inch in diameter and ⁷⁄₈ inch long; smear some glue on the ends and drive them gently through the holes; these pins will keep the boards which form the body the right distance apart and the pins in front also act as a guide for the goose’s head. When finished it will look like C.[243] Now when a string is tied to the front part of the goose’s body and your little sister (or you) pulls it over the floor, the goose will run its head to and fro and forth and back in a most real and life-like fashion.
—Here is a chance for you to get in your fine work with your scroll saw and to do a bit of wood carving at the same time if you want to.
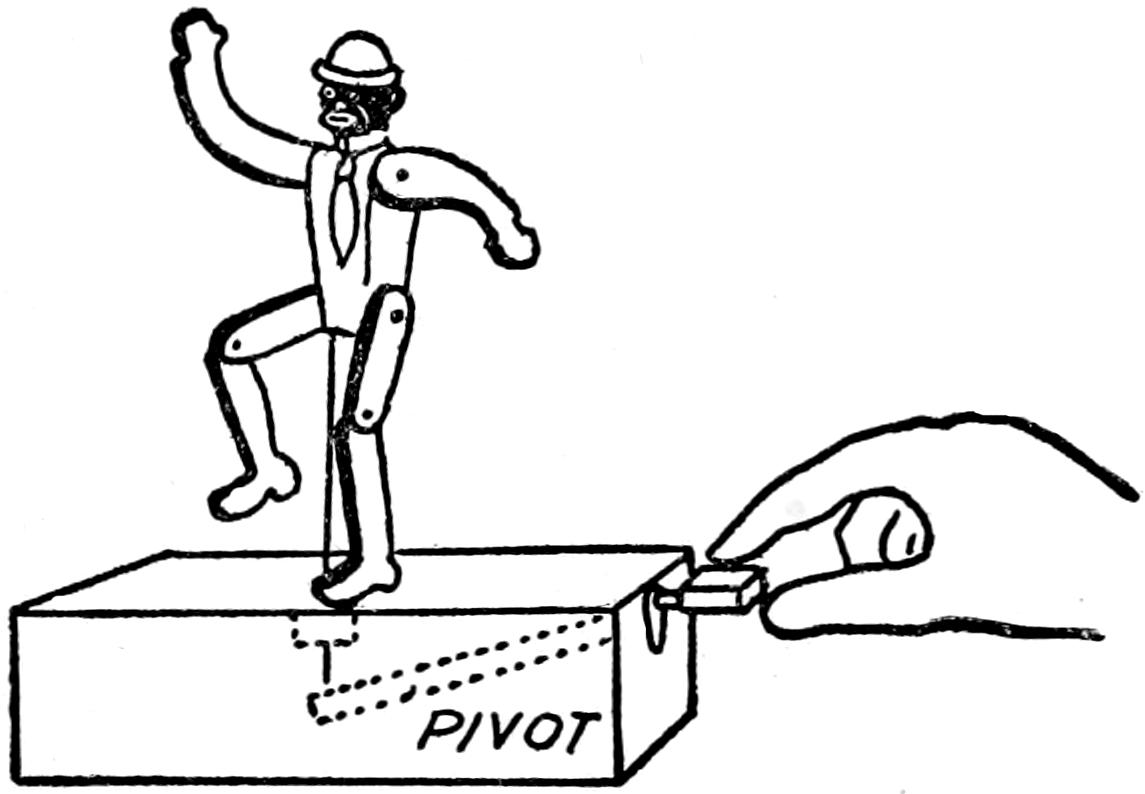
Fig. 104a. the dancing sambo
Saw out, or carve out, or both, the head and body of a black rascal named Sambo, and make them of a single piece of wood; saw out a pair of arms and legs but make each one of the latter in two parts and joint them at the knees as shown at A in Fig. 104.
Fasten the arms and legs to the body with pins so that they will swing freely. The figure should be about 6 inches high and painted in 3 or 4 bright colors. When you have it done fix the end of a wire ¹⁄₁₆ inch in diameter and 5 inches long, firmly into the back of Sambo’s body.
[244]
Make a box 3 inches wide, 3 inches high and 6 inches long; bore or cut a hole ³⁄₄ inch in diameter in one end; turn it upside down and drill a ¹⁄₁₆ hole through the middle of the top and drill a ¹⁄₁₆ inch hole through both sides 2 inches back from the large hole in it as shown at B.
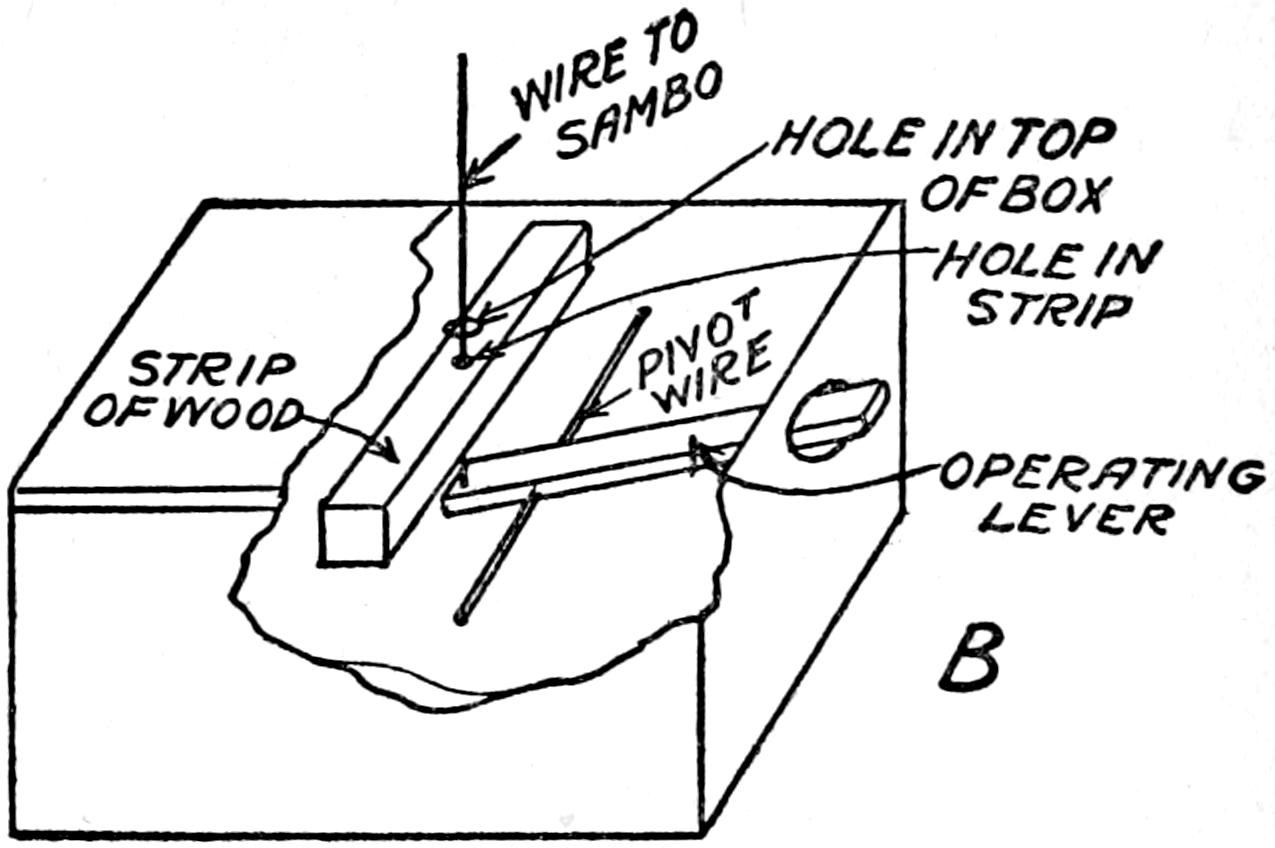
Fig. 104b. the mechanism of the dancing sambo
Cut off a strip of wood ¹⁄₂ an inch square and as long as the box is wide, drill a ¹⁄₁₆ inch hole through it and glue it inside the box so that the hole in the strip and the one in the top of the box will be in a line.
Now cut off a strip of hardwood ¹⁄₄ inch thick and 3¹⁄₂ inches long for the lever and drill a ¹⁄₁₆ inch hole through it 2 inches from one end; slip the lever through the hole in the end of the box with its end under the cross-bar; pivot the lever by running a wire through the hole in it and the sides of the box as shown at B.
[245]
Slip the wire which is fixed to Sambo through the hole in the top of the box and on down through the hole in the cross-bar so that its free end rests on the end of the lever. This is all there is to the working mechanism of Sambo.
By working the end of the lever with your fingers as though you were sending a telegraph message, as shown at A, the small time Ethiopian will execute all sorts of fancy dance steps and cut up antics that will keep the children, and the grown-ups too, in great good humor for a long time.
By working the lever cleverly you can give the darkey distinctive characteristics that not even a member of his own race ever possessed.
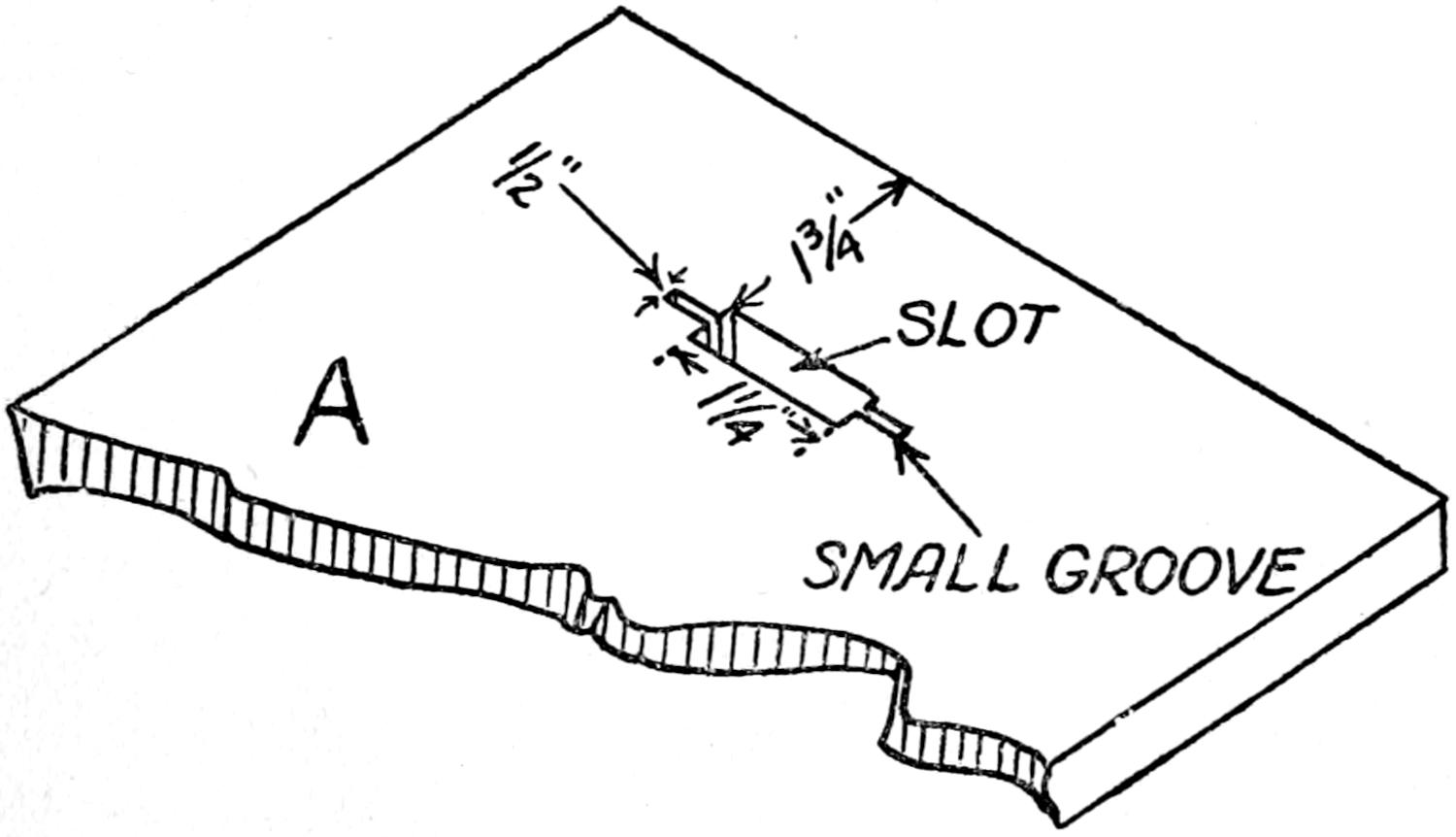
Fig. 105a. the wireless pup. the slot in the floor of the dog house
—This is a most remarkable bull-pup for he will jump out of the kennel when you or any one else calls him, when you clap your[246] hands or on any other occasion when a loud noise is made.
Always make a dog-house for a pup before you catch him so that when he gets home he’ll know he’s there. Use smooth ¹⁄₂ inch thick pine boards for the house and cut out a piece 7 inches wide and 8 inches long for the floor. Cut a slot clear through the board 1³⁄₄ inches from one end and parallel with the edge of the back and have it ¹⁄₂ an inch wide and 1¹⁄₄ inches long; then on each end of the slot cut a groove ¹⁄₂ an inch long and ¹⁄₄ inch deep as shown at A in Fig. 105.
Fig. 105b. the back end of the dog house
Cut out two pieces for the sides of the house 4 inches wide and 8 inches long and screw them to the floor. Now bevel off the top edges of the sides with a plane to allow for the slope of the roof but before[247] you put it on you must install the wireless apparatus that makes the pup jump out of the dog-house. Make a back out of a board 7 inches square as shown at B.
This apparatus consists of five chief parts and these are (1) a spanker; (2) a solenoid; (3) a stiff piece of clock-spring; (4) a telephone transmitter and (5) two or three cells of dry battery.
Fig. 105c. the spanker with electric solenoid control
The spanker, so called because it spanks the pup out of his kennel, is shown at C; it is simply a strip of wood ¹⁄₈ inch thick, 1 inch wide and 3¹⁄₂ inches long. Tack, or otherwise fix, a piece of tin to one side of it to form an electrical contact; cut a ³⁄₈ inch hole in the middle of it and then drive a brad in each edge near one end. The spanker sets in the slot in the floor and the brads rest in the grooves and serve as pivots.
A solenoid is merely an electromagnet with a loose[248] iron core in it. Make a cardboard spool 1¹⁄₄ inches long and 1¹⁄₂ inches in diameter and have the hole in it ⁷⁄₁₆ inch in diameter; wind it full of No. 20 or 22 double cotton covered magnet wire and your solenoid is done. An iron bolt ³⁄₈ inch in diameter and 1¹⁄₄ inches long makes a good plunger, as the loose iron core is called. Slip it through the hole in the spanker and screw the solenoid to the inside of the back of the house as shown in the cross section drawing at D.

Fig. 105d. cross section side view of the wireless pup ready for action
Make a contact plate of a strip of tin or sheet brass and screw this to the floor back of the spanker so that when the plunger is drawn into the solenoid and the spanker is back as far as it will go the plate will come[249] in contact with the tin on the spanker. Put a stop in front of the spanker to prevent the latter from falling too far forward.
Fig. 105e. the front end view of the wireless pup house
Next get a strong, stiff piece of clock-spring, punch two holes in one end and screw it to the back of the house near the top, with the free end of the spring pressing out the spanker. Fasten by means of hangers, or otherwise, an ordinary telephone transmitter to the roof of the house as shown at D. Now make the front of the house and cut 4 × 5 opening in it for the pup to get in and out, and a hole 1¹⁄₂ inches in diameter, as shown at E, so that when you put the front on, the hole will be directly over the mouthpiece of the transmitter.
[250]
Before putting on the front connect up the apparatus as shown at D, that is, connect one of the wires of the transmitter to the contact plate; join the other wire of the transmitter to the battery; lead one of the wires of the solenoid to the tin on the spanker. When these connections are made the circuit will be complete if a battery is connected in and the spanker is pushed back. Now put on the front of the house and then make the pup.
Fig. 105f. when you call the wireless pup or clap your hands he comes out of his dog house in a hurry
Saw the body of the pup and his legs out of separate pieces of wood and glue them together. He should be 2³⁄₄ inches high and 5 inches long when done and he must slide easily on the floor. See F, Fig. 105.
[251]
The action of the wireless pup is like this: You push the pup into the house and back against the spanker as far as he will go; this presses the spring back and at the same time makes connection with the contact plate which closes the circuit.
The current from the battery then flows through the solenoid and transmitter and this magnetizes the iron plunger core and holds the spanker back against the force of the spring.
If now you call loudly, or clap your hands, the carbon granules in the transmitter will vibrate and this will suddenly weaken the current, and, hence, the magnetism of the solenoid. The instant the magnetic pull of the solenoid is weaker than the spring the latter will force the spanker against the posterior end of the pup’s anatomy and boost him out of his kennel.
[252]
There is music in everything if you only know how to get it out without cracking it. When a small boy beats a pie-pan with a stick, or drums on a wooden fence he is making music, only the neighbors won’t believe it.
This is because he sets up the same note in succession and after a while the constant repetition of this single note gets on a grown-up’s nerves, especially if he is writing a book; hence he thinks the sounds are noise but it is really music of a bombastic[103] order.
[103] The gong, drum, bell, and cymbals all set up sound by concussion and these are called bombastic instruments.
By this I mean that what we call noise is sound set up by uneven air waves[104] in time and volume while music is made by a tone, or tones, of even air waves. Any musical instrument that produces sound by shock, or concussion as it is called, is said to be bombastic.
[104] For the theory of air waves and sound see The Magic of Science by the present author, published by Fleming H. Revell and Co., New York.
When a bombastic instrument is played alone the sounds set up by it are not very sweet or musical but if you will use a set of eight of them, or octave as it is[253] called, and tune them so that the pitch—which is the number of air waves that are produced and heard in a second of time—of each one is a note higher than the one before it and then make first one and the other vibrate you will produce pleasing tones, and by combining these tones properly you will have a resemblance of what we call music.
—A simple and very pleasing way to show that there is music even in cold brass is to take a piece of sheet brass, or, better, sheet steel, about ¹⁄₁₆ inch thick and scribe on it with a pair of compasses eight circles whose diameters range from 2 inches to 3 inches.
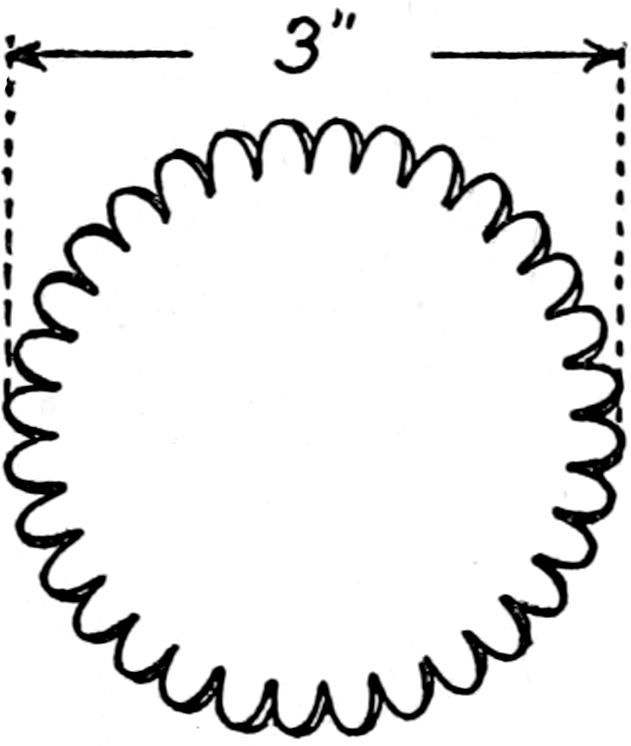
Fig. 106a. the musical coin
Saw them out and file them down so that each one will ring out a whole number, as it is called in physics; that is, if the largest and deepest toned coin, or disk, makes 250 vibrations a second, the next one must make 500 vibrations a second, the next 750 and so on until the smallest and highest pitched coin will make 2000 vibrations a second.
[254]
When each coin rings out its whole number, or nearly so, you will have what is known as a harmonic series. Now saw notches in the edges of each one as shown at A in Fig. 106 and then file them until the tone of each one is just right.
—To play a tune with the musical coins spin them on the top of a table—a marble top table is the best—and as each coin dies down[105] and its edge strikes progressively against the surface of the table it will ring out in a clear, loud tone.
[105] If you will look closely at the spinning coin you will see that when it spins fast at first the axis about which it rotates is its diameter and that the coin stands upright. As the coin commences to die down the axis about which it spins gradually begins to shift from the diameter to the center of the coin until finally at the finish the coin is spinning directly about its center. This motion is the same as the processional motion of the earth.
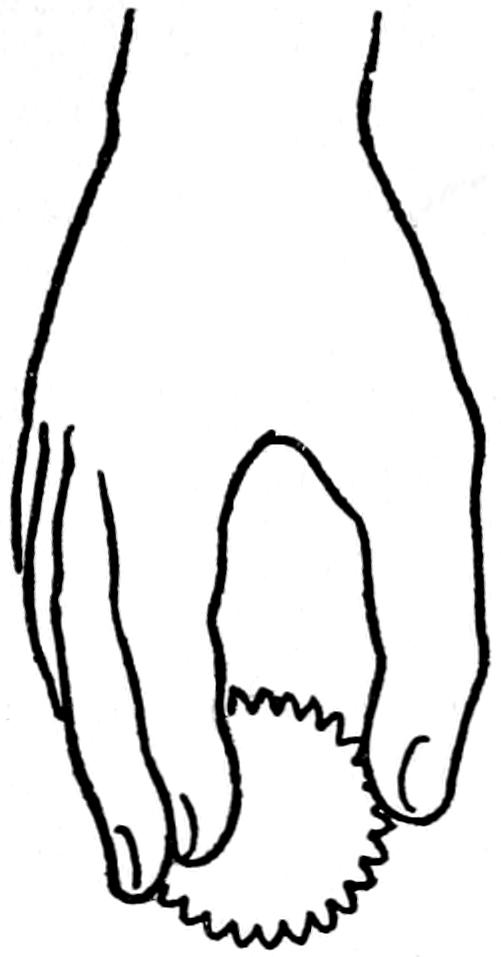
Fig. 106b. how to hold the musical coin to spin it
The coins should be laid in a row on the table and[255] whatever note you want to ring out pick up the coin which will produce it, hold it as shown at B, and give it a little spin. You can soon learn to spin them with either hand and keep two or more of them going at the same time, when you will have that agreeable combination of tones that is known in music as harmony.
The musical coins are easy to learn to play and at a little distance off they look like real coins and are a very pleasing novelty.
—The musical tomato cans make a bombastic instrument—very bombastic I should say. Be that as it may, get eight tomato cans, soak the labels off carefully and keep them. Next melt off the tops of the cans and paste the labels on them again. Set each can on a piece of felt as shown in Fig. 107.
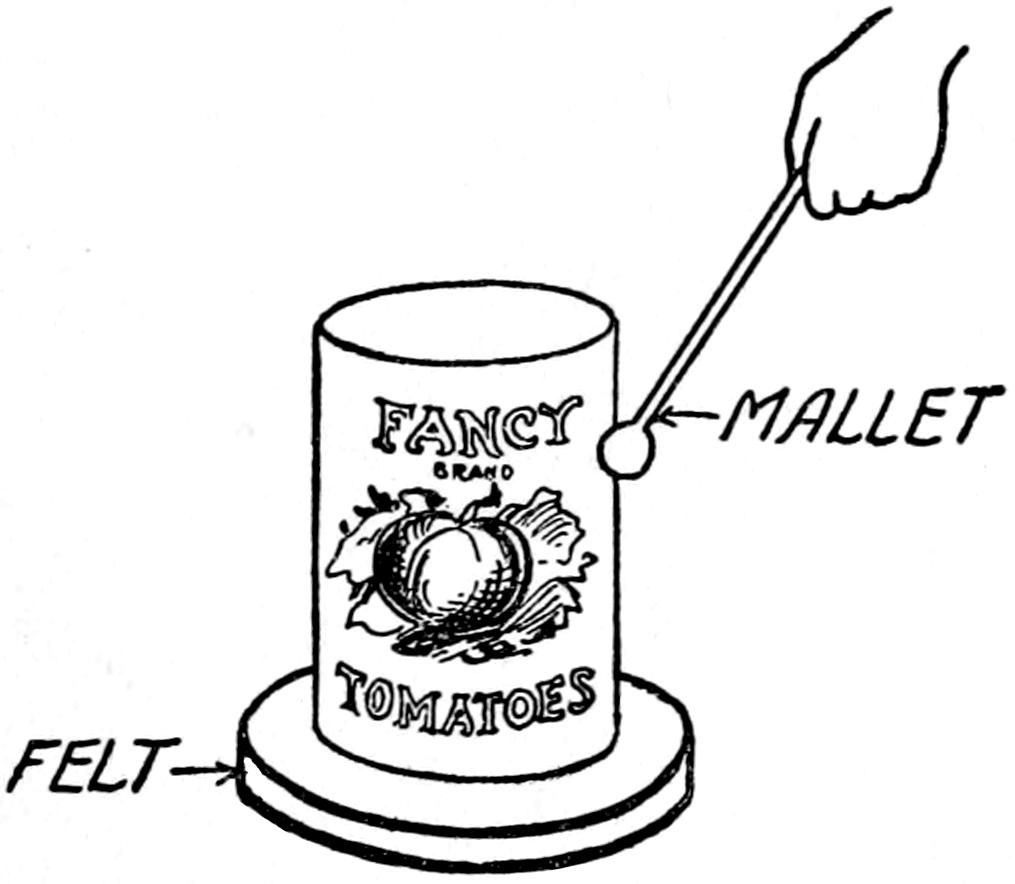
Fig. 107. the chopin tomato can
Now by pouring water in the cans you can tune[256] them so that each one will send forth a whole number note and all of them together will give the notes in the regular order of an octave. You do not need to put any water in the first can but use this one for the fundamental note, that is the note on which the chord is formed.
Make a couple of mallets, as the sticks to beat the cans with are called, of a pair of sticks about as thick as a lead-pencil and twice as long and glue a wooden ball ⁵⁄₈ inch in diameter on one end of each one.
—When you have tuned the cans set them in a row on a piece of felt, or a couple of thicknesses of thick woolen cloth will do, and with a mallet in each hand tap them softly.
While some folks who have no ear for melody, harmony and dissonance[106] may say that both the instrument and the performer ought to be canned still the instrument is a great one to play Chopin’s[107] funeral dirge[108] on. Undertakers are crazy about the musical tomato cans.
[106] These are the three chief factors that make up the various combinations of tones which we call music.
[107] Chopin (pronounced Sho′-pan) was a Polish musical composer.
[108] A dirge is a tune expressing grief and mourning.
—Different from the tomato cans, the musical glasses make about the sweetest music ever heard. To make a set get eight very thin glass goblets and mount them on a board 12 inches wide and 2 feet long. An easy way to do this is to fasten the foot of each goblet down[257] with a couple of thin strips of tin or brass placed across it and screwing the ends of these to the board as shown in Fig. 108.
To tune the glasses pour water in them until each has exactly the right pitch and together they form an octave. When you have learned to play simple tunes on an octave of musical glasses you can build up the set to 22 glasses or three octaves, which will give you enough notes to play almost any of the popular airs.
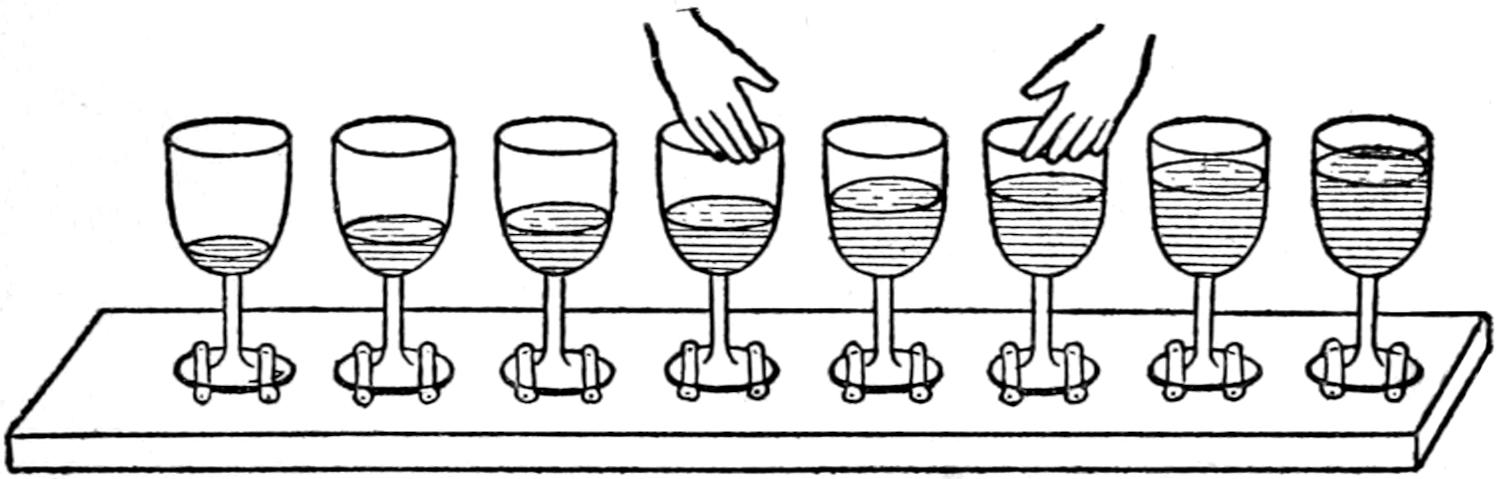
Fig. 108. the musical glasses
—Before starting in to play moisten the rims of the glasses and rub your fingers with water in which you have put some vinegar, or better, a little acetic acid,[109] until they feel quite rough.
[109] This is the acid contained in vinegar that gives it its value.
Now when you lay the tips of your fingers flat on the rim of a glass and rub them around it, the friction between the skin of your roughened fingers and the edge of the glass will set the latter into vibration and a wonderfully sweet tone will be sent out. By varying the pressure of your fingers on the glasses you can produce a very beautiful tremolo effect.
[258]
It is a good scheme to put a few drops of acetic acid into each goblet so that just as quickly as the volume of sound begins to fall off you can dip your finger tips into whatever glass they are nearest to and so increase the friction between them and the glass.
If you can play a set of musical glasses well your services will be in demand for all kinds of entertainments.
—This easily made instrument gives out tones very much like those of the musical glasses but they are much deeper and louder.
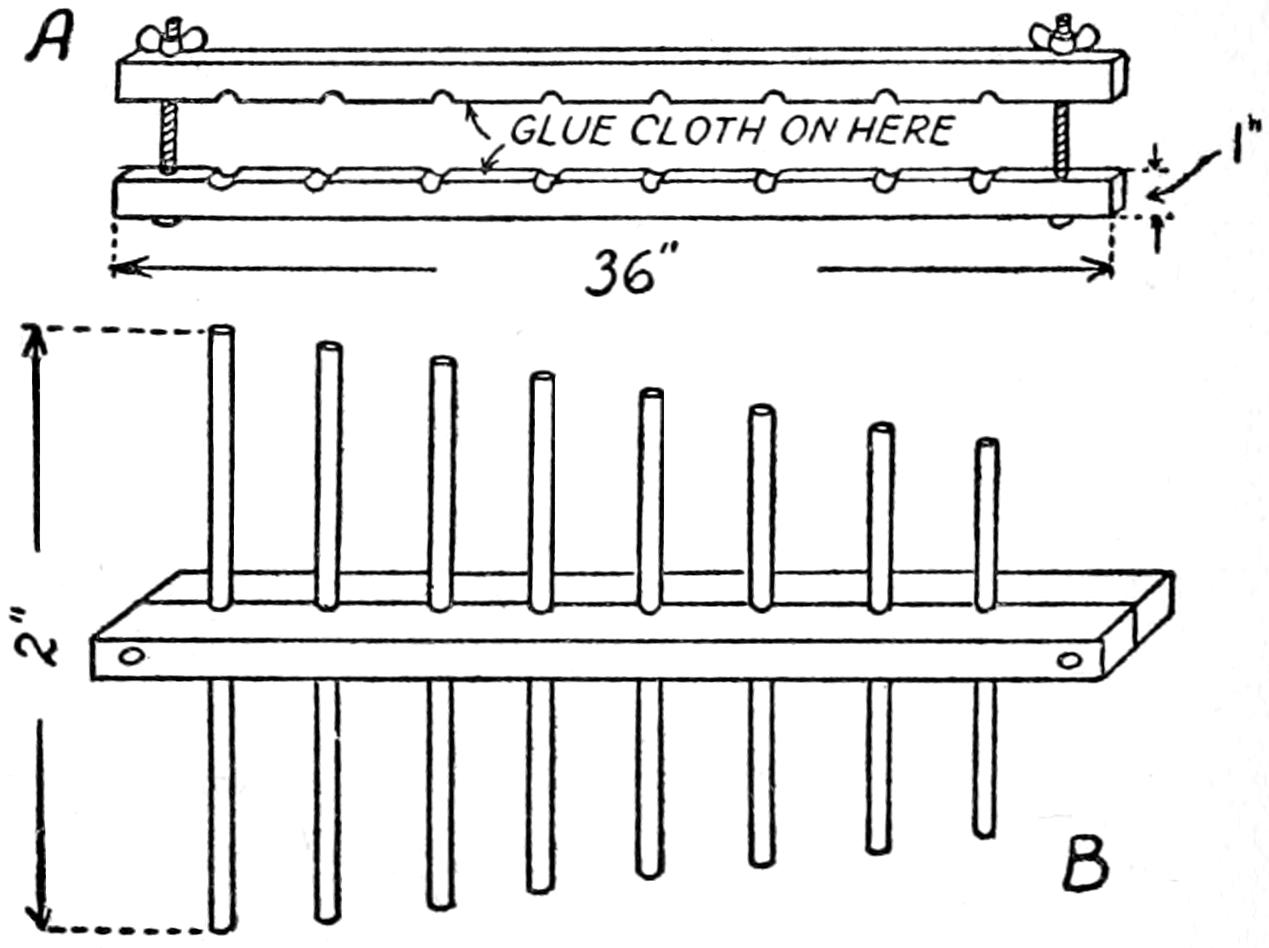
Fig. 109 a, b. the harp of a thousand thrills
To make this harp you will need 12 feet of ¹⁄₂ inch bell-metal[110] tube—brass tube will do but it is not as good—and cut it into eight pieces; saw off the first[259] tube 2 feet long and cut off each of the other pieces ¹⁄₂ an inch shorter than the one before it. Cylindrical sticks of wood can also be used for the tubes.
[110] Brass and bell metal tubing can be bought of the U. T. Hungerford Brass & Copper Co., 89 Lafayette St., New York.
Get two strips of wood 1 inch square and 3 feet long and screw them together as shown at A in Fig. 109 with a couple of thumb screws; this done bore eight ¹⁄₂ inch holes in the sticks every 4 inches apart and smooth them out with a half-round file.
Glue a strip of cloth on the side of each strip that is bored out, set each tube with the middle in the groove so that they grow shorter in steps and screw the strips together tight with the thumb screws to hold the tubes in securely as shown at B.
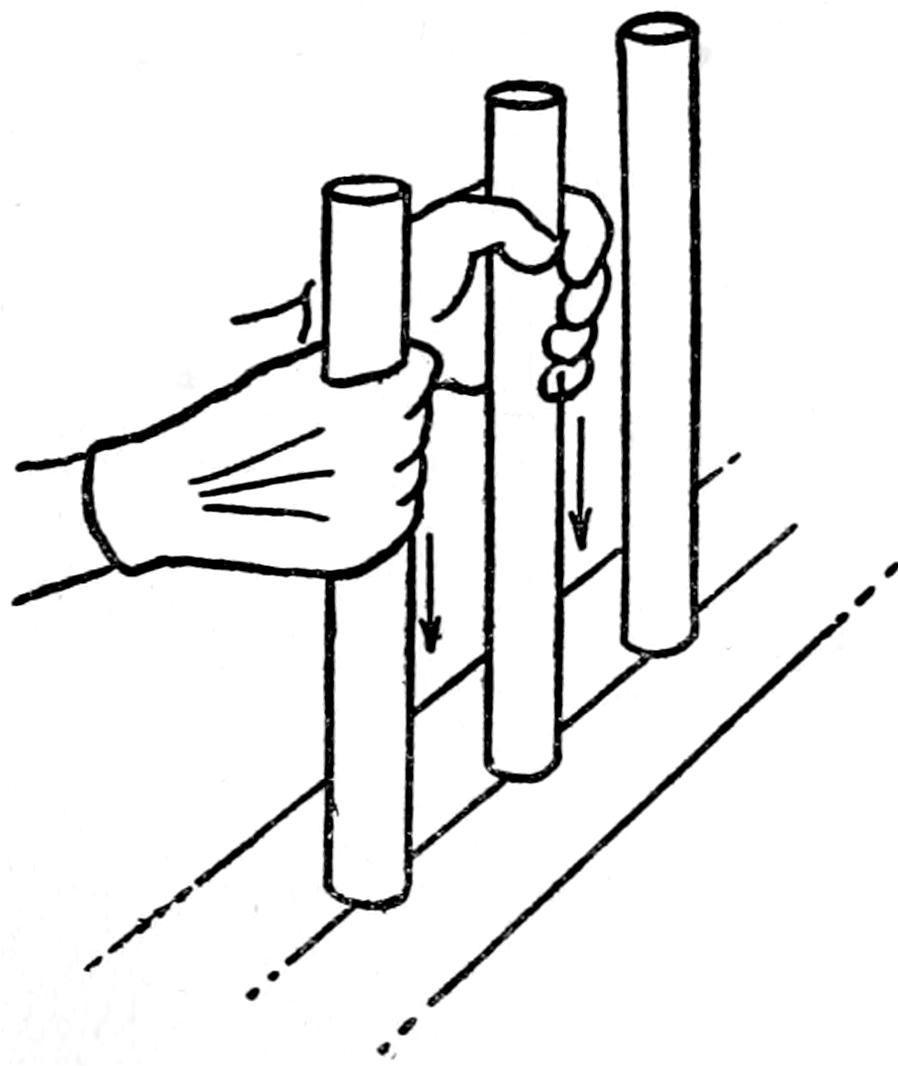
Fig. 109c. how to play the harp
To tune the tubes saw off and file off the end of each tube until it gives forth the proper note. When you have tuned them make a stand to hold the instrument[260] and this can be of either wood, or metal tubing if you want the harp to look nice and you don’t care about the expense. The harp is shown complete at C.
—When you have made the stand get a pair of old gloves and cut off the fingers; powder some rosin and rub it well into the palms of the gloves.
This done, put on the gloves, grip the top of the tube and draw your hand slowly down toward the sounding board, as shown at C, and a beautiful tone will be emitted. Not only does the tube vibrate to make the sound but as it is hollow it acts as a resonator, that is, the sound will set up sympathetic vibrations in the tube which will reënforce the simple vibrations of the tube both in strength and quality.
By waving your finger over the top of the tube while you are playing it with the other hand a tremolo effect can be produced that is very beautiful and if you are versatile you can make it sound almost like a human voice.
—This musical instrument is an organ pipe but it is played like a slide trombone, that is by pushing in and pulling out a slide that fits inside of it.
Spruce is the best wood to make the organ pipe of but you can use any other kind you have at hand. Saw off four strips of wood ¹⁄₄ inch thick and 16 inches long and have two of them 3 inches wide and the other two 2¹⁄₂ inches wide, as shown in Fig. 110. Saw off one of the 3 inch wide boards so that it will be[261] 12¹⁄₄ inches long and plane down one end to a sharp edge as shown at B.
Take another board ¹⁄₂ an inch thick and make it 2¹⁄₂ inches high and 3 inches wide as shown at D. Cut out a board for the end ¹⁄₄ inch thick, 2¹⁄₂ inches wide and 2¹⁄₂ inches long and bore a ¹⁄₂ inch hole in it as shown at E.
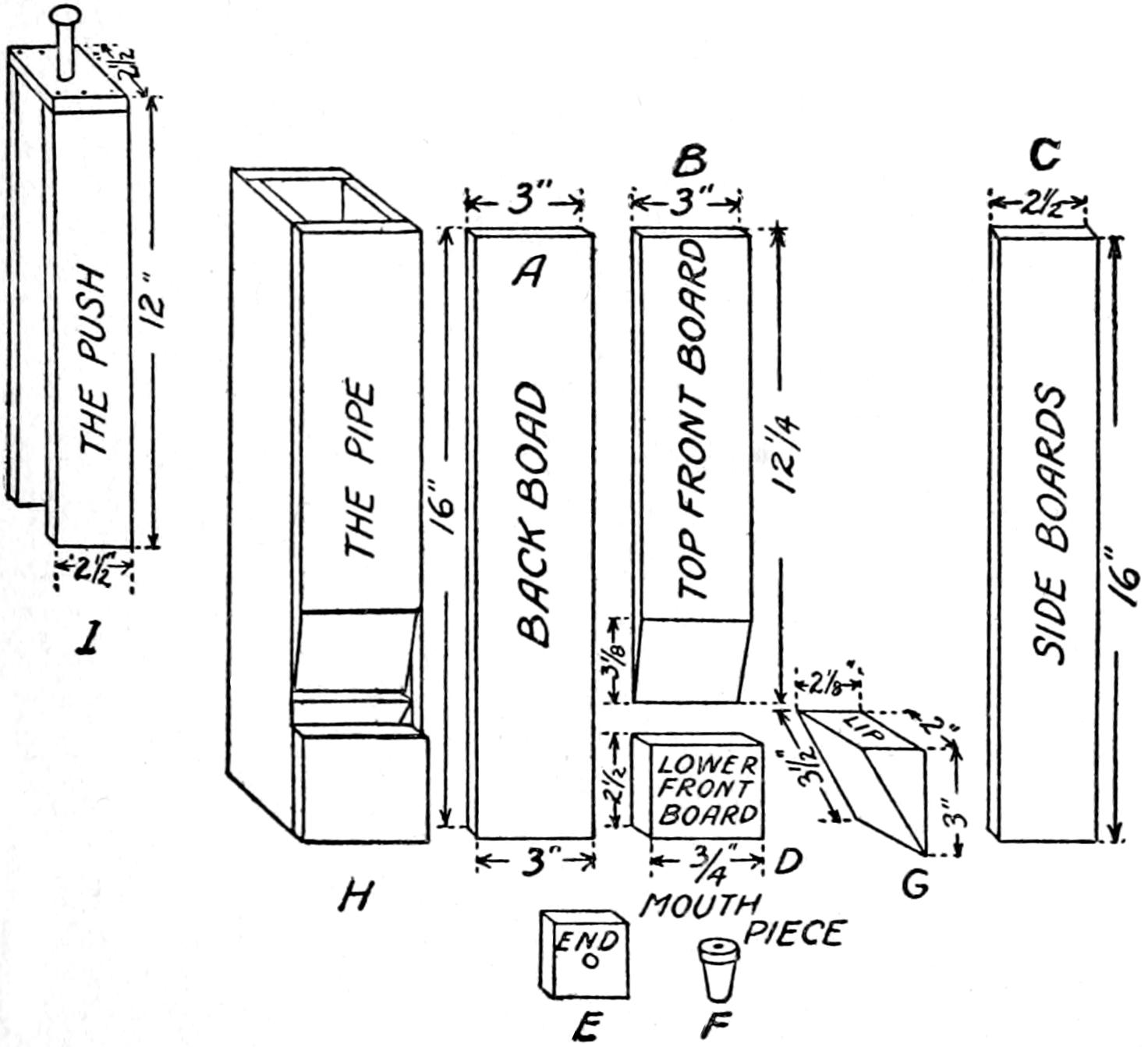
THE PUSH
THE PIPE
BACK BOARD
TOP FRONT BOARD
LOWER FRONT BOARD
LIP
SIDE BOARDS
END
MOUTH PIECE
Fig. 110. parts of a musical push pipe
As you supply this pipe with air by blowing in it, take a common thread spool and trim down one end of it as shown at F so that you can get it into your mouth; then glue the large end over the hole in the bottom board. Next glue the sides together to form a square tube and make and glue into the lower end a[262] three-cornered piece of wood 2 inches wide, 3 inches high and 2¹⁄₈ inches thick as shown at G. This will bring one of its sharp edges just under and very close to the sharp edge of the short side of the pipe.
Glue the thick piece of wood shown at D to the lower end of the pipe so that it leaves a ¹⁄₄ inch space between its top edge and the sharp edge of the short side of the pipe. Finally glue the mouthpiece in the lower end of the tube and this part of the push pipe is done.
If now you will place your hand over the open top of the pipe and blow through the mouthpiece, a soft note like that of a steamboat whistle will issue from it. To play a tune on the pipe it must have a range of an octave but if it will sound an octave and a half you can play many of the popular airs on it.
To do this fit the organ pipe with a movable stop, or push, which slides in and out of the pipe. Make this push of two strips of ¹⁄₈ inch thick wood, 2¹⁄₂ inches wide and 12 inches long; screw one end of each of these boards to a block of wood the size of the top of the organ pipe and screw a knob—the head of a clothespin will do—on it in the center for a handle. The stop, or slide, will of course be open on two sides and must slip snugly but easily in the pipe.
—If now you will blow through the mouthpiece and slide the stop in and out various tones and semi-tones will be produced. It takes very little practice to learn just where to stop the slide[263] to make a given note—that is if you are at all apt in playing musical instruments. A push pipe[111] is just the thing for a black-face musical act.
[111] A push pipe can be bought for $4.00 of the L. E. Knott Apparatus Co., Boston, Mass.
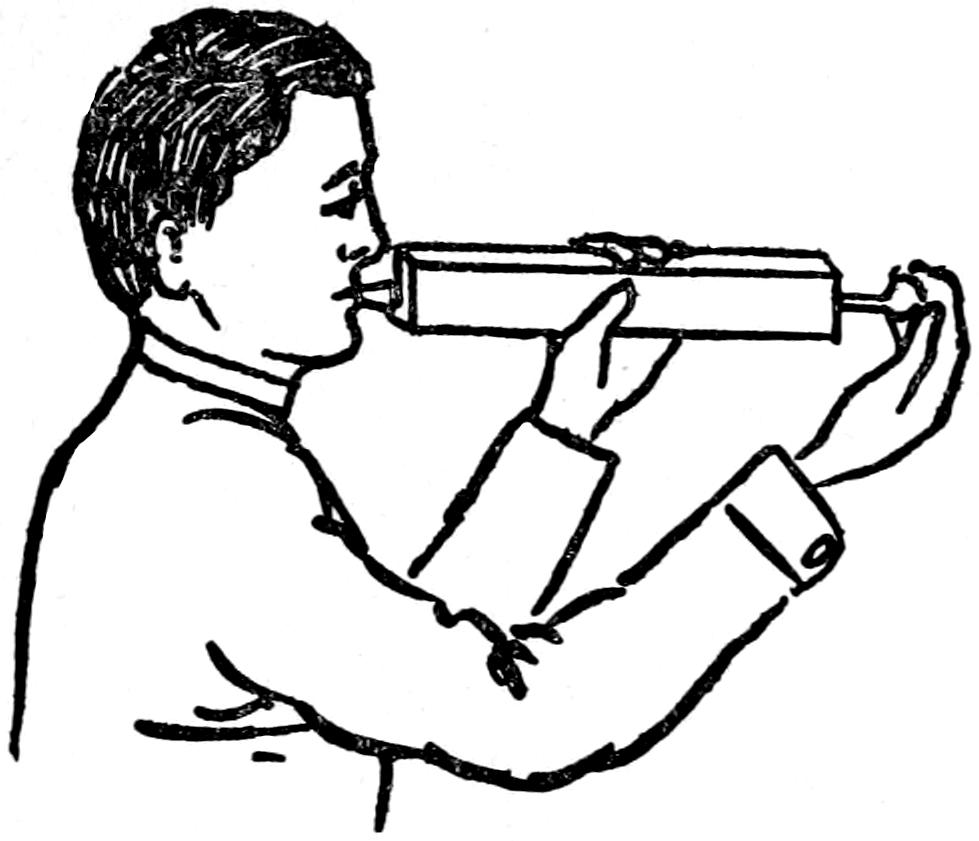
Fig. 110j. how the push pipe is played
—This instrument, which is pronounced zil-o-fon´, is cheap to make or buy[112] and is easy to learn to play.
[112] Can be bought of any dealer in musical instruments or of the L. E. Knott Co., Boston.
To make one cut off fifteen bars of a stick of maple ¹⁄₂ an inch thick, ⁷⁄₈ inch wide and make the longest one 5 inches. To get the right lengths of all the others you will have to saw them off a little at a time and try them out for tone, because any variation in thickness will make a difference in the length of them. Hence the above rule-of-thumb method for determining the sizes of them.
Drill a ¹⁄₁₆ inch hole through both ends of each bar[264] and string them on a wire to keep them in place. Make two rolls of straw ³⁄₄ inch in diameter and 20 inches long; fix the ends of these rolls on a board as shown in Fig. 111 and lay the maple bars on them when they are ready to be played on.
—The xylophone is played with a pair of hammers. To make the latter cut off two sticks ¹⁄₄ inch in diameter and 8 inches long; get or turn two wooden balls 1 inch in diameter; bore a ¹⁄₄ inch hole in each one and glue in one of the sticks.
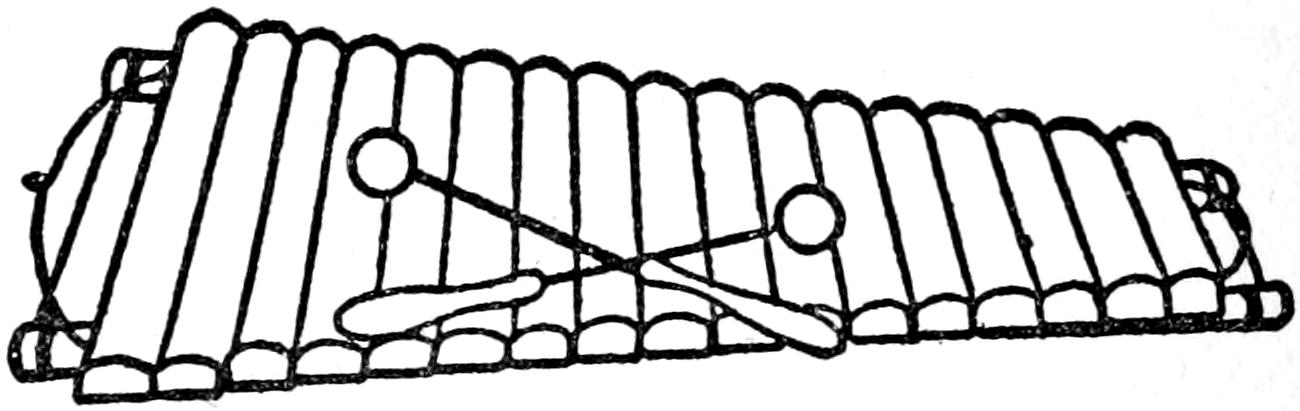
Fig. 111. a xylophone. the bars are made of wood
Take a hammer in each hand and hold it loosely; stand over the xylophone so that the sticks of the hammers are parallel with and about 6 inches above the bars of the xylophone and with the ball ends in the middle of the bar it is over. Now pound the bars for dear life and the faster the tune the more musical it will sound. For this reason pieces like the Circus Life Gallop are especially adapted for the xylophone.
—By using brass tubes, or better, tubes made of bell metal, you can have a xylophone of another order. Use tubing ³⁄₄ inch in diameter and have the first one 5 inches long for the fundamental.
[265]
Keep on sawing them off and filing them down until you have them all done and all in tune. Make a wooden frame of ¹⁄₂ inch stuff and have the bottom 2 inches wide at one end, 4 inches wide at the other end and 17 inches long.
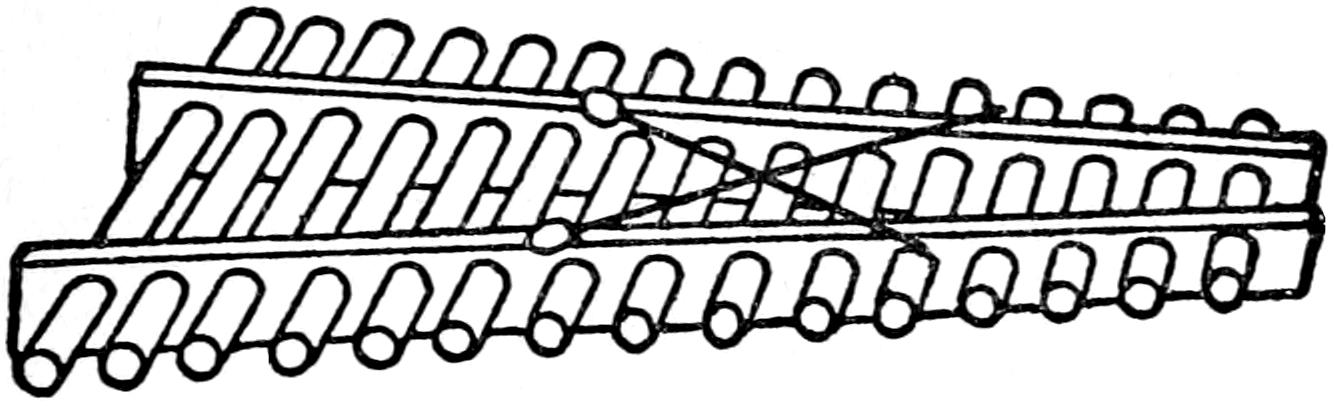
Fig. 112. a tubaphone. the bars are made of metal tubes
Saw off two strips of wood ¹⁄₂ an inch thick, 1 inch wide and 17 inches long. Bore fifteen ³⁄₄ inch holes 1 inch apart measured from their centers in them; glue a strip of felt or thick cloth to the wood in each one and slip the tubes in the felt lined holes as shown in Fig. 112.
—To play this peculiar instrument use a couple of felt covered mallets; these can be made by winding a little ball of string around one end of each stick which should be about ¹⁄₄ inch in diameter and 8 inches long, and then covering it with felt. Beat the tubes with the felt mallets in exactly the same way you do when you play the xylophone.
—This is one of the easiest musical instruments to make and the music produced by it is impressive in its tone and depth.
[266]
To make it saw off a board, ³⁄₄ or ⁷⁄₈ inch thick, about 12 inches wide and 22 inches long and screw a block 1 inch square to each corner for it to rest on. Get eight binding posts[113] of the size shown at A in Fig. 113; drill eight ¹⁄₈ inch holes in the board, 4 in a row with the holes 5 inches apart and have the rows also 5 inches apart, and then screw a binding post into each hole.
[113] These can be bought of the Manhattan Electrical Supply Co., Park Place, New York City.
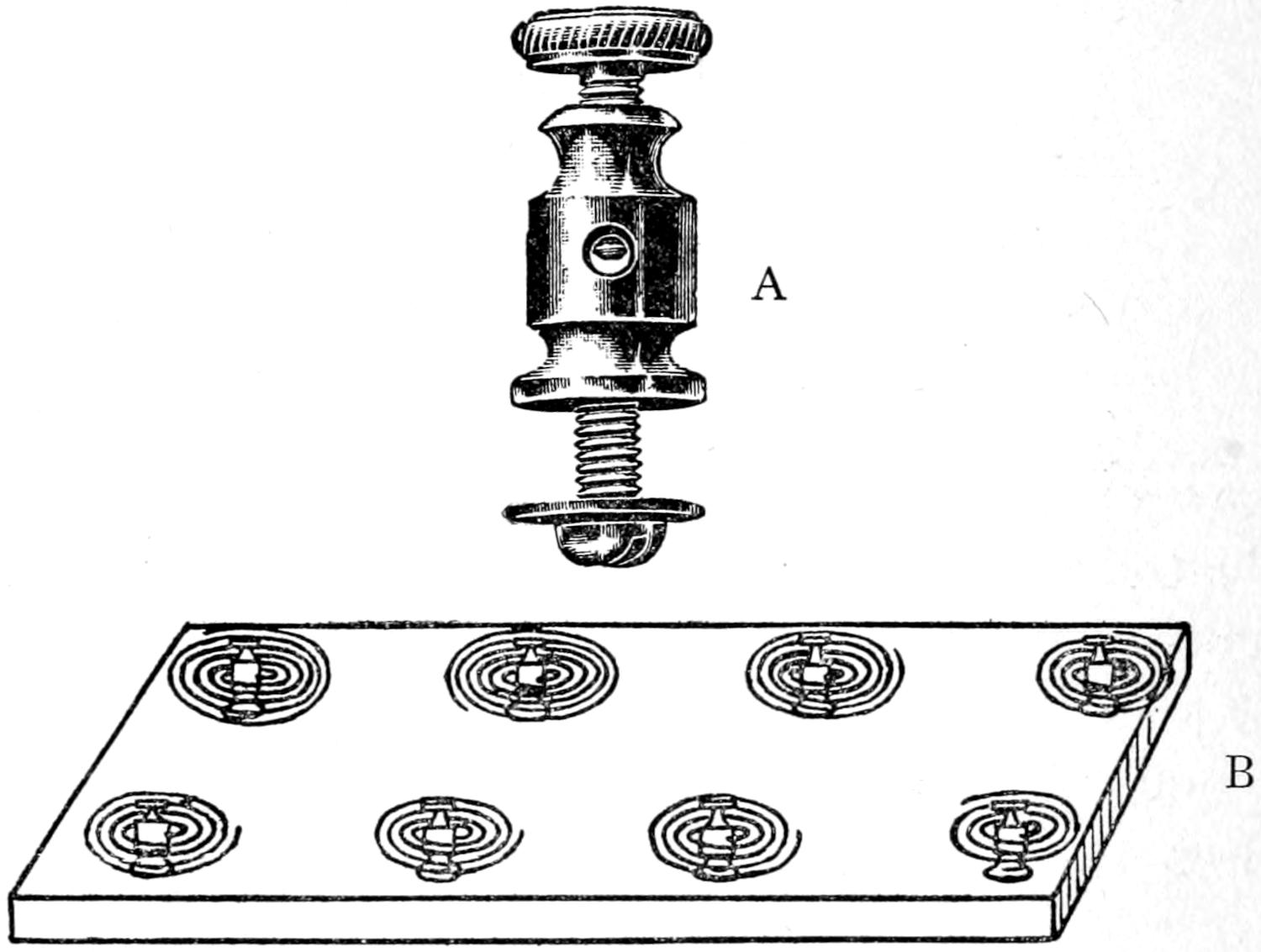
Fig. 113. the cathedral chimes
A. A full sized binding post.
B. The chimes on the sounding board.
Make eight spirals of No. 14 spring brass, steel or, better, phosphor-bronze[114] wire; you can do this by[267] cutting off eight pieces of the wire each of which is 20 inches long. Draw a spiral on a sheet of paper as described in Chapter V so that the inside turn of wire is about ³⁄₄ inch in diameter, the outside turn about 3¹⁄₂ inches in diameter and each turn of wire will be separated from the other by a space of ¹⁄₄ inch as shown at B.
[114] Get it of the U. T. Hungerford Brass and Copper Co., Hungerford Building, New York.
With your round nose pliers bend each length of wire like the pattern you drew on the paper. When you have made the spirals screw the inside end of each wire in the binding post and your cathedral chimes are done all except the tuning of them.
Let the first spiral of the upper left hand side give the fundamental tone and tune the others to it by cutting off the free ends of the wires until they are all tuned in unison. Make a couple of wood mallets and cover the ends with leather or rawhide.
—Strike the inside turn of wire up close to the end that is fastened to the binding post, and a tone will issue from the spiral that is long, deep and loud, for the wire with its free end forms a very perfect vibrating body.
—This harp is of very ancient origin and it gets its name from Æolus who, in classic mythology, was the father of the winds, and very appropriately is it named, too, for it is the wind that plays it.
Make a box of ¹⁄₂ inch thick wood, 2 inches deep, 5 inches wide and 3 feet long; use clear pine, or deal will do, for the sides of it but the ends should be of[268] beech to hold the tuning pins and the hitch pins. Cut a sound hole 3 inches in diameter near both ends of the board which is to be used for the top; then glue the box together and screw up the ends with your wood clamps to hold it together tight while it is drying.
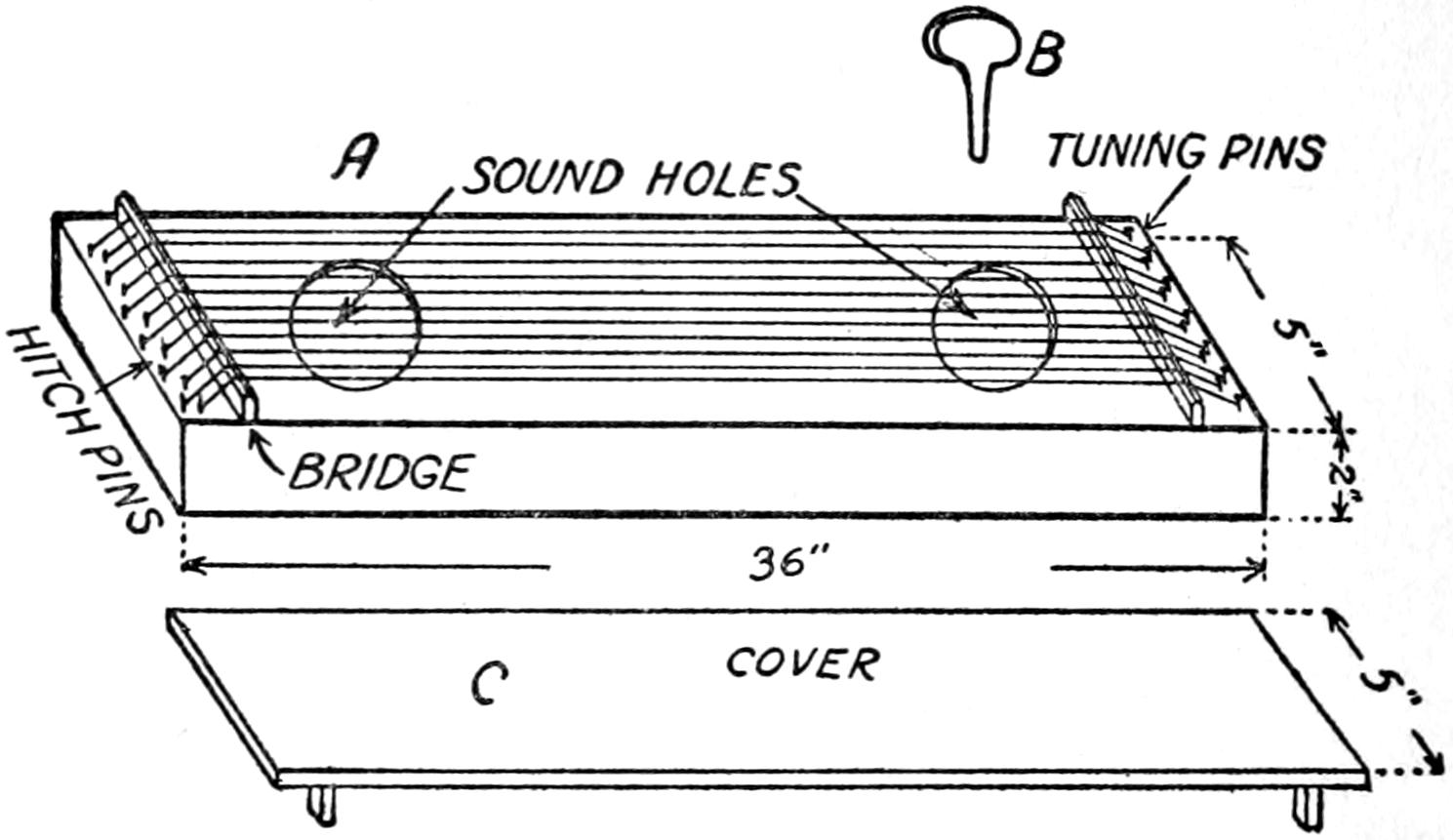
Fig. 114. the harp of aeolus
When it is thoroughly dry, drill a dozen ¹⁄₄ inch peg holes ³⁄₄ inch deep in one end, six in a row as shown at A in Fig. 114. Make a dozen pegs to fit the holes and these should have wings on them as shown at B like violin pegs. Each peg should be about 1¹⁄₂ inches long and each one should have a ¹⁄₃₂ inch hole drilled near the top of the shank for the end of the string to pass through. The hitch pins can be brass brads driven into the other end of the box and in a line with the holes, all of which is shown at A.
Make two bridges of hard wood ¹⁄₈ inch thick; have each one 1 inch high and 5 inches wide and with 12 notches cut in one side. Now get a dozen catgut[269] strings of different thicknesses and put them on the sounding board; to do this twist a loop on the end of each one; thread the other end through the hole in the peg and tighten it up a little.
When you have all of the strings in place set a bridge under each end and then tune the strings in unison, but don’t stretch the strings on very tight or the wind won’t make them vibrate. This done, cut out another ¹⁄₂ inch thick pine board and glue a block ¹⁄₂ inch square and 1¹⁄₂ inches long to each corner and set it on top of the harp. The purpose of this cover is to make the wind blow with as much force as possible over the strings.
—To the end that old Æolus may play the harp to the best of his ability set it on the sill of an open window so that the wind strikes the strings at a slant. Pull the window down on the harp in order to make all of the wind pass between the cover and the strings.
When the wind blows softly beautiful tones will be emitted and when the wind blows hard discords will be produced but as the wind subsides exquisite harmonies will again prevail.
—The early Egyptians invented the fiddle, or rebab as they called it, but they did not play it with a bow. Later in medieval times, that is in about the 9th century, this fiddle came to be called a rebec and it was then played with a bow. I’ll bet though that the fiddle I shall tell you how to make and play sounds better[270] than any Egyptian rebab ever made—though it is not exactly a Stradivarius.[115]
[115] The priceless fiddles made by the famous old violin maker Antonio Stradivari of Cremona, Italy, in the early part of the 17th century.
To make a fiddle of this kind—it only has one string and only one is needed by a master violinist—make a sounding box of ¹⁄₈ or ³⁄₁₆ inch thick wood except the ends which should be of ³⁄₈ inch thick stuff; this box should be 4 inches high, 6 inches wide at one end, 8 inches wide at the other end and 12 inches long. Cut a hole 6 inches in diameter in the center of the board which you are going to use for the sounding board, and then glue all of the pieces together using wood clamps to hold them tight.
For the neck take a stick of wood 1¹⁄₂ inches wide, 2¹⁄₂ inches thick and 15 inches long; cut it down until one end is 1 inch thick and cut a piece out of this end ³⁄₄ inch wide and 1 inch deep; bore a conical hole through this end and fit in a peg. Next saw out the other end 2 inches deep for a length of 3 inches back and glue and screw this end of the neck to the narrow end of the box. The shape of the neck with the peg in it and the way it is fixed to the sounding box is clearly shown in the top view A and the side view B in Fig. 115.
Cut out a bridge of a piece of hard wood ¹⁄₈ inch thick, 1 inch high and 1¹⁄₂ inches long as shown at C; and, finally, make a tail-piece of a bit of hard wood ¹⁄₈ inch thick ¹⁄₂ an inch wide at one end, 1 inch wide[271] at the other end and 2 inches long. Drill a hole in each end and whittle or plane the large end to a sharp edge.
In the middle of the large end of the sounding box bore a ¹⁄₄ inch hole and glue in a hard wood peg for a hitch-pin. Fasten the tail-piece to the hitch-pin with a piece of catgut string. Slip the end of an A violin string through the hole in the sharp end of the tail-piece; knot it to keep it from pulling through, and bring the other end up and thread it through the hole in the peg in the neck. Finally put the bridge under the string and tighten it up. Tune it to the treble, or G clef, if you know enough about music to do it, or if not tune it so that it gives a pleasing tone.
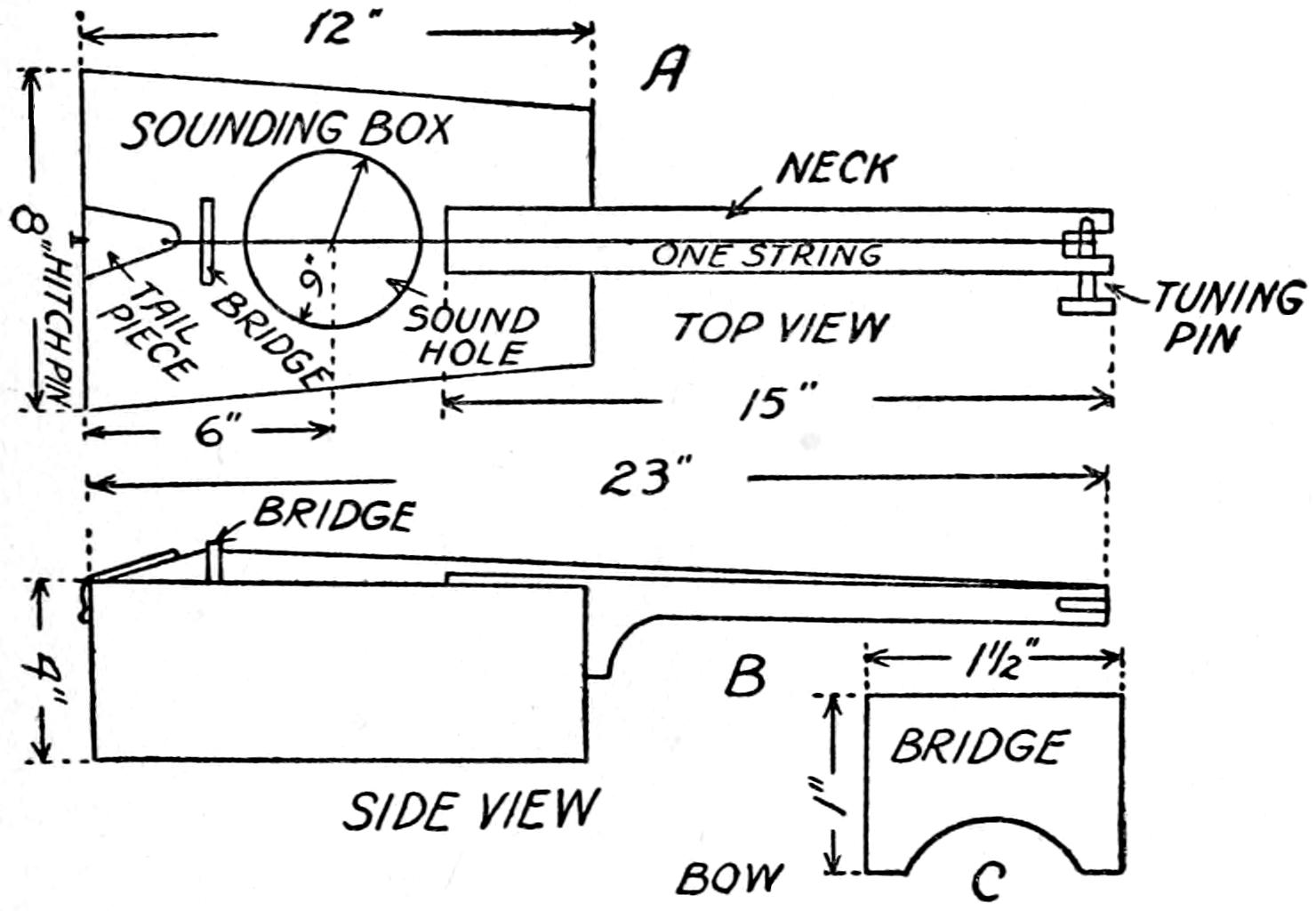
Fig. 115. plans for an egyptian fiddle
—The best kind of wood to make a violin bow of is Brazilian lance-wood or of[272] snake-wood, but for this one stringed fiddle of yours you can use a piece of beech.
Take a strip of wood ¹⁄₂ an inch thick, 1 inch wide and 24 inches long and saw it out as shown at D; then round up the stick and sandpaper it smooth. Cut out two blocks to fit the ends, or frogs as they are called: drill a hole in each one and screw it to the bow but not very tight.
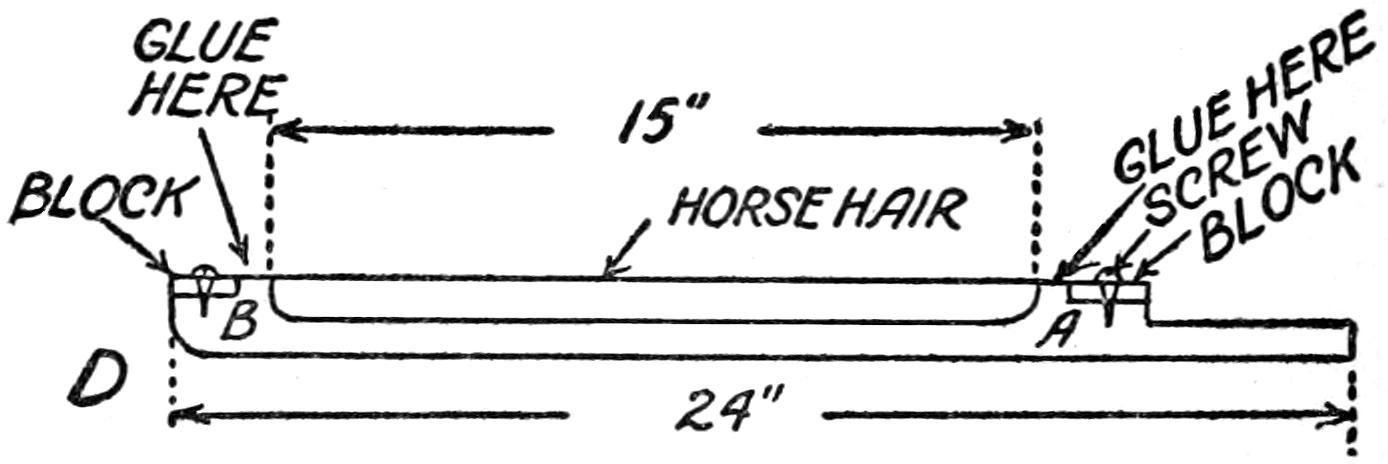
Fig. 115d. how the bow is made
Now comes the hard part and that is putting on the hairs; get 50 or 60 white horsehairs about 2 feet long; I do not advise pulling them out of Dobbin’s tail but rather to buy a bunch of them from Sears, Roebuck, and Co., Chicago, Ill., for 10 or 20 cents.
Having got them somehow put one end of each one under one of the blocks and when you have them all even and close together screw the block down tight; this done fasten the other ends of the hairs under the opposite block, and when you have them all drawn taut screw down the block and put a little glue on the places where they go under the blocks.
If you will look at a horsehair through a microscope you will see that it seems very like the scroll saw blade I told you about in the second chapter, that is,[273] it has a lot of fine teeth on it and all of them run the same way. By rights then half of the hairs ought to be put on the bow with the teeth running in one direction and the other half with the teeth running in the other direction so that the friction of the hairs is the same on the string on the up and the down strokes.
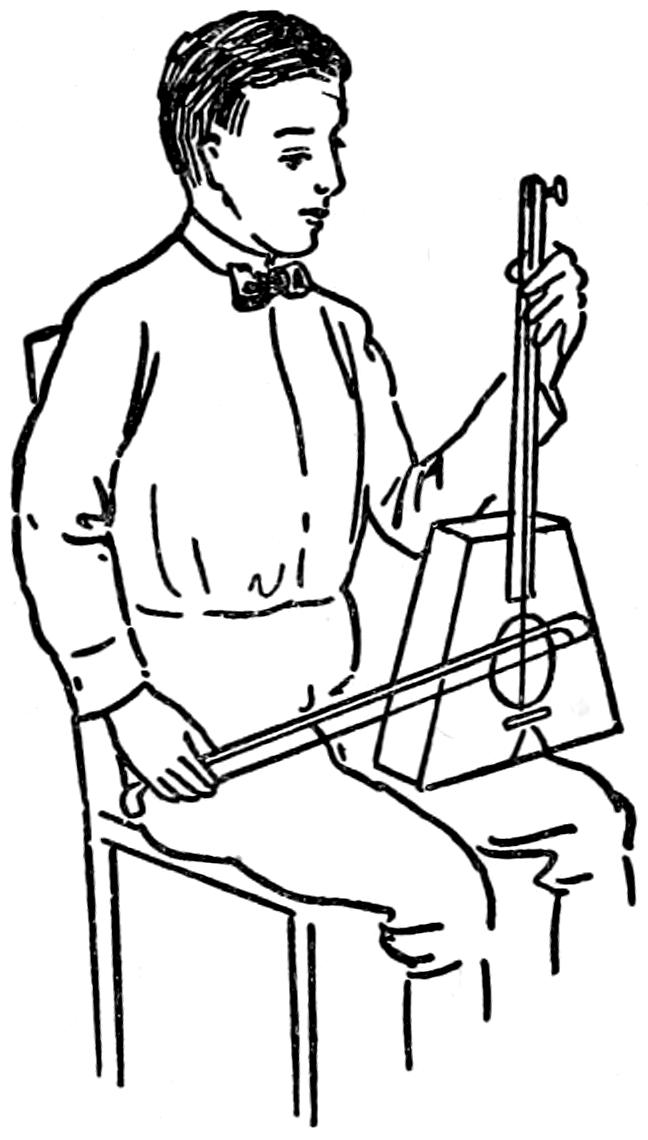
Fig. 115e. how the fiddle is played
Do not use much rosin on the bow but rosin it often. You can buy a piece of regular violin bow rosin for 5 cents but the kind that gives the best results is the genuine Bernardel imported from France and which costs about a quarter. It bites hard on the string and makes a large volume of sound. The way the fiddle is played is shown at E.
[274]
There is a feature of home life that the heads of too many families overlook and that is getting together and having an evening of entertainment which the youngest as well as the oldest member can enjoy.
This is not at all a hard thing to do but as it takes time to get the props together to give it with—which neither your father or mother can well spare even if they had the inclination—it is up to you as the boy of the family to see that it is done.
It is a noble plan to give a divertisement, or soirée[116] (pronounced swa´re) as the old time magicians used to call it, once every month and you will find after you have given the first one that all of your folks will look forward to the coming of the next one with interest and with pleasure.
[116] This is a French word and it means an evening social gathering.
Moreover, you should let them know what the next divertisement is to be a couple of weeks before it comes off and then let all hands join in and talk about it whenever the spirit moves them. Naturally since you know all about it and they don’t know anything[275] about it, questions will be in order and you are the one who will have to answer them; and don’t try to make a secret of anything you have done or are going to do unless it is magic or some allied subject of mystery. After the divertisement is over it will furnish food for conversation for a long time to come.
Now while I have used the words entertainment and divertisement, both of which mean about the same thing and that is amusement, and while you should always strive to make your talks as light and recreational as you can you do not need to stick to frothy subjects altogether but instead you should alternate them with scientific demonstrations. In this way you will not only please and develop good fellowship in the family, but you will instruct the members of it at the same time.
Finally, don’t make your divertisements too long. Better by all means make each one only 15 or 20 minutes long and have everybody in high good humor and saying that it was all too short, than to give them an hour and have everybody gappy and bored half-to-death.
—This is a good feature to start off your season’s divertisements with. Make a substantial easel on which to set a large drawing board as shown in Fig. 116, or you can fasten the paper to a wall with thumb tacks if you live in a home and not in a residence.
Get a dozen sheets of good white print paper—you can buy a quire (24 sheets) 24 × 36 inches for 25[276] cents—and tack ¹⁄₂ a dozen sheets to your drawing board or the wall. Also buy a stick of black marking crayon,[117] which is better than chalk or charcoal for it makes a heavy black line that will not smut, blur or rub off.
[117] You can buy a marking crayon at a hardware or stationery store.
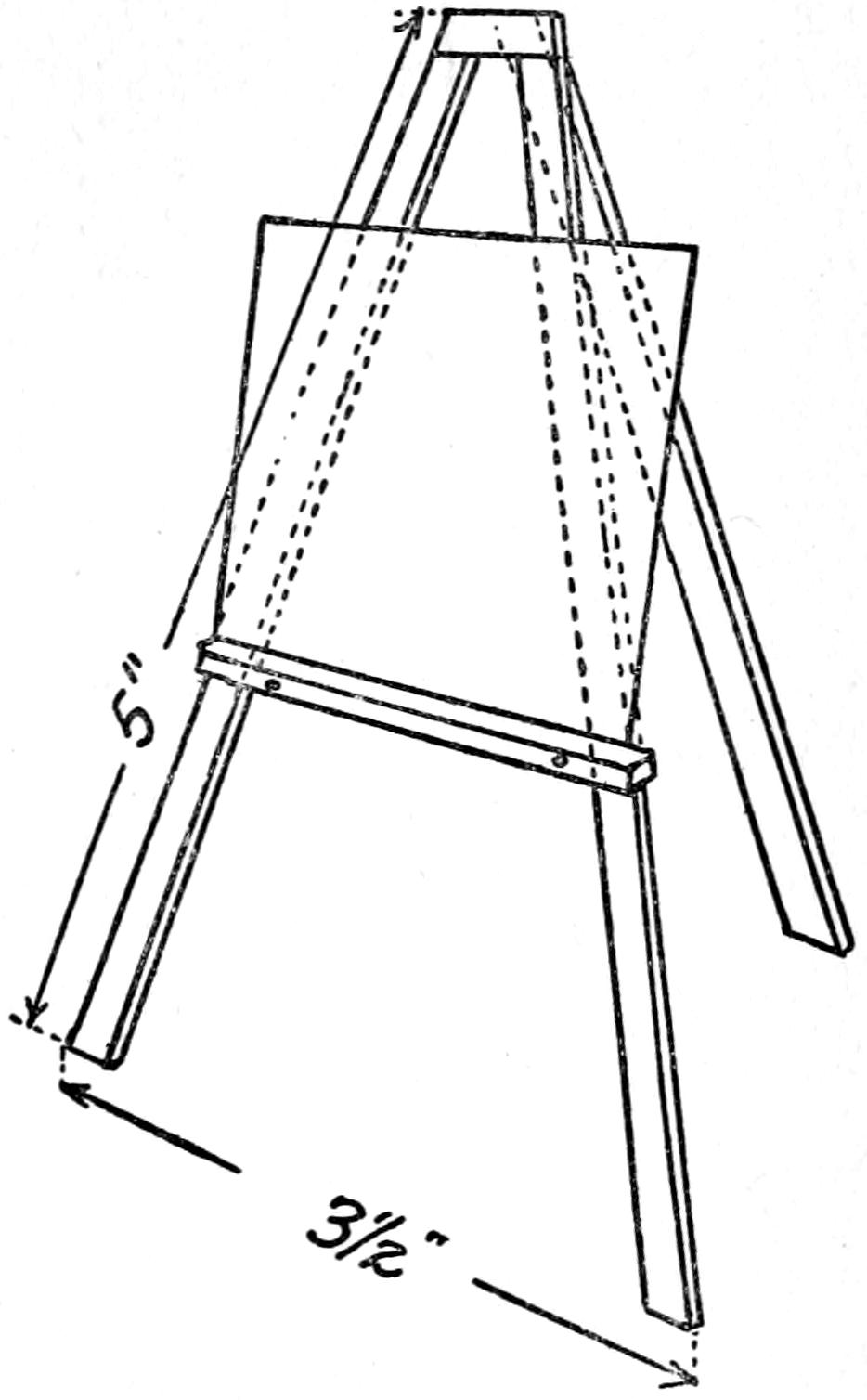
Fig. 116. how an easel is made
—Start in with your crayon in hand and explain that what you propose to do is to show the principles upon which free-hand drawing is based. Then make a simple line drawing of the boxer[277] reaching for the maxillary of his invisible opponent as shown in Fig. 42, over in the chapter called Drawing Simply Explained, and then draw the horse galloping home on the three-quarter stretch.
Next draw around these simple line figures, which are really the skeletons of the man and beast, the outlines as shown in Fig. 43. If you are not expert in free hand drawing you can trace these figures on the paper in faint lines with a lead-pencil before you begin your performance, and then all you have to do is to mark over the lines with the crayon.
After you have made these drawings and explained all about them tear off the sheet and on the clean one draw the outline of a man as shown in Fig. 44 and mark on the proportions of the human body. Have your next sheet ruled off into squares with the lines 2 inches apart; draw in the face and at the same time explain that this makes it easy for any one to get the features in proportion.
Now comes the grand finale[118] (pronounced fi-na´-le) and that is your cartoons.[119] You should practice drawing these and also have some patter[120] about each one so that when you do them for the family audience your tongue will be as clever as your fingers. You can begin by explaining how the expressions[278] of one’s face—that is the way the features look when the mind is at rest or is excited—can all be represented by a few very simple lines.
[118] The last part of an exhibition and it is generally the climax of it.
[119] A cartoon is usually a caricature of a person or thing done in sketchy style. The word comes from the French carton, which means pasteboard.
[120] Witty or amusing talk to help along the act.
Draw eight circles 5 or 6 inches in diameter in a double row on the paper with your marking crayon as shown at A in Fig. 117. Now you say first that sleep can be represented by four straight horizontal lines and you draw them as shown in the first circle. Next draw four vertical lines in the second circle and before you can say awake your little audience will see it and laugh its approval.
 |
 |
 |
 |
| FAST ASLEEP | WIDE AWAKE | SOME JOY | MORE SORROW |
 |
 |
 |
 |
| QUITE MODEST | MUCH DISDAIN | SOMEWHAT SURPRISED | A LITTLE ANGRY |
| A |
Fig. 117a. first principles of cartooning
Joy is represented by four little arcs, or curved lines with the ends of each pointing up, which you draw in the third circle, while sorrow is, of course, shown by four curved lines the ends of which point down as in the fourth circle, since the emotion of sorrow is the opposite to that of joy.
Show how modesty is depicted by drawing four little[279] angles in the fifth circle with the vertex, or point of each one at the bottom, while disdain, which is the reciprocal of modesty, can be illustrated in the sixth circle by reversing the positions of the angles and having their vertices at the top.
To portray surprise all you have to do is to draw four little circles inside the seventh large circle and you will have caught the expression. Finally in the eighth circle draw two slanting lines for the eyes, a vertical line for the nose and an angle with the ends of the lines pointed down and you will have a very good representation of anger, (or maybe it’s a Chinaman.)
 |
 |
 |
| BY DE LIGHT OF DE SILVERY MOON | PAT AND HIS POIPE | HE HAS JUST HEARD A JOKE |
| B | C | D |
Fig. 117 b, c, d. three simple cartoons that you can do
Now without my telling you how to draw the cartoons shown at B C and D in Fig. 117, draw each one of them half a dozen times on a sheet of paper with your marking crayon and when you get before your[280] audience you will be able to do them like a lightning crayon artist.
—Here are some very pretty and easily made experiments in chemistry and as you perform them you can give the explanation I have written about each one which will serve as the patter.
—The Effect.—You show a glass of perfectly clean water and blow through it with a glass tube, clay pipe or a straw when it becomes to all intents, though not to all purposes, milk of the cow variety. See Fig. 118.
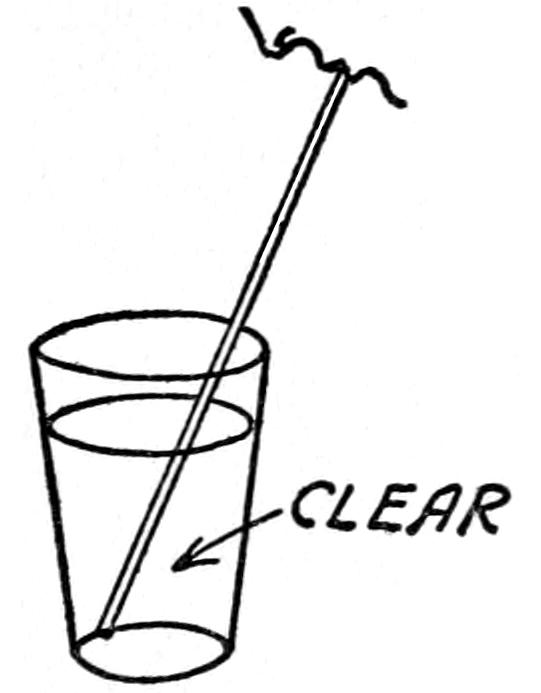 |
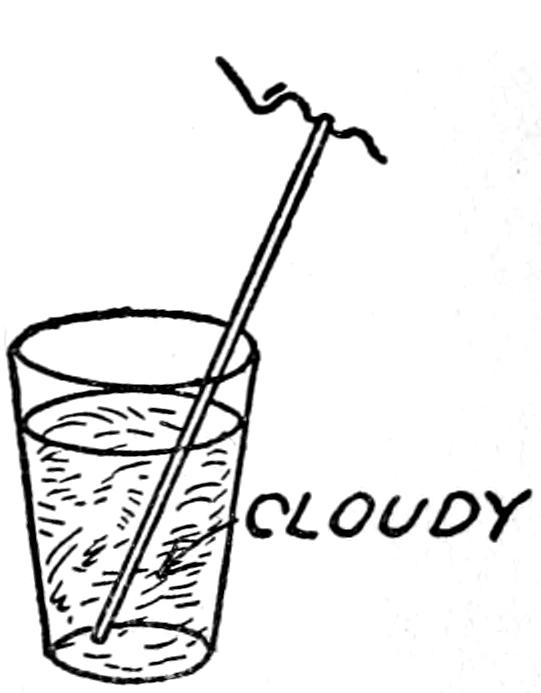 |
| BEFORE BLOWING THROUGH STRAW | AFTER BLOWING THROUGH STRAW |
Fig. 118. the oracle of amor, or are you in love?
—To perform this chemical trick get 50 grams of good quicklime and powder it in a pint milk bottle. Let it stand for 24 hours and shake it every once in a while. Let it stand another 24 hours and then pour off the clear solution, which is called lime[281] water[121] and this is the common name of mystic milk.
[121] You can buy it in a drug store all ready to use.
—In the first place the lime in the water is calcium hydroxide and when you blow through the lime water the carbon dioxide in your breath acts on the calcium hydroxide and forms a white insoluble powder commonly known as limestone.
Since the calcium carbonate does not dissolve in the water it remains suspended in the solution and this gives it an opalescent hue that doth verily look like the lactic fluid which is white but woe unto the milkman who sells it as such.
—By pretending you can tell which boys and which girls are in love hand around several glasses of ordinary water and as many of clear lime water. You must see to it, of course, that those whom you want to make believe are in love are given the lime water; then have everybody blow and it is a sure sign that those who change the water into milk are in love.
—The Effect.—You show an empty bottle, or Florence flask, and then push a cork with two holes in it into the mouth of the bottle. Next push a glass tube having a nozzle on one end through one of the holes in the cork until the nozzle nearly touches the bottom of the bottle.
Through the other hole in the cork push a medicine dropper, or fountain pen filler. The end of the long tube projects down into a bowl containing water which[282] you have colored blue[122] either with indigo or with copper sulphate or you can make a beautiful violet by dissolving in it a little potassium permanganate. The arrangement of the apparatus is shown at A in Fig. 119.
[122] Any kind of colored water will do for this experiment.
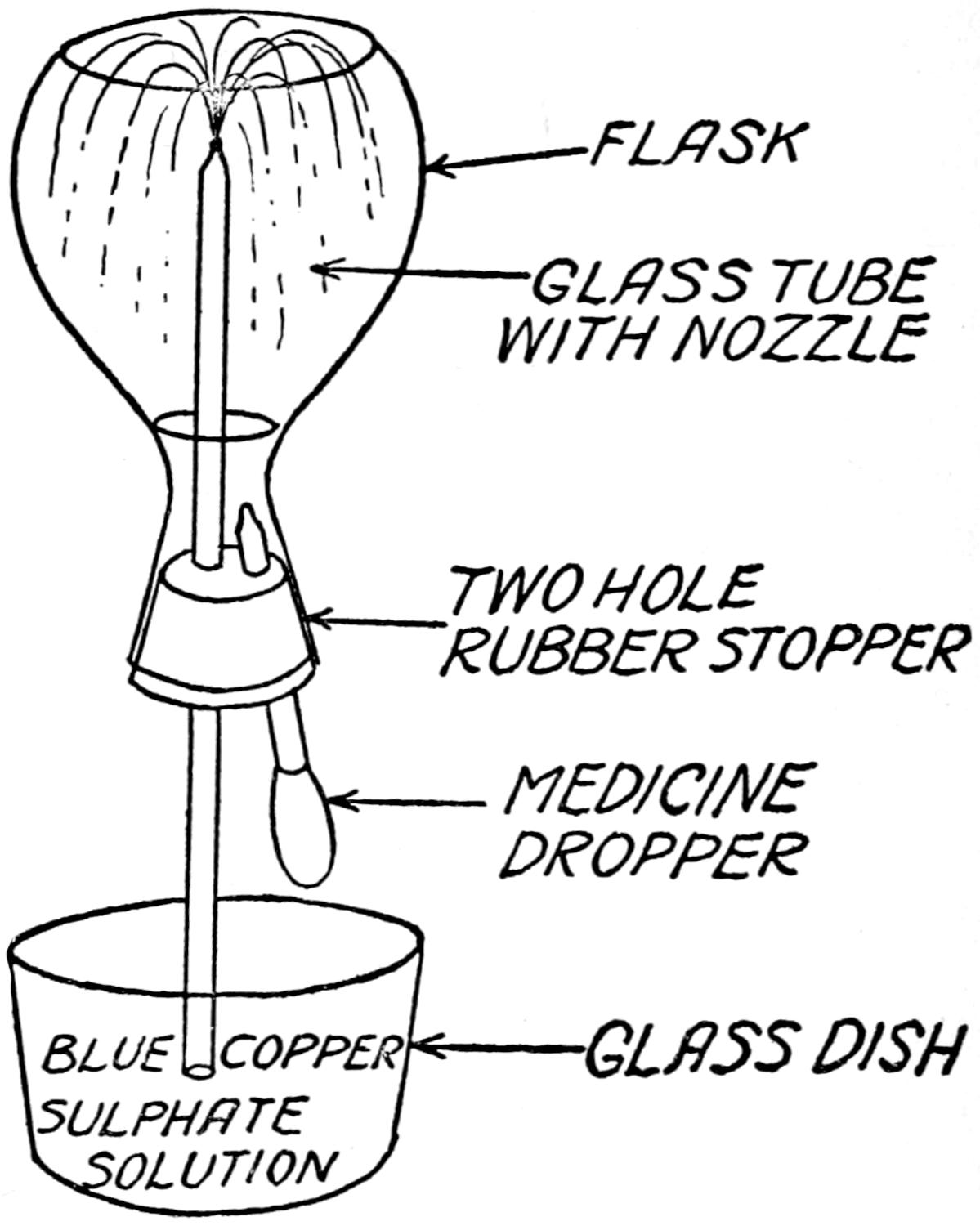
Fig. 119a. the mystic fountain
Now when you squeeze the bulb of the medicine dropper the colored water rushes up the tube and squirts out of the nozzle into a pretty fountain until the flask is nearly full.
—Instead of the bottle being empty as[283] it looks to be, you have previously filled it with hydrogen chloride gas of which 500 volumes will dissolve in 1 volume of water.
The medicine dropper is filled with water and when you squeezed it a few drops of water is forced into the bottle and dissolves a large part of the gas that is in it. This leaves a vacuum when, of course, the atmospheric pressure on the colored water in the bowl forces it up through the nozzle to fill the vacuum.
Fig. 119b. making hydrogen chloride gas
This water dissolves the rest of the gas in the flask and more water is forced up until the bottle is nearly full of it, all of which produces a very mysterious and at the same time a mighty pretty effect.
—To make this gas take another bottle and fit a two hole stopper into it; in one hole put a funnel and in the other an L tube as shown at B 119.
In the bottom of the bottle put ¹⁄₃ of a cup of common[284] table salt; put a straight tube down into the Florence flask you want to fill and connect this tube and the L tube with a piece of rubber tube as is also shown at B.
The apparatus set up, pour sulphuric acid down the funnel, a very little at a time until the salt is all gone and then fit the cork with the long nozzle tube and the medicine dropper in it, into the mouth of the bottle filled with the hydrogen chloride gas.
—The Effect.—Show a dish of soap-suds and then blow bubbles with the apparatus described below.
When the bubbles take on a size of about 3 inches in diameter shake them off and they will rise slowly and gracefully in the air. Before they get out of reach touch them with a long lighted taper and they will explode viciously with a sharp report like that made by a revolver.
—The bubbles are filled with a mixture of hydrogen gas and oxygen gas and when these two gases are simply mixed they form a very explosive compound which is called detonating gas.
When the flame is brought close enough to the bubble it fires the gases in it, and they explode and combine chemically to form water. The apparatus necessary to do this experiment with is shown in Fig. 120.
It consists of (1) a hydrogen gas generator and (2) an oxygen gas generator.
The hydrogen bottle or flask is fitted with a two hole[285] stopper through which runs a glass funnel and an L tube just as described in the fountain experiment and shown at B in Fig. 119. Connected to the L tube is a length of rubber tubing into the other end of which another L tube is fitted.
The oxygen bottle or flask is fitted with a single hole stopper which has an L tube running through it as shown at B in Fig. 119. Connected to the L tube is fixed another length of rubber tubing and in the free end of this is fixed another and shorter L tube. Now place the two short L tubes side by side and cement them together with sealing wax. A long length of rubber tube is forced on over the ends of the double tube and, finally, a clay pipe is fitted into the free end of the rubber tube, all of which is shown in Fig. 120.
Fig. 120. the vicious soap bubbles
Set the bottles or flasks as far apart as possible and in the hydrogen bottle put a handful of granulated[286] zinc. Dilute hydrochloric acid[123] is poured down the funnel on the zinc when hydrogen will be set free, or generated as it is called.
[123] If you want to buy dilute hydrochloric acid ask for normal hydrochloric acid.
Put a small handful of a mixture of 2 parts of potassium chlorate and 1 part of manganese dioxide, finely powdered, in the oxygen bottle and then set a Bunsen burner under it when it will give off oxygen. When the two gases leave the short L tubes they mix in the long rubber tube and by the time they reach the clay pipe you will have detonating gas all right.
—Do not bring a flame anywhere near the apparatus and as a further precaution wrap a thick towel around the hydrogen flask.
The bubbles that are blown rise in the air because both the hydrogen and the oxygen are lighter than the air.
—The Effect.—A pitcher is shown full of emptiness and then a cardboard wheel, 4 inches in diameter, with buckets, or cones 1 inch high and ³⁄₄ inch across glued to the rim and which is mounted on a wire so that it can be revolved, is passed for examination.
Placing the wheel on the table you hold the empty pitcher above it and pour out nothing on it when the wheel will turn round just as though you were pouring water on it. It is indeed uncanny. The idea is shown at A in Fig. 121.
—But it is all canny enough when you[287] know how it is done. While the pitcher is apparently empty you have, forsooth, previously filled it with a gas called carbon dioxide. This gas is 1¹⁄₂ times as heavy as air.
The cardboard wheel does not move in the air because the latter pushes on all parts of it equally. When, however, you pour the carbon dioxide gas on it from the pitcher, since it (the gas) is heavier than the air it fills the little buckets and makes them heavier just as surely as if you poured water on them; and hence the wheel revolves.
Fig. 121. the uncanny wheel
—Take a perfectly dry bottle or flask of the kind shown in the fountain experiment; fit it with a single hole stopper and push a glass tube through it until it nearly touches the bottom as pictured at B.
[288]
Set the bottle at a slant and put a mixture in it of equal amounts of powdered copper oxide (that is cupric oxide) and wood charcoal. Heat this mixture over a Bunsen burner until it glows and for a few minutes longer; the bottle will then be full of the carbon dioxide gas.
Pour it into a glass pitcher and put a sheet of glass over it to keep the air away from it until you are ready to perform the uncanny experiment.
—A travelogue is simply a talk on travel, or on a country, illustrated with pictures of some kind.
To be able to give a travel talk does not mean necessarily that you must have traveled or been in the country you are going to tell about but if you have done neither, it does mean that you must read up on it.
To do this get several good books on whatever country you intend to talk on, read them carefully, and then outline a route just as though you had gone over it yourself, but this must of course conform to the pictures you can get.
Now there are four methods you can follow to show a series of pictures and you can make your choice according to the amount of money you want to invest in it.
(1) The first and least expensive way is to cut a dozen or twenty pictures out of magazines, arrange them according to your route and build up your talk around them. As you describe each place pass the[289] pictures, which should be mounted on cardboard, in turn to each person present.
(2) A better way is to get a set of stereographs of the trip or the country you are to talk on and a stereoscope[124] and pass the picture showing the view and the instrument to each person present.
[124] A stereoscope and the stereograms can be bought from Underwood and Underwood, 417 Fifth Ave., New York, or Sears, Roebuck and Co., Chicago, Ill.
Each stereograph, as the picture is called, is formed of two pictures of the same scene made from slightly different viewpoints and when the observer looks through the lenses at them they blend into one image when the scene stands out wonderfully clear and apparently in three dimensions. The only drawback of the stereoscope as an aid to a travel talk is that only one person can look at a picture at a time.
(3) A far better plan than either of the above schemes is to make a reflectoscope[125] as described in the chapter called Some Kinks in Photography. You can show any kind of a picture in a reflectoscope if it is not larger than 3×5 inches but picture postcards are especially good to use for a travelogue or a talk of any kind and they show up nicely when thrown on a screen with a reflectoscope.
[125] You can buy one of the Bausch and Lomb Optical Company, Rochester, New York, and you can get post-card views for it of the Post-Card Store, 946 Broadway, New York.
(4) Finally either make, or better, if you can afford it, buy, a magic lantern[126] that will take the regular[290] full size lantern slides, namely, 3¹⁄₄ × 4¹⁄₄ inches square. Sets of lantern slides[127] for travelogues or talks on any subject can be rented cheaply and in these days of cheap electricity you can throw a picture on the screen so big and bright and real that your offering is bound to be a success.
[126] For magic lanterns and slides address the Charles Beseler Co., 131 East 23rd Street, New York.
[127] Sets of lantern slides can be rented of the Charles Beseler Co., 131 East 23rd Street, New York City.
—Experiments in electricity are always interesting to all however young or old, for of all the powers that have been harnessed by man it is the least tangible and yet the effects produced by it are the most spectacular.
Now there are some very extraordinary effects that you can show with static electricity[128] which do not require apparatus of any kind as you will presently see, but if you will make or buy a ¹⁄₂ inch induction coil[129] you can perform a series of classic experiments that will create a profound and lasting impression on all who see them.
[128] Many experiments with static electricity will be found in The Book of Electricity by the present author and published by D. Appleton and Co.
[129] Complete instructions for making an induction coil will also be found in The Book of Electricity.
—Did you ever rub a cat in a dark room in the winter and see the sparks fly? Well this is one way to make electricity without apparatus though you need a cat[130] to do it with.
[130] A cat is not apparatus but only a kitten growed up.
—But you can make a lot[291] of electricity by simply rubbing a newspaper if you know how to rub it and it is perfectly dry.[131]
[131] Winter is the best time to do experiments in static electricity.
A—ELECTRIFYING A STRIP OF NEWSPAPER
B—ELECTRIC ATTRACTION
Fig. 122. the electrified paper
Tear off a strip of newspaper, lay it flat on a table and rub it with your finger nails as shown at A in Fig. 122. When you try to take the paper from the table you will find that it sticks to it quite tenaciously. This is because you have positively electrified the paper when you rubbed it and the surface of the table under it is negatively electrified by induction.[132] Now since positive and negative electricity attract each other, the paper and the table are pulled together.
[132] The theory of induction is simply explained in The Book of Electricity by the present author.
[292]
—This is an experiment that will make your gathering giggle just as school girls giggle when they have their tintypes taken—that is without any real reason except that the idea strikes their mental funny bones.
[133] Since the paper is positively electrified the person must be negatively electrified.
To perform this experiment electrify a strip of newspaper as above and then hold it close to some one’s face; instantly there will be a mutual attraction between them and the paper will be drawn to and stick to his or her cheek. Put an electrified paper on the cheek of each person present as shown at B and tell them they belong to the same club. This will get a laugh but it will not lessen their interest in the experiment in the least.
—Electrify two strips of newspaper this time and hold them together by the ends. Instantly the free ends of the papers will fly apart for like signs of electricity repel each other.
That is, since both strips of paper are positively electrified and hence are of like signs, they repel each other. If they were negatively electrified they would repel each other just the same. In either case it shows that there is a force acting across the space between the two strips of paper.
—With a dry battery of two or three cells, an electric bell, a common steel magnet and an electromagnet, all of[293] which you can easily make or buy[134] for a dollar or so, you can provide entertainment enough for ¹⁄₂ an hour’s demonstration, and food for thought to last a year.
[134] The L. E. Knott Apparatus Co., Boston, Mass., and The Manhattan Electric Co., Park Row, New York, sell all these things.
—An induction coil is an apparatus for changing a direct low pressure, but large quantity current from a battery into an alternating high pressure but small quantity current, which is called high tension, or high potential, electricity.
With an induction coil you can make any number of wonderful experiments such as miniature streaks of lightning, lighting up Geissler tubes, which produce brilliant and beautiful colors showing the electric discharge in gases, etc., etc. By fixing these tubes to a small electric motor[135] so that they can be revolved while the high tension current is passing through them, the effects are further heightened.
[135] A small electric motor can be bought for $1.00 of any dealer in electrical supplies or of the Manhattan Electrical Supply Co., Park Row, New York.
—All you have to do to make your induction coil into a wireless transmitter, that is, the sending apparatus, is to put a couple of brass balls on the points of the spark-gap, fasten a wire to one of them and the other end to a nail in the wall near the ceiling and then connect the other one with a wire which ends in a small sheet of brass or[294] copper that rests on the floor as shown at A in Fig. 123.
To make a receiver that will tap out the signals you send on your transmitter, you will need (a) a coherer, (b) a relay, (c) an electric bell and (d) a dry cell. You can make the coherer but the other three pieces of the apparatus you had better buy.

Fig. 123. a simple wireless demonstration set
For the coherer cut off a piece of brass rod ¹⁄₈ inch in diameter and 1¹⁄₄ inches long, file the ends off even and slip them through the holes in the binding post. Put a pinch of nickel and silver filings into a piece of glass tubing about an inch long and push the ends of the rod into the tube with the filings between them.
Screw the rods into a couple of binding posts set 2 inches apart on a block as shown at B and your coherer is done.
Connect up the coherer, relay, tapper and dry cell[295] on a board as shown in the wiring diagram at C; fasten a wire to one of the rods of the coherer and to a nail near the ceiling; fix a wire to the other coherer rod and to a small sheet of brass or copper which rests on the floor.
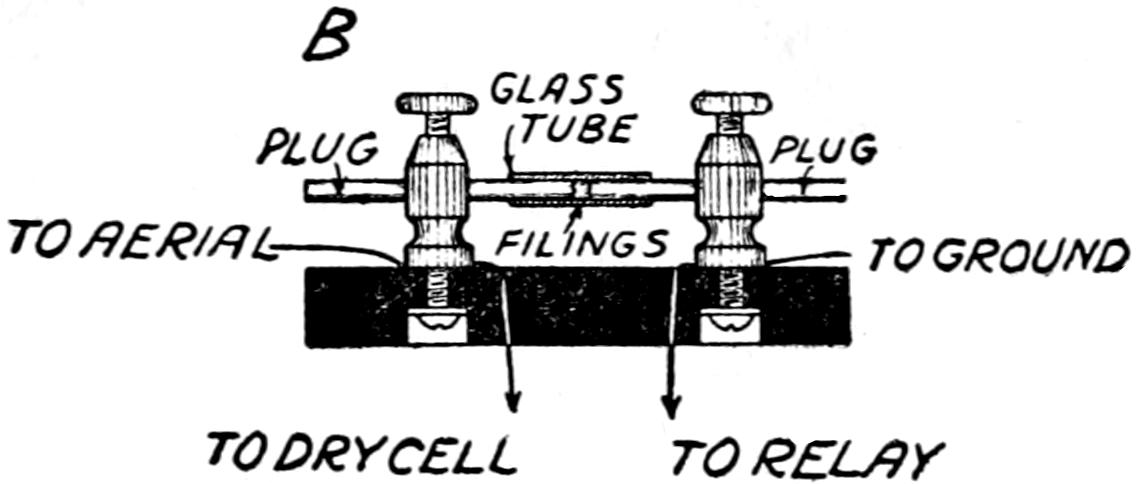
Fig. 123b. cross section of the coherer showing its construction
Now when you press the key or button of the sender, which is on one side of the room, the bell of the receiver, which is on the opposite side of the room, will ring out a signal. The fact that there are no wires connecting the sender with the receiver will create much wonder.
The theory of wireless telegraphy is rather deep but you will find it simply explained in my Book of Wireless published by D. Appleton and Co., New York City.
—Many years ago when P. T. Barnum was exhibiting a sacred white elephant, which was nothing more nor less than a small Indian elephant covered with whitewash, and the good folks were breaking their necks to pay their hard-earned coin to see it, the great showman remarked that “the American people love to be humbugged.” And they[296] do. Now palmistry is a kind of mild humbuggery on a small scale and for an evening of fun and bunkum-squint you can’t find anything to beat it.
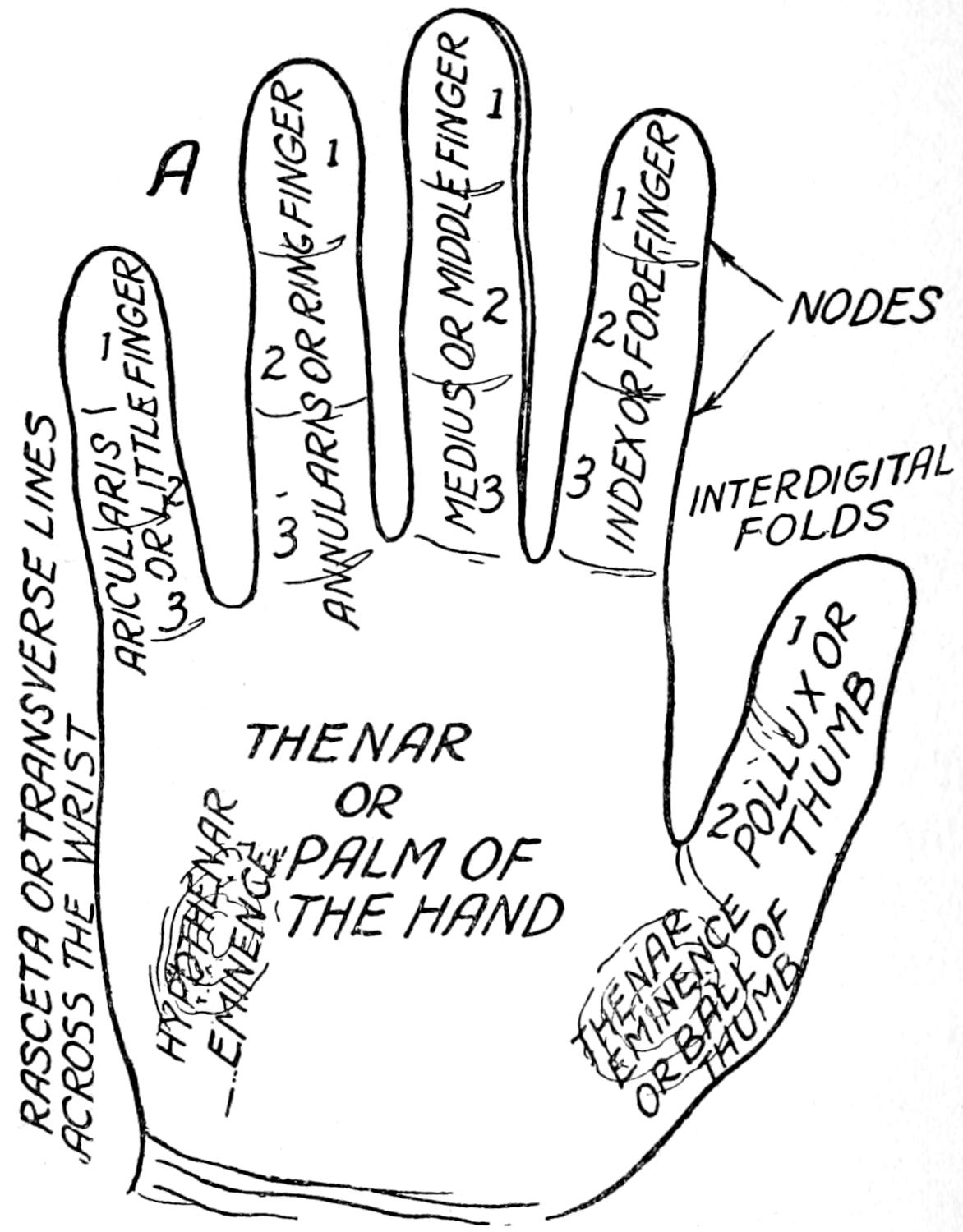
Fig. 124a. the parts of the hand named according to science
First of all there are three words that are constantly used in the art which you must know how to pronounce correctly or you will surely show your ignorance. The first is palm, pronounced pom; the second is palmist, pronounced pol´-mist, and the third[297] is palmistry, which is pronounced pol´-mis-try; now be sure to say them right.
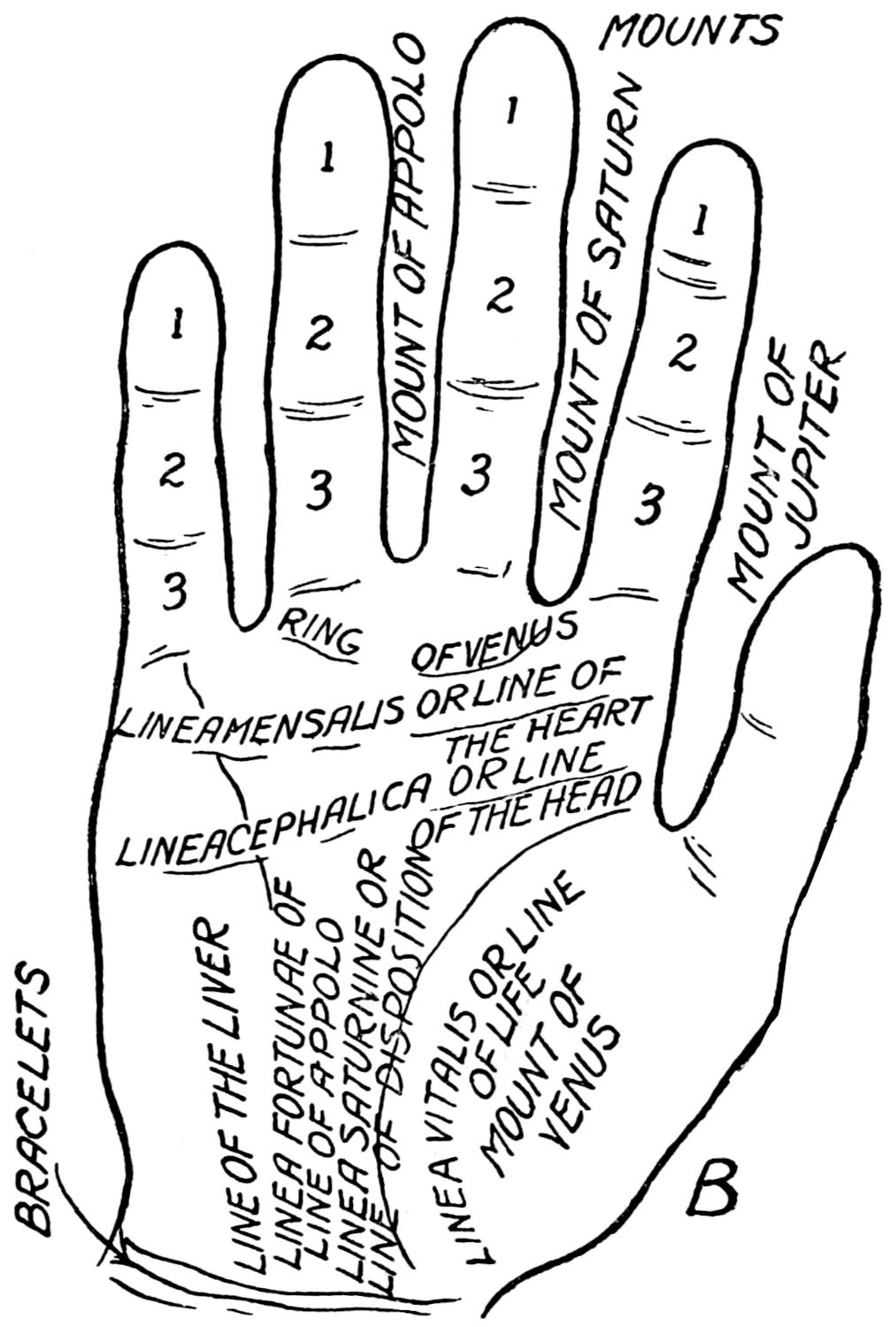
Fig. 124b. the parts of the hand named according to palmistry
While nearly every one believes in palmistry there is nothing in it in-so-far as it is possible to read a person’s character or to divine one’s future by means of it; but there are some things you can tell from the hand you are reading and these are if its owner is or is not in good health and whether the brain that goes[298] with it is mechanically inclined or is of an artistic temperament.
Further you can gather—not from the hand but from the face, stature, carriage, and mannerisms of the boy or girl or the man or woman whose hand you are supposed to be reading—a good deal about his or her temper and temperament and also about her or his foibles and peculiarities. In fact the palmistry of the palmists is simply a study in deduction, very much a la Sherlock Holmes, of the person as a whole, and it is by no means limited to an investigation of the hand alone.
—There are two things which you should learn before you begin to read palms and these are (1) the names of the different parts of the hand, and (2) the lines and mounts of the hand.
The names given and the corresponding parts of the human hand are shown at A in Fig. 124; these are the scientific names and you will add very greatly to your stock of knowledge to get them down by heart.
The names, of the lines and the mounts of the hand are given and shown at B and these are the terms that are used by palmists. You will observe that the eminences are called mounts and these are named after the planets of the solar system, for the ancients supposed that they were inter-related. To get by as a palmist it goes without saying that you must have these all down pat.
To find out what kind of health the subject is in,[299] grip the hypothenar eminence, which is the side of the hand opposite the pollux, or thumb, between your thumb and fingers and squeeze it a little; if it is perfectly firm and the palm has a good healthy color you are quite sure that its owner is in good health, but if the flesh is soft and is not elastic and if the palm is pale and bloodless you will be quite right in saying that the subject’s health is not good, nay worse, it is even bad, and you will not offend your subject by so saying.
The length of the life line is supposed to determine how long the subject who owns it will live but even if you find one broken off short never tell the person that he or she will live only a short time. Indeed to be a successful palmist tell every one whose hand you read that she or he will live to be anywhere from 80 to 108, and you’ll be on the safe side.
The line of the heart, according to palmistry, indicates the affections and passions of a person. Always tell a fellow that he is a great lover and that he is constant, but you can say to a girl that she is capricious, which means about the same thing as being fickle, and both the man and the maid will be highly pleased. The line of Saturn is the line of disposition and you must always make the subject just as sweet and angelic as possible unless you want her to break up the séance[136] then and there and hold a wake to prove you’re right.
[136] A sitting given by a medium or a palmist is called a séance (pronounced say´ance).
[300]
Apollo, as the line of fortune is called, is a good one to talk at length on; you can tell every subject that he or she has had bad luck, but that fortune will follow; that he or she will marry a pretty girl, or a handsome man as the case may be, live in New York if already living in the country and the other way about—for everybody wants to live anywhere except the place he is in—and don’t forget to say “you’ll live happily ever after.”
Since folks will foolishly believe in palmistry don’t try to convince them to the contrary, but while there is nothing in it, when you play palmist tell them only the nice, pleasant things and you will then be doing them a real service.
Just two more pointers on the ignoble art of palmistry and these are (1) read the palms of each one present right out loud before the whole gathering, and (2) be mighty careful that the single girls and married ladies do not switch rings and so lead you into the trap of thinking that the former are enjoying a state of connubial felicity (whatever state[137] that may be) and that the latter are living in a territory[138] of single blessedness.
—For your final evening entertainment give a thumb-nail lecture on steam and the steam-engine.
You will find every one is interested in steam because it is one of the great prime movers but there are[301] very few people indeed who have any idea of how a steam engine works.
If you will do exactly as I tell you, you can talk on and demonstrate the principles of a steam engine so that, whatever the age of your listeners, they will know, when you are through, exactly how and why a steam engine runs and develops power.
—The engine I shall tell you how to build is not a model that runs by steam,[139] but one made almost entirely of wood and the purpose of it is not actually to produce power but to show exactly how it works.
[139] How to build model steam engines and all other kinds is explained in my new book Engine Building for Boys, published by Small, Maynard and Co., Boston, Mass.
To the end that this may be done the cylinder and steam chest are split-down the middle lengthwise so that the inside of them can be clearly seen and the movements and functions of the piston and the slide valve in these parts will be clear.
Make the cylinder first and the easiest way to do it is to saw out two disks of wood for the cylinder heads of ³⁄₄ inch thick stuff, 4¹⁄₂ inches in diameter and bore a ⁹⁄₁₆ inch hole through the center of one of them for the piston to slide through, as shown at A, C and F in Fig. 125. Turn, or whittle out a piece of wood for the stuffing box,[140] 1 inch in diameter and ¹⁄₂ inch long, and bore a ⁹⁄₁₆ inch hole through the center of it and glue it to the center of the cylinder head so that the holes are exactly in a line as shown at A and F.
[140] A stuffing box on a real steam engine is to keep the steam in the cylinder and steam chest from leaking past the piston rod and the slide valve rod.
[302]
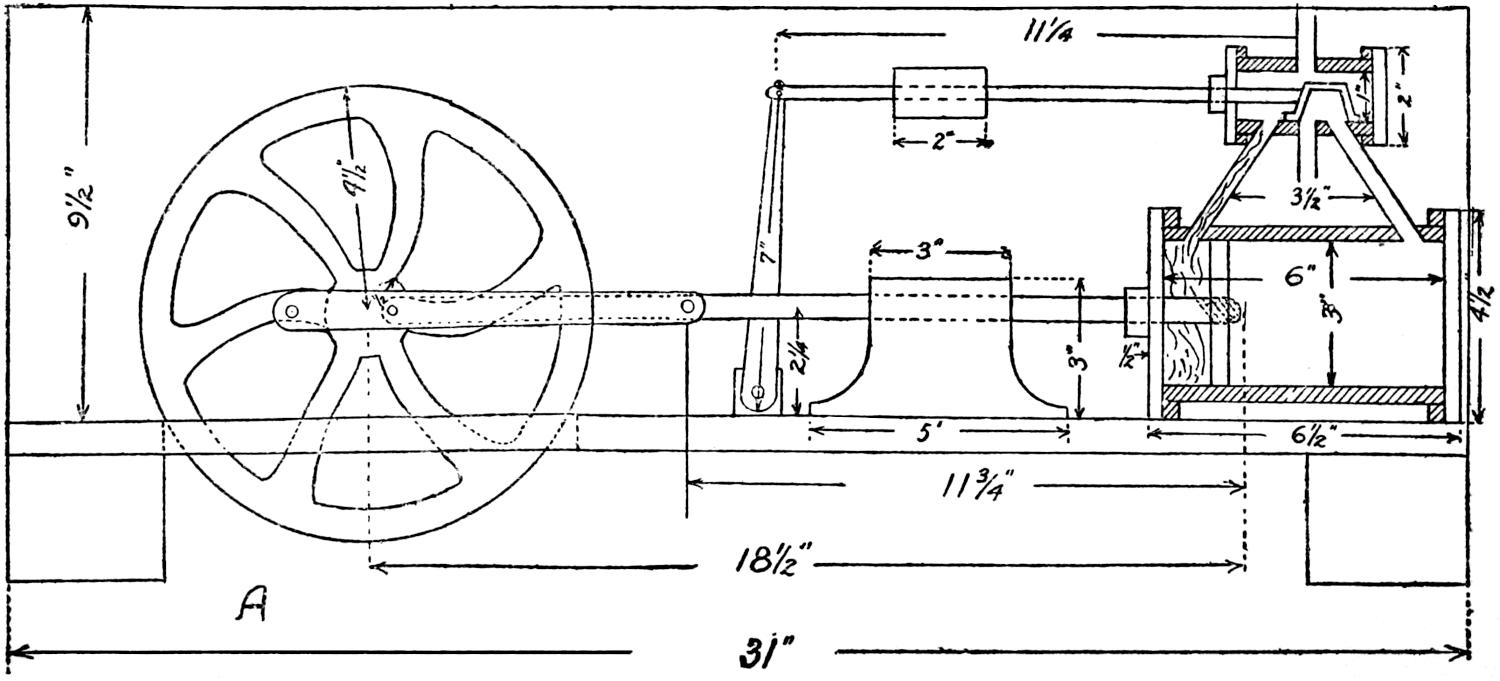
Fig. 125a. working drawings for the demonstration steam engine. cross section side view of the engine
[303]
Next saw out two rings of ¹⁄₄ inch thick wood, make the outside 4¹⁄₂ inches in diameter and the inside 3 inches in diameter, see C, and glue one of the rings to each end of the cylinder heads. Now cut out of a sheet of thin cardboard, or better of tin, a piece 5³⁄₄ inches wide and 6 inches long; cut two holes ¹⁄₂ an inch in diameter and have the center of each hole ¹⁄₂ an inch from one of the long edges and ⁷⁄₈ inch from each of the short edges as shown at D.
The next thing on the list is the piston and the piston rod. For the piston, saw out a disk of wood 3 inches in diameter and bore a ¹⁄₂ inch hole through it in the center. The piston rod is simply a piece of wood ¹⁄₂ an inch in diameter and 12 inches long; cut a slot in one end ¹⁄₈ inch wide and ¹⁄₂ an inch deep and bore a ¹⁄₁₆ inch hole through it as shown at C. Put the piston inside of the cylinder, slip the piston rod through the hole in the cylinder head, smear some glue on the end of it and fit it into the hole in the piston.
The steam chest is next in order; for it use ³⁄₁₆ inch thick wood and saw out four pieces 2 inches square; two of these pieces are for the heads of the steam chest, as shown at A and B, and in the center of one of them drill a ³⁄₈ inch hole for the slide valve rod to go through. Turn, or whittle out, a piece of wood for the stuffing box ¹⁄₂ an inch in diameter and ¹⁄₂ inch long, bore a ³⁄₈ inch hole through the center of[304] it and glue it to the center of the steam chest head that has the hole in it as shown at A, C and F.
Saw two holes 1¹⁄₂ inches square out of the other two 2 inch square blocks and glue these to the steam chest heads. Now make a trough of ¹⁄₄ inch thick wood, or of cardboard or tin, 1¹⁄₂ inches square, outside measurement, and 2³⁄₄ inches long; this is for the sides of the steam chest; as shown at A and F.
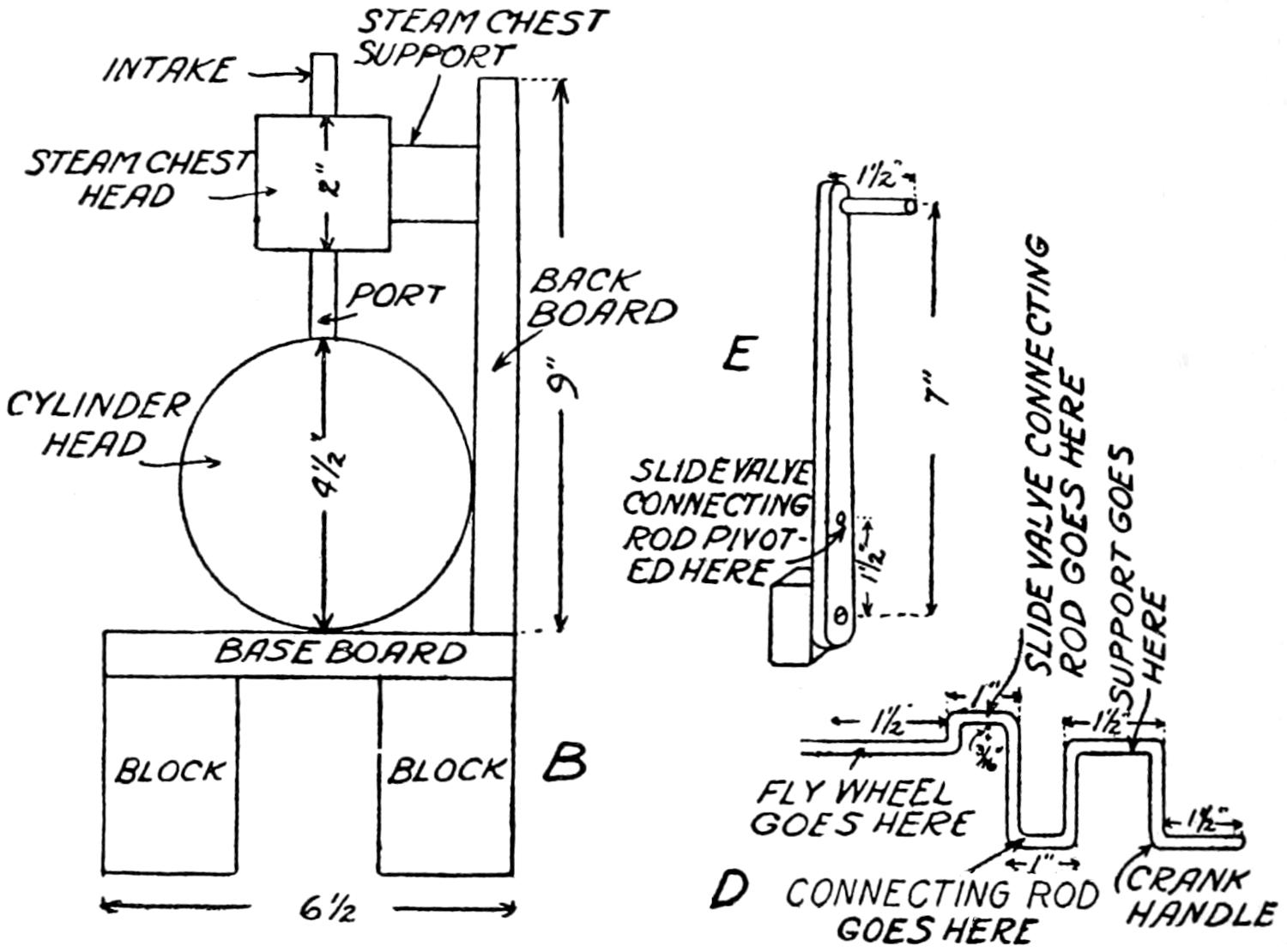
Fig. 125b. end view of the engine. d. the crank shaft. e. the rocker arm
Bore a ¹⁄₂ inch hole in the center of the top of the trough; this hole is for the intake port, that is the opening through which the steam flows from the boiler into the steam chest. Bore three ¹⁄₂ inch holes in a line in the middle of the bottom of the trough as is also shown at A and F. The two holes nearest the ends are the ports to let the steam into and out of the opposite ends of the cylinder, and the central hole, or port, is the exhaust port C.
[305]
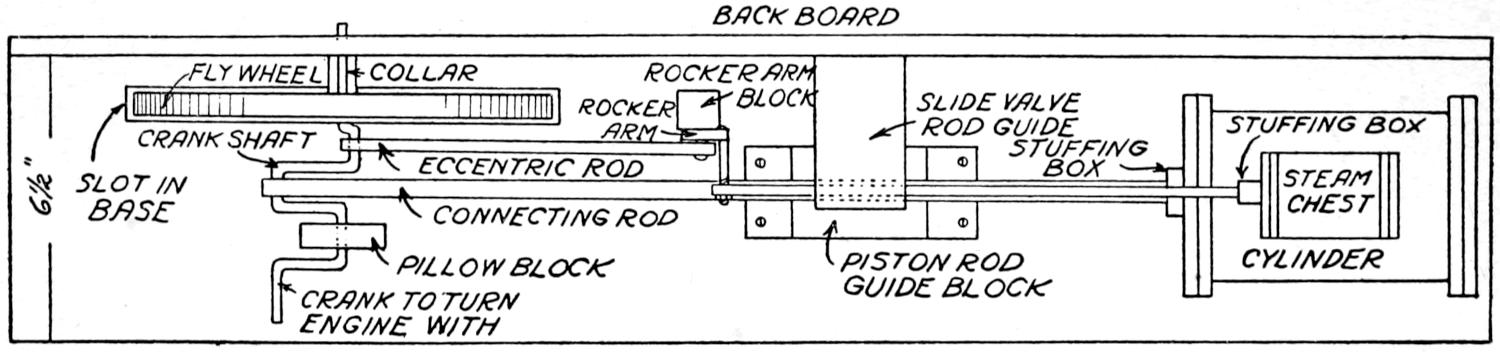
Fig. 125c. top view of the engine
[306]
Next make the slide-valve; use ¹⁄₈ inch thick wood and make it ³⁄₄ inch high, 1 inch wide, and 1¹⁄₂ inch long on top and 2 inches long on the bottom; the bottom, as you will observe at A and E, is cut out so that it will cover one of the cylinder ports and the exhaust port at the same time and you need put only one side on it.
The slide valve rod is a piece of wood ¹⁄₄ inch in diameter and 11¹⁄₂ inches long. Whittle or plane one end flat and drill a ¹⁄₈ inch hole through it. This done, set the slide valve in the steam chest; slip the slide valve rod through the head and glue it to the slide valve.
Now make four tubes or pipes of cardboard or tin ¹⁄₂ an inch in diameter, and have two of them 1¹⁄₄ inches long and the other two 3 inches long; when you have formed all of them cut a strip ¹⁄₂ inch wide out of each one lengthwise; the purpose of which is to show that they are hollow.
When you have the tubes done glue, or otherwise fix, one of the short ones into the intake port of the steam chest and the other short one into the middle, or exhaust port in the bottom of the steam chest; then glue, or fix the two long tubes into the end holes, or ports, of the steam chest and the holes in the cylinders.
Saw out a guide block for the piston rod to slide[307] through, 2 inches wide, 3 inches high, 3 inches long on top and 5 inches long on the bottom as shown at A and C, and bore a ³⁄₈ inch hole through the middle of the top of it lengthwise so that the center of the hole will be exactly 2¹⁄₄ inches from the base line.
Likewise saw out a guide block for the slide valve rod and make it 1 inch wide, 2 inches long and 3¹⁄₄ inches high and drill a ³⁄₈ inch hole through the middle of the top of it lengthwise so that the center of the hole will be exactly 2¹⁄₄ inches from the back board to which it is fixed.
Next cut out a rocker arm of a ¹⁄₄ inch thick piece of wood and have it ³⁄₈ inch wide at one end, ³⁄₄ inch wide at the other end and 7 inches long; drill a ¹⁄₈ inch hole in each end and a 1¹⁄₈ hole 1¹⁄₂ inches from the large end; pivot the small end to the end of the slide valve rod with a machine screw having a nut on the end of it.
Cut out an eccentric rod ¹⁄₄ inch thick, ³⁄₈ inch wide and 8¹⁄₂ inches long, and drill a ¹⁄₈ inch hole at each end so that their centers will be exactly 8 inches apart: pivot one end of this rod to the second hole in the rocker arm with a machine screw as before. Saw out a pivot block 1 inch square and drill a ¹⁄₈ inch hole through the center of it and pivot the lower end of the rocker arm to it with a screw.
Make a connecting rod, to couple the piston rod to the crankshaft with, ³⁄₈ inch thick, ¹⁄₂ an inch wide at one end, ³⁄₄ inch wide at the other end and 9 inches long; whittle or plane down the small end so that it[308] will fit easily into the slot in the end of the piston rod and drill a ¹⁄₈ inch hole in each end so that their centers are precisely 8¹⁄₂ inches apart.
The crankshaft can be made of a piece of ¹⁄₈ inch thick wire 13 inches long which must be bent to the exact shape shown at D; before it is thus bent, however, slip the wire through the hole in the end of the eccentric rod and then bend the crank on it.
Saw out a flywheel of ¹⁄₂ inch thick wood, 8 inches in diameter, drill a ¹⁄₈ inch hole through its center and force it on over the wire forming the crankshaft; then slip the end of the connecting rod on the other end of the crankshaft wire and bend it to form a crank.
The front end of the crankshaft must be supported by a pillow block just as it is in a real engine, but the rear end is held in place by a board screwed to the back of the base. This block is ¹⁄₂ an inch thick, 1 inch wide at the top, 2 inches wide at the bottom and 3 inches high; drill a ¹⁄₈ inch hole in the top of it exactly 2¹⁄₄ inches from the base line and slip this over the end of the crankshaft next to the connecting rod.
The last thing to be done is to make a base to mount the parts of the engine on; this is a sort of a shelf and it is built up of a board ³⁄₄ inch thick, 6 inches wide and 31 inches long for the base. Saw a slot in it ³⁄₄ inch wide and 9 inches long in one corner, 2 inches from one end and ¹⁄₂ an inch from the side; this is for the fly-wheel to set in.
[309]
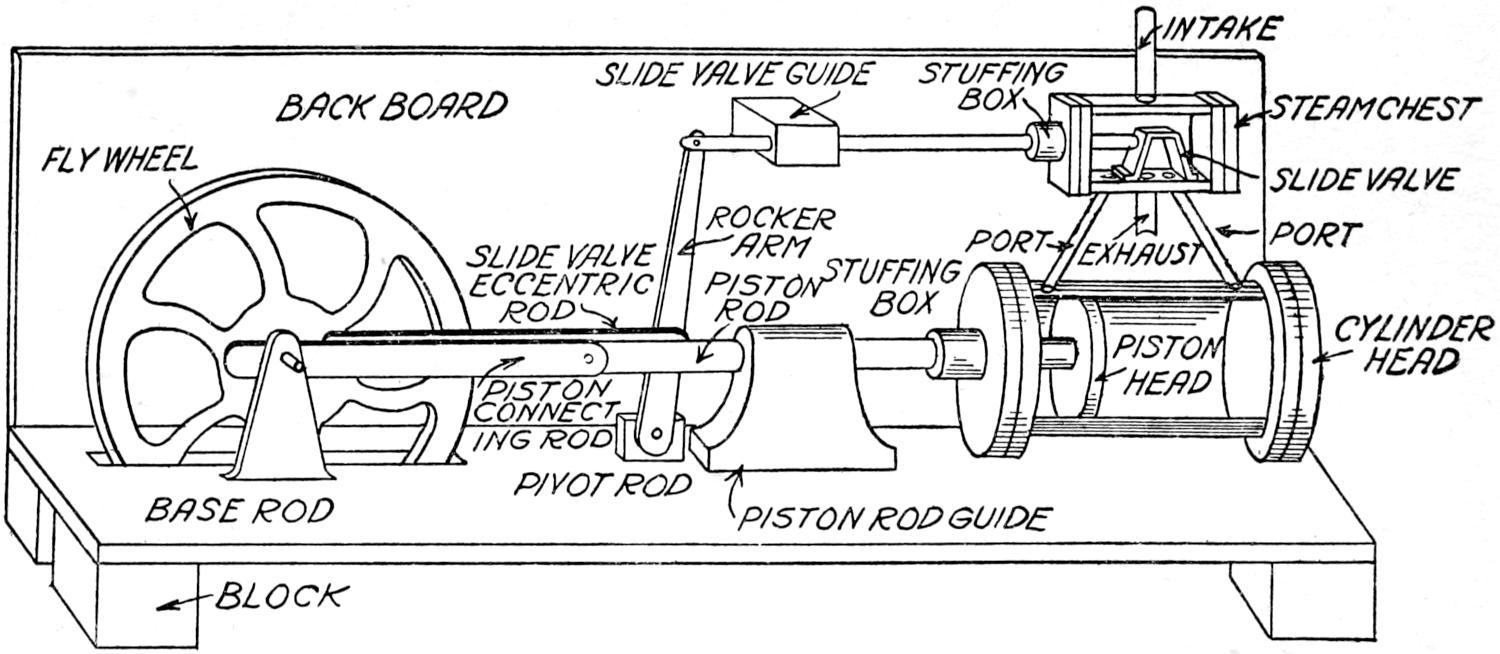
Fig. 125f. the steam engine ready to demonstrate
[310]
Screw a back to it ¹⁄₂ an inch thick, 10 inches wide and 3 inches long; this must be perfectly rigid and if necessary you can brace it with angle blocks. Finally glue four legs 1 inch square and 2¹⁄₂ inches long on the corners of the base-board.
To put the engine together, or assemble it as it is called, screw the cylinder to the base-board, then glue or screw the piston rod guide block to the base; the slide valve rod guide block to the back board, and the pivot block for the rocker arm to the base-board.
Drill a ¹⁄₈ inch hole in the back board 2¹⁄₄ inches up from the base-board exactly 16¹⁄₂ inches from the front cylinder head; put one end of the crankshaft in the hole and slip the other end of it into the pillow block; see that all is in a line and that the flywheel clears the sides of the slot in the base-board. Then it is all done and will look like F.
—Now if you will turn the flywheel around with your hand, or better, belt a small electric motor to it, you will see exactly how the slide valve opens first one port in the cylinder and then the other and that when the port is open which gives a clear path for the steam to flow from the steam chest to the cylinder, the other port is connected to the exhaust pipe, when the used steam passes into the open air.
When you know all about it you are then ready to give your last evening divertisement and for the time being to say Good-by.
THE END
[311]
Depending on the hard- and software used and their settings not all elements may display as intended. Indications of scale or size in illustrations are not necessarily correct but will depend on display size and zoom factor.
Unusual, archaic and inconsistent spelling and hyphenation have been retained. The inconsistent numbering of illustrations has not been standardised. The (minor) differences in wording between the Table of Contents, List of Illustrations and Index compared to the text have not been standardised, except as mentioned under Changes below
Page 20, ... the last part of Chapter III: Chapter III deals with other subjects; possibly the reference should be to Chapter V.
Page 26, Footnote [10]: The section Designs for Scroll Sawing may be found on page 30, the footnote anchor as printed in the source document should probably have been printed after item (f). The hyperlinks have been provided accordingly.
Page 53, Fig. 26C: Benzine and alcohol are as printed in the source document.
Page 157 and Index, Johanne Gutenburg: as printed in the source document.
Page 163, item F: A16 is possibly an error for 16A.
Page 164, item H: the number of As was illegible in the source document; item J: 11a 20a is possibly an error for 11A 20a.
Page 180, Du Pont Febrikoid Co.: probably an error for Du Pont Fabrikoid Co.
Page 207 and 208, footnotes [98] and [98a]: the source document has two anchors for this footnote. For this text the second instance has been renamed 98a, the footnote has been repeated.
Page 260, The harp is shown complete at C: Figure 109c does not show the complete instrument, and there does not appear to be another figure that does.
Page 276, Fig. 116: Presumably the dimensions provided are in feet rather than inches.
Changes made
Illustrations, tables and footnotes have been moved out of text paragraphs. The footnotes in the source document were not numbered consistently, they have been renumbered for this text.
Several obvious minor errors in typography and punctuation have been corrected silently.
Texts in dashed boxes under illustrations have been transcribed from the illustration, and do not occur as texts in the source document.
Page 3, illustration: items B and C interchanged.
Page 14: Removing Dust from Tools changed to Removing Rust from Tools.
Page 46: ... as you will see in Fig. 21 ... changed to ... as you will see in Fig. 22 ....
Page 57: ... a ball pein hammer which weights ... changed to ... a ball pein hammer which weighs ....
Page 84: repousage changed to repoussage.
Page 164, item L: reference letter L inserted cf. other references.
Page 179, Fig. 71: item B, PPASTEBOARD changed to PASTEBOARD; item C, NNCH chamged to INCH (probably the number is missing).
Page 193: ... on a sheet of meal; ... changed to ... on a sheet of metal; ....
Page 211: section heading How to blow glass inserted cf. Table of Contents.
Page 222: fluorspar and flour-spar changed to fluor-spar as elsewhere.
Page 240, illustration: Fig. 109 changed to Fig. 102; caption: c. the pony and cart when done changed to c, d. the pony and cart when done.
Page 246, Fig. 105C: reference letter D changed to B.
Page 277: ... the grand finalé ... changed to ... the grand finale ....
Page 281: ... already to use ... changed to ... all ready to use ....
Page 289: Busch and Lomb Optical Company changed to Bausch and Lomb Optical Company.
Index: some words have been corrected to reflect the spelling used in the main text.